Plyn (kyslík) rezanie kovov
Takže, plynové rezanie kovu je teraz najobľúbenejšie. Prečo?
Vzhľadom k tomu, že sa vykonáva extrémne jednoduchý, nemusí používať žiadne fázové meniče (ako v elektrickom rezačke), nie je potrebné dodržiavať povinnú rýchlosť miestnosti (prítomnosť centrálneho uzemňovacieho kábla).
A takmer všetky plynové frézy sú mobilné, to znamená, že môžu byť prepravované bežnou dopravou.
Pri rezaní sa plynná rezačka používa dva plynové - priamo kyslík, s ktorým sa vykonáva proces separácie kovu, ako aj ohrievač, ktorý je najčastejšie propán alebo acetylén.
Ohrievač zahrieva, že povrch plánuje byť narezaný na teplotu 1000-1200 stupňov, po ktorej je dodávaný kyslík prúd. Z kontaktu s vyhrievaným povrchom, prúdovým horiacim prúdom.
Ukazuje sa na horiaci prúd, ktorý ľahko znižuje kov. V rovnakej dobe, najdôležitejšou vecou je pozorovať nepretržitú dodávku kyslíka.
Ak je prerušenie, potom sa plameň jednoducho môže ísť von, po ktorom bude musieť opäť zahriať povrch.
Štandardné rezanie kyslíka z kovu sa uskutočňuje s použitím rezačky R1-01P. Najlepšie je vhodné pracovať s rotačnou oceľou, vrátane - a liatiny!
Táto rezačka sa nepoužíva ako zvárací stroj.
Je však vhodný pre presné rezné potrubie - na to využíva špeciálny kryt závesu Ruskej federácie7, ktorý je vyrobený z ocele, ale je pokrytý vrstvou volfrámu.
Mimochodom, nedávno sa rezanie kovov stále uskutočňuje so zlúčeninou acetylénu a propánu. Takéto zariadenie sa však používa výlučne na prácu s vysoko pevnými kovmi (napríklad oceľom na kopuláciu nožov).
Zariadenie, ktoré podporuje prácu s takýmto plynom, nie je lacná! Takže o ňom nebudeme hovoriť ...
Moderná technológia rezania kovov je trochu odlišná od tej, ktorá je opísaná vyššie. Napríklad na prácu s "ľahkého kovu" teploty v 1000 stupňach pre Celzia a vyššie môže jednoducho musia zničiť kov, s ktorým pracujete (roztaví sa a odparí).
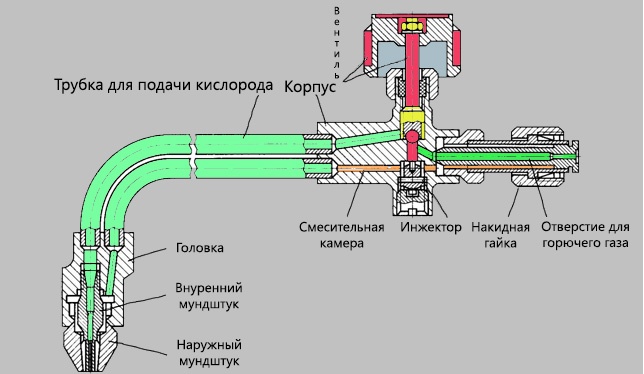
V týchto prípadoch sa samotné rezanie vyrába so simultánnym vykurovaním. Špička rezačky plynu má tvar pyramídy s 3 dýzmi.
Prostredníctvom dvoch bočných, vykurovací zmes sa dodáva, dobre, tenká dýza na zásobovanie kyslíka pri vysokom tlaku je namontovaná v strede.
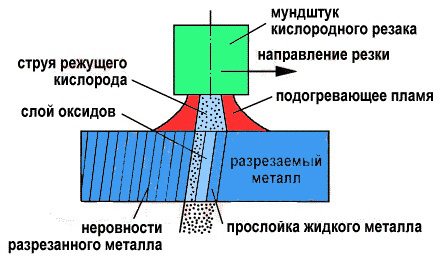
V moderných rezačkách sa kyslík privádza pod tlakom v 12 atmosfér! Jednoducho povedané, pod prúdom vzduchu, je možné poškodiť aj pokožku (to znamená nie osvetový prúd).
Tok, ktorý je tvorený s takýmto rezaním, alebo sa vysunie vykurovacím plameňom na bokoch, buď popáleniny priamo cez celý kov (ak sa uskutočňuje rezaním).
Nezabudnite, že kovový rezací plyn má veľkú výhodu oproti elektrotechnike. Čo?
No "roztrhaný" šev nie je vytvorený. A ak navyše používate obloženie (šablóny, ako ich profesionálne zváračy zavolajú), potom je rezanie švu veľmi elegantné!
