Tipuri de tăietori de gaz și cum să utilizați un tăietor de propan + oxigen
Pentru a dezmembra structurile metalice, este necesară tăierea oricărui tip de laminat în fața prelucrării sau sudării. Și dacă o foaie sau un profil mic grosime poate fi tăiat de un instrument mecanic (cu unitate manuală, electrică sau hidraulică). Această lucrare cu spații metalice de grosime mare are nevoie de un tăietor de gaz sau pe unghie profesională - autogen.
Desenele diferitelor modele de un astfel de dispozitiv pot diferi doar în dimensiune sau câteva detalii, dar principiul fiecăruia este același.
Indiferent de mărimea autovehiculului și de tipul de amestec de gaz de încălzire, tăierea are loc datorită arderii metalului în fluxul de oxigen pur, injectat prin capul duzei în zona de lucru.
Starea principală și principală a tăierii cu gaz - Temperatura de combustie trebuie să fie mai mică decât punctul de topire. În caz contrar, metalul, care nu are timp să înceapă arderea, se va topi și se va turma. Această afecțiune corespunde cu oțel cu carbon scăzut, și metale neferoase și fontă - nr.
Majoritatea nu pot fi supuse tăierii gazului - există restricții privind dozele maxime admise de elemente de aliere, carbon și impurități, cu depășirea procesului de combustie a metalului în oxigen devine instabilă sau este în general întreruptă.
Procesul de tăiere poate fi descompus în două faze:
- Încălziți părțile zonei limitate la o temperatură la care metalul începe să ardă. Și pentru a obține torța flacării de încălzire, o parte din oxigenul tehnic într-o anumită proporție este amestecată cu un gaz inflamabil.
- Combustia (oxidarea) metalului încălzit în jetul de oxigen și îndepărtarea produselor de ardere din zona tăiată.
Dacă luăm în considerare clasificarea numai a tăietorilor manuale, următoarele caracteristici sunt de importanță fundamentală:
- punctul de vedere al combustibilului, puterii și modului de obținere a unui amestec de gaze pentru o flacără de încălzire;
- clasificarea gazelor de combustibil: acetilenă, propan-butan, metan, universal, maf.
Kenosinoresa și animalele de companie, deși au aceeași întâlnire se referă la tăietori de combustibil lichid.
- Prin putere: Mică (grosime de tăiere a metalelor de la 3 la 100 mm) - marcare P1, medie (până la 200 mm) - P2, mare (până la 300 mm) - P3. Există probe cu grosimea crescută de tăiere - până la 500 mm.
- Printr-o metodă de producere a unui gaz de combustibil: injector și uninteljectorie.
Și dacă prima caracteristică afectează numai temperatura flacării de încălzire, iar puterea se află pe grosimea maximă a metalului, atunci al treilea semn este determinat de designul tăietorului.
Proiecta
1. Injectarea sau cu două țevi, tăietorul de gaz este cel mai comun tip de design. Oxigenul tehnic în cutter este împărțit în două fluxuri.
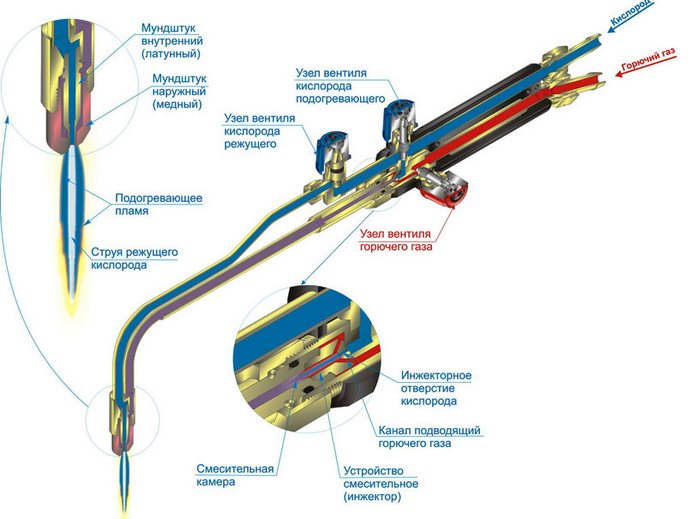
Unele dintre fluxul de pe tubul superior se deplasează în capul vârfului și cu frunze de mare viteză prin duza centrală a piesei muștiucului interior. Această parte a designului este responsabilă pentru faza de tăiere a procesului. Supapa de reglare sau supapa pârghiei este livrată dincolo de carcasă.
