Baze de tăiere metalice: invertor, plasmă, gaz
Tăierea metalelor cu sudură până la un anumit timp a fost utilizată în mod activ ca metodă principală de prelucrare a structurilor metalice la domiciliu. Cutia rezultată nu a fost distinsă de frumusețe, astfel încât utilizarea mașinței a fost sudată considerabil. În anul dovedit, metoda este încă recurs, capacitățile sale s-au extins prin utilizarea de echipamente noi.
Cu sudare, tăierea metalelor în următoarele cazuri:
- în condiții de teren, atunci când nu există surse de energie electrică,
- se întâmplă, este necesar să se taie un metal foarte gros,
- la tăiere, trebuie să obțineți o formă complexă,
- este necesar să tăiați metalul într-un loc greu accesoriu.
Sudarea se referă la procesele universale, care pot fi utilizate atât pentru conectarea și împărțirea părților în părți. Cele mai multe se aplică la domiciliu următoarele versiuni ale echipamentului de tăiere a metalelor:
- arc (invertor),
- cutter de gaz
- plasmorez.
În acest articol, vom vorbi în detaliu cu privire la caracteristicile, tehnologiile și principiile de bază ale tăierii metalice cu un invertor de sudură, o tăiere de gaz a unui metal cu oxigen și propan și tăierea plasmatică a metalului. După studierea principiilor de bază de a lucra cu diferite tipuri de echipamente, puteți efectua tăierea metalelor cu propriile mâini.
Tăierea arcului
La instruirea elementelor de bază ale sudării, noul venit este cel mai frică de arderea metalului și distruge complet conexiunea. La tăierea metalului, scopul sudorului este ars, tăind metalul.
Pentru a tăia metalul cu arc de sudură, este necesar să o încălziți până la punctul de topire și să scoateți metalul topit din zona de sudură. Eliminarea se efectuează sub greutatea proprie a metalului topit, datorită presiunii din partea ARC sau a fluxului de aer furnizat zonei de sudură.
Astfel de electrozi sunt utilizați pentru tăierea metalelor:
- acoperite metalice
- carbonic,
- tubular,
- tungsten.
Această metodă tăiată oțel, inclusiv metale și aliaje aliate, neferoase.
Dezavantajele includ o tăietură de calitate scăzută, muchii inegale, prezența scalei. Prin urmare, dacă metalul în viitor merge să creeze structuri, marginile trebuie să fie procesate suplimentar, de exemplu, pentru a curăța.
Tăierea se efectuează pe același echipament ca sudarea, în toate pozițiile spațiale. Ca un echipament la domiciliu, un transformator sau un redresor a fost utilizat anterior, acum invertorul este cel mai des folosit.
Elementele de bază ale tăierii cu arc
Pentru a tăia arcul metalic setați puterea curentă cu 30-40% mai mare decât la sudarea. Ele luminează un arc puternic pe marginea superioară a metalului și se adâncește, în timp ce tăiați marginea.
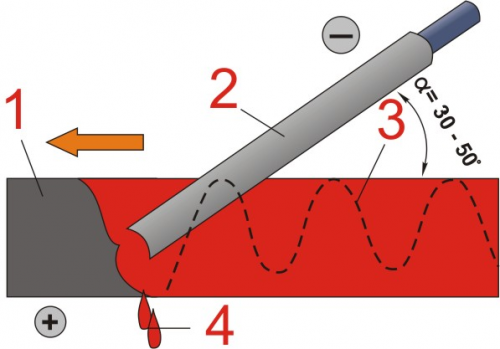
Tăierea metalelor cu invertor de sudare
Pentru tăiere, electrodul unui diametru mic este ales, dar curentul, dimpotrivă, prezintă mai mult decât este necesar pentru sudură. De exemplu, diametrul electrodului este de 2,5 mm, 140A este instalat.
Aprindeți arcul și lăsați electrodul într-un singur loc. Încercați să păstrați arcul pentru a aprofunda, indiferent de modul în care a trăit metalul.
Dacă placa este plasată vertical, metalul topit va fi ușor târât. Cu o tăiere orizontală a metalului, invertorul de sudură va fi colectat în partea inferioară a plăcii.
Pentru a asigura cea mai bună încălzire termică, polaritatea dreaptă este absorbită. În acest caz, metalul se încălzește profund, dar tăierea este obținută îngustă.
Videoclipul arată ce oportunități sunt deschise când se aplică tăierea arcului. Placa de la 10 - 20 mm grosime este tăiată literalmente în câteva minute cu ușurință și frumoasă.
Tăierea tăietorului de gaz
Până de curând, tăietorul de gaz metalic a rămas principala metodă a partiției metalice, mai ales dacă era necesar să se efectueze un circuit ascuțit, să se ocupe de margine sau să obțină o gaură. Avantajul este că nu este nevoie de lucrarea în sursa de energie electrică.
Tăierea metalelor cu un tăietor de gaz este efectuată după cum urmează: Un amestec de oxigen cu gaz combustibil, torța rezultată încălzește metalul în zona tăiată la temperatura de ardere, nu mai mică de 12000C. Hrăniți un jet de oxigen.

Metalul inflamați și dezactivează linia de tăiere. Cel mai adesea pentru tăiere utilizează oxigenul într-un amestec cu propan. Tăierea cu gaz sunt tratați cu oțel, atât carbon, cât și aliaje aliate, aliaje de titan.