Ale zvážte, že rezanie kovov s kyslíkom neznamená použitie kovov, ktoré sa topia pri teplotách pod 600 stupňov pre Celzia. V tomto prípade sa vykoná jednoduché odstránenie hornej vrstvy kovu a nie jeho rezanie.
Štandardná technológia rezania kovov je navrhnutá na použitie vodiacej rezačky, ku ktorému ovládacie prvky obsluhy. Napájanie plynu je nastaviteľné pomocou dvoch ventilov (v niektorých modeloch - jeden spoločný).
Samotný chápadlo má dve skúmavky, ktoré sú práve vložené do rukoväte. Prvá rukoväť dodáva palivo pre ohrievač, druhý (spravidla je centrálny) - dodá kyslík. To znamená, že na hlavnú trysku sú už 3 trubice!
Po dvoch, propán je podávaný, cez tretí kyslík. U starších modelov frézy boli použité dva tipy, ktoré fungovali rovnakým spôsobom.
Aká je spotreba plynu počas rezania kovov? Záleží na teplotách, na ktorú sa kovový sám zahrieva pri práci.
V štandardnom rezačke p1-01 za jednu hodinu práce sa priemer spotrebuje asi 10 kubických metrov kyslíka a 0,7 kubických metrov acetylénu (pri použití propán - 1 meter kubické palivo).
Ale v rezačke p2-01 je spotreba oveľa väčšia - 21 m3 kyslíka a 1,2 - acetylén! Spotreba ohrievača závisí od teploty vykurovania a roviny, ktorá je rezaná.
V "senior" sa používa aj takzvaný smer trysky, ktorý je čiastočne ovplyvnený prietokom (bližšie k kyslíkovým prúdom, je potrebné napájať veľký prúd).
Zariadenia na rezanie plynu
Tak, v Rusku, od ZSSR, R1-01 Cutter bol považovaný za najbežnejšie. Je to manuálne s injekčnou tryskou, ktorá poskytuje vysokotlakový prúd, ktorý odreže kov "ako horúci maslový olej."
Výkonnejšie modely sú p2-01 a p3-01P. Ich hlavným rozdielom je veľkosť dýzy, prevádzkový tlak kyslíka v systéme, pracovný tlak prívodu vykurovacej zmesi.
Tam sú tiež autonómne tabuľky - to sú plynové zariadenie na rezanie kovov v automatickom režime, ktorý je vyrobený bez účasti operátora.
Kontrola v tejto tabuľke je numerická. To znamená, že osoba jednoducho nastaví parametre rezného.
Takéto zariadenie na rezanie kyslíka kovu sa používa výlučne na plechu, kde sa vykonáva buď hladké rezanie alebo oblúk.
Stojí za zmienku, že modely údajov tabuľky sú obrovské množstvo, ale takmer všetky z nich sú analógy AN-01, ktorý bol vyvinutý spoločnosťou Shepelovi stále v ZSSR!
Napríklad, sú napríklad "posun", "orbit", "Secutor", "Quicky-E". Vo všetkých ich prevádzkovej teplote v rozsahu 1000-3200 stupňov Celzia. Práca s acetylénom a propánovým ohrievačom.
Rýchly modely tiež používajú zmiešané - acetylén-propánové kúrenie. V tomto prípade sa tryska používa iba rozvetvené. To znamená, že jeden z nich slúži acetylén, druhý je propán.
Mimochodom, stojí za zmienku, že v takomto rezaní je vykurovacia zmes je vhodná z centra (to znamená z kyslíkového prúdu).
Tam sú tiež takzvané stacionárne frézy na rezanie plynu.
Odlišujú sa od mobilu, nie je ťažké uhádnuť, skutočnosť, že sú zapustené do špeciálneho výklenku, ktorý je prevádzkovateľ zariadenia len a môže sa pohybovať.
Takéto rezačky sú pohodlnejšie pre prácu, ale sú veľmi drahé. Ale ich rezací výkon je viac než dosť na to, aby sa znížil hrubú vrstvu s vysokou pevnosťou kovu!
To bolo možné z dôvodu skutočnosti, že v takýchto rezačkách sa použije dodatočný príprava, s ktorým je ohrievač, že je prúd kyslíka sa dodáva pri väčšom tlaku.
Existuje ďalší kompresor na elektrinu, okrem - trojfázovej (380 voltov). Z tohto dôvodu nemôže byť mobilný! Táto rezačka sa používa výlučne na profesionálnych podnikoch.
Prenosné rezačky - Gugark
Gugark je najobľúbenejším zástupcom takýchto nožov.
Mimochodom, plynový horák na rezanie kovov má tiež dva druhy - tzv. Priame a ohnuté:
- Prvý je ten, ktorý ste všetci zvykli vidieť. Je to písmeno g a pracuje s pomocou smeru operátora.