Cealaltă parte intră în injector. Prin urmare, principiul căruia este faptul că gazul injectat (oxigenul), lăsând camera de amestecare sub presiune ridicată și la viteză mare, creează o zonă de vid și prin găurile periferice se trage gazul combustibil (evacuat). Datorită amestecului, vitezele sunt egalizate și fluxul amestecului de gaze se formează la ieșirea camerei la o viteză a oxigenului injectat, dar mai mare decât cea a gazului combustibil scos.
Apoi, amestecul de gaz se deplasează de-a lungul tubului de fund la capul vârfului, se dovedește prin duzele dintre piesa bucală interioară și exterioară și formează torța flacării de încălzire. Fiecare canal are propria supapă pe carcasă, care este reglementată de alimentarea cu oxigen și gazul combustibil în injector.
2. Cutterul de uninterblare sau cu trei țevi are un design mai complex - atât fluxul de oxigen, cât și gazul vin la cap pe tuburi separate.
Amestecarea amestecului de încălzire are loc în interiorul capului. Dar lipsa unei camere de amestecare care asigură un nivel mai ridicat de securitate, nu creează condiții pentru "impactul invers" (răspândirea gazelor de ardere în canalele de tăiere și țevile în direcția opusă).
În plus față de un design mai complex și un preț ridicat, un dezavantaj al unui tăietor de gaz cu trei conducte, se crede că, pentru funcționarea sa stabilă, este necesar să existe o presiune mai mare a gazului de combustibil (nu există niciun efect de ejecție și creșterea fluxului rată).
Dimensiuni și greutate
Dimensiunile tăietorului de gaze injector manual sunt convenite de standardul GOST 5191-79 și depind de puterea sa:
- p1 - până la 500 mm;
- p2 și P3 sunt în intervalul de 580 mm. Dar produce modele "alungite" pentru munca în condiții speciale.
Există limitări în greutate pentru fiecare categorie de putere: 1,0 și respectiv 1,3 kg, pentru P1 și P2 / P3.
Aceeași GOST determină că tipul P3 este tăietorul de oxigen-propan, iar P1 și P2 pot funcționa pe orice formă de gaz combustibil.

Potrivit GOST, ele sunt definite ca sfaturi pentru tăierea la arzătorul de sudură. Diferența în structură este că separarea oxigenului și amestecarea amestecului combustibil apare în vârf și are dimensiuni mult mai mici și greutate decât un tăietor. Deci, greutatea PB1 are o limită superioară de 0,6 kg și PV2 și PV3 - 0,7 kg.
Dar nu este posibil să se numească acest tăietor de gaz pe compactul metalic - în ansamblul poziției de lucru cu corpul de la arzător, dimensiunea și greutatea acestuia nu vor fi mai mici decât cea a unui instrument specializat. Avantajul este doar că puteți cumpăra un arzător cu vârfuri de diferite tipuri (sudare și tăiere), iar întregul kit va fi plasat într-un caz mic. Sau achiziționați un arzător existent al unui tăietor plug-in.
Dar aici există o singură nuanță. Propanul este mult mai ieftin decât acetilena. Prin urmare, costul de funcționare a tăietorului de acetilenă va fi semnificativ mai mare decât oxigen-propan. Și pentru sudarea metalică, arzătorul de acetilenă este mai bun, în care temperatura flacără este mai mare la 300-400 decât în \u200b\u200boxigen-propan (într-un arzător pur propan, temperatura este mai mică de 2000C).
Compactitatea întregului "post" pentru tăierea manuală a gazului poate fi asigurată numai de capacitatea cilindrilor cu gaze.
Cuttere portabile de gaz
Recent, puteți vedea oferte pentru vânzarea de tăietoare de gaz portabile, care sunt o duză la un cilindru mic cu gaz.
Dar cel puțin ele sunt poziționate ca tăietori, de fapt sunt arzătoare. Temperatura torței majorității lor nu depășește 1300c. Deși există tăietori portabili "profesioniști" cu o temperatură a torței de 2000-2500C (de exemplu, KoveA KT-2610 atunci când lucrează cu un amestec de gaze american Mapp) și acest lucru este deja aproape de temperatura flacării de încălzire a oxigenului -Propan cutter - 2700-2800C.