- No, druhý, rovný je dýza typu horáka, ktorá sa používa na nožových stoloch.
Stojí tiež za zmienku, že v priamych tryskách používali párové tipy, takže keď sa pohybuje, neruší uhol sklonu dýzy jeden na jeden.
Mimochodom, zvážiť, že každý z fréz má svoj vlastný koeficient prevádzky a kapacitu s každým kovom.
Napríklad pri použití štandardu p1-01, na rezanie medi, celkom koeficient 0,5 acetylénu, ale pre hliník bude potrebný až 0,7.
Väčšina z nich, samozrejme, listy na volfrám - až 1,4! Zároveň bude vykurovanie v oblasti 3,800 stupňov Celzia (používajte iba špecializované tipy)!
Populárne služby
Ak potrebujete znížiť rezanie kovov, potom najjednoduchší spôsob, ako si najať sprievodcu alebo špecialistu, ktorý vám poskytne potrebné služby. Koniec koncov, nie každý dom v garáži má rezačku s dvoma valcami kyslíka a ohrievača.
Okrem toho, práca s takýmto zariadením je veľmi nebezpečná bez skúseností! Ak neviete, ako je to lepšie, nie je potrebné vziať na túto vec - dôverovať práci profesionálov!
No, v priemere je cena kovového kovu konzumovaná z nasledujúcich ukazovateľov: kov, s ktorým bude potrebné pracovať len pracujúce, používané rezačky, hrúbku kovu, kvalitu a typ rezu.
Napríklad obvyklé rezanie plechu je najlacnejšie. Rezanie rúrok - je oveľa drahšie, pretože s takýmto pracovným obložením sa používajú ďalšie obloženie!
Ale rezanie v hĺbke - drahé potešenie, pretože používa drahé vybavenie.
Okrem toho, ak sa takáto práca vykonáva "na ceste", bude to veľmi drahé. Autá, ktoré môžu niesť rezacie stanice, musia byť dodatočne vybavené.
Kyslíkové rezanie kovov - video:
No, plynové rezanie plechu môže byť vykonávané bežným železným železom. Ak používate hliník alebo meď, malo by to stačiť pre takúto prácu.
V niektorých prípadoch je možné použiť plynové zváranie. Namiesto oxidu uhličitého, propánu, acetylénu alebo butylénu sa podáva (nie každé plynové zváranie podporuje použitie takéhoto plynu, byť pozorný)!
Najdrahším plechovým rezným kovom je ten, ktorý sa vykonáva podľa zozbieraného rezacieho okruhu. V tomto prípade sa používa CNC stroj, ktorých služby sú platené nie je lacné!
Mimochodom, ak potrebujete nerezať, a rezanie, potom v niektorých prípadoch je to oveľa jednoduchšie a lacnejšie je nôž na rezanie kovu, a nie plynový rezač. Viac informácií o tom môžete zistiť priamo z Majstra, ktorý chce zveriť výkon práce.
Teraz mnoho podnikov ponúka plynové rezanie kovu s odchodom.
Tu sa odhaduje podľa nasledujúcich parametrov:
- kov, s ktorým bude potrebné pracovať;
- zložitosť výkonu;
- použité rezačky.
Zohľadnili sa aj koľko práce bude vyžadovať čas. V priemere sa hodina práce Majstra vypláca na približne 300 rubľov. Môžete počítať vopred a vypočítať, koľko budete stáť rezanie kovu!
Nuž, nakoniec by ste mali hovoriť o týchto prípadoch, keď sa vykoná zlej kvalitnej práce. Veľmi často sa mnohé používajú namiesto acetylénu - jeho lacný analóg je propán alebo propylén. Alebo použite lacnejšie frézy, než boli rovnaké.
Napríklad namiesto p2-01 používa P1-01 alebo podobne. Mimochodom, najčastejším problémom! Tieto dve frézy môžete rozlíšiť s vizuálnou kontrolou.
Model P1-01 má duálnu dýzu so zlatým upevnením (zlatá farba), ale v P2-01 - oceľové upevnenie (má čierny alebo medený odtieň).
Mimochodom, stojí za to rezač p1-01 nie je tak drahé, takže si ho môžete kúpiť! Priemerné náklady sú do 900-1000 rubľov na kus. No, samozrejme, bude potrebné kúpiť dva valce - s kyslíkom a ohrievačom a dopravou, ktorý.
Celý súbor vás bude stáť 3000 rubľov, nie drahší. Bude stačiť na 3 hodiny rezania kovu. Pre domáce potreby - je to viac ako dosť.
A keď pracujete s plynovou rezačkou, určite dodržiavajte pravidlá bezpečnosti! A toto je použitie ochrannej masky, celkov a rukavíc. Rukavice - Povinný prvok!