Dar, în orice caz, nu există componente de tăiere principale pentru a crea condițiile de "ardere" - jetul de oxigen, datorită cărora se produce oxidarea metalică.
Cuttere portabile includ metale și aliaje de salvare: staniu, aluminiu, alamă, bronz, cupru. Dar pentru ei nu vorbim despre tăiere, ci despre topire. Prin urmare, ele sunt folosite mai des pentru a asigura sau a suda piese mici din metale neferoase (de exemplu, la repararea aparatelor de aer condiționat și frigidere) și pot fi tăiate cu un instrument electric manual.
Să acorde atenție atunci când alegeți un tăietor de gaz
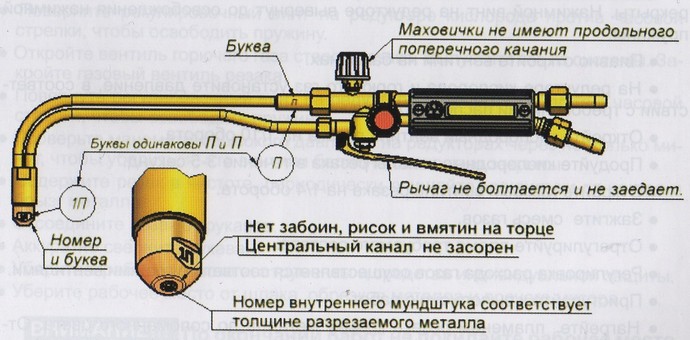
Dacă "Du-te" din furtunuri la cap este important după cum urmează:
- sfârcurile din alamă servesc mai mult decât aluminiu;
- materialul mânerului trebuie să fie aluminiu, căptușeala din plastic este mai puțin durabilă și poate "înota";
- supapele ar trebui să se rotească cu puțin efort;
- diametrul recomandat al mânerului supapei de tăiere a oxigenului - nu mai puțin de 40 mm;
- modelele de pârghie sunt mai convenabile operaționale și permit gazului;
- supape de arbore: Din oțel inoxidabil - cele mai fiabile (până la 15.000 de cicluri), din alamă - eșec rapid (aproximativ 500 de cicluri), combinate - au indicatori "mediu";
- materiale și tuburi - oțel inoxidabil, alamă, cupru;
- În tăietorii de acetilenă, părțile care intră în contact cu gazul combustibil în camera de amestecare nu trebuie făcute din cupru sau aliaje cu conținut peste 65%;
- designul pliabil vă permite să reparați tăietorul, curățați unitatea de injecție, tuburile vârfului;
- muștiuc exterioară numai din cupru;
- muștiul interior al tăietorului de acetilenă - cupru, oxigen-propan - poate fi făcut din alamă;
- modelul selectat al vânzătorului ar trebui să aibă piese de schimb și consumabile în sortiment.
Cum se utilizează tăietorul de oxigen-propan
General:
- lucrul cu tăietorul ar trebui să aibă loc în masca sudorului (sau ochelarii speciale);
- Îmbrăcăminte recomandată și mănuși de lucru cu proprietăți refractare (necombustibile);
- flacăra de autogen trebuie să se uite deoparte spre furtunurile de alimentare, iar furtunurile nu ar trebui să interfereze cu lucrarea lui Carver;
- cilindrii de gaz nu au mai aproape de cinci metri la locul de muncă;
- tăierea metalului este efectuată fie în aer liber, fie într-o cameră bine ventilată.
După o pauză lungă sau când începeți mai întâi un nou tăietor de injecție, trebuie să vă asigurați că canalele sunt "curate" și oxigenul din injector creează nivelul necesar al alimentării cu gaz de pulverizare.
La început, cu o supapă închisă pe un tăietor și pe cilindri cu tăietor, un furtun cu propan este îndepărtat. Apoi, pe un cilindru cu oxigen, presiunea de funcționare este instalată și supapa de încălzire oxigen și gaz este deschisă pe tăietor. O inspecție a performanței injectorului este verificată prin aplicarea unui deget la gazul de combustibil pentru mamelon - aspirația aerului trebuie să fie resimțită în gaura mamelonului.