Decuparea gazelor metalice pe un amestec de propan și oxigen
Înainte de muncă, metalul este pregătit: murdărie purificată, grăsime, scară, rugină.
Echipamente de tăiere a gazelor
Este nevoie de mai puține abilități pentru a efectua o tăiere a gazelor decât atunci când nu este nevoie să se asigure etanșeitatea conexiunii. Echipamentul va necesita tăietor de gaz, cilindri de oxigen și propan.

Fiecare cilindru are un reductor pentru a regla presiunea. Gazul din cilindru la reductor este furnizat de un furtun de înaltă presiune.
Înainte de a începe lucrarea, furtunurile se înmulțesc pentru a curăța murdăria. Toate furtunurile sunt inspectate, conectivitate cu cutie de viteze, toate conexiunile detașabile sunt verificate pentru etanșeitate.
Verificați starea riscului însuși și purjată cu oxigen. Pentru aceasta, cilindrul cu oxigen este conectat la locul de atașare a furtunului de oxigen. Balonul cu gaz inflamabil nu este conectat. Instalați pe cutia de viteze 5 atm și deschideți ambele supape pe tăietor. Conducerea unui deget la cea de-a doua bucată poate fi observată dacă există o scădere. Cu absența sa, canalele de tăiere trebuie să fie pronunțate.
Procedura de operare
Se efectuează tăierea gazului, rezistentă la proporție: 10 părți de oxigen pe 1 parte a gazului. Prin urmare, acestea sunt instalate pe o cutie de viteze cu gaz 0,5 ATI și pe cutia de viteze de oxigen 5 ATI.
Pentru început, o ușoară deschidere a alimentării cu propan și gaz este aprinsă. Duză se sprijină pe metal și oxigenul este strâns. Cu ajutorul rotației supapelor, puteți regla valoarea flacordului și obțineți flacăra necesară pentru a funcționa. Se presupune că metalul este presupus a fi tăiat, cu atât trebuie să fie mai puternică flacăra, pentru care este necesară o cantitate mare de gaz și oxigen.
ATENȚIE: Flacăra este reglabilă utilizând presiunea oxigenului de reglare, nu tăierea.
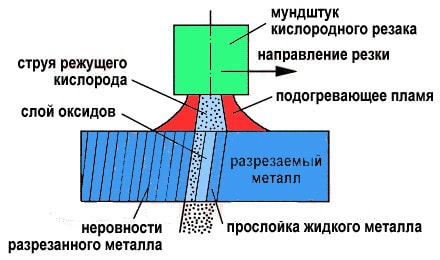 Flacăra de ardere este făcută la metalul în locul în care este necesar să se efectueze tăierea, rezistând distanței dintre duză și metal în 5 mm. Sub acțiunea flacării, metalul este încălzit la temperatura dorită. Acest lucru se întâmplă rapid, secunde pentru 10. Vizionarea procesului Observați că în acel moment metalul pe măsură ce se udă. Numai metalul va fi ignorat, includ imediat tăierea oxigenului.
Flacăra de ardere este făcută la metalul în locul în care este necesar să se efectueze tăierea, rezistând distanței dintre duză și metal în 5 mm. Sub acțiunea flacării, metalul este încălzit la temperatura dorită. Acest lucru se întâmplă rapid, secunde pentru 10. Vizionarea procesului Observați că în acel moment metalul pe măsură ce se udă. Numai metalul va fi ignorat, includ imediat tăierea oxigenului.
Pentru a evita greva inversă a unei flame care poate fi însoțită de bumbac, include treptat oxigenul de tăiere.
În acest caz, oxigenul în sine se va aprinde de îndată ce atinge suprafața metalică fierbinte. Videoclipul arată modul în care folosirea unei tăieri de gaz puteți tăia formele celei mai complexe forme.
Calitatea tăierii este afectată de viteza de sudură. Viteza de control se concentrează pe scânteile din zona de tăiere. Dacă scânteile sunt înainte, înseamnă că viteza este insuficientă. La viteză mare, scânteile se află în spatele tăietorului, în acest caz este dificil de tăiat de calitate.
Pentru a efectua o gaură, locul este încălzit la temperatura dorită, este furnizată tăierea oxigenului. Metal inflamabil. Cutterul este alimentat în zona metalică și gaura se face.
Tăierea metalelor cu tăietor cu plasmă sau plasmoreză
Despre posibilitățile de plasmă Torus este bine spus în videoclip. După examinarea videoclipului, veți dori cu siguranță să aveți un astfel de minunat echipament în fermă, chiar și în ciuda prețului său mare.
Tăierea metalelor are loc sub acțiunea energiei plasmatice. Se dovedește după cum urmează. Când este apăsat butonul de aprindere, se formează un arc de sudare a datoriei în interiorul plăcii. Aerul comprimat trece prin el, ionizat și plasma este tras printr-o duză la viteză mare. Plasma are o temperatură de peste 10 mii de grade și o viteză de două ori viteza de sunet. Această energie este suficientă pentru ca metalul să se topească și chiar să se evaporă.
 Operatorul aduce Plasmorez la locul în care este necesar să se efectueze o tăietură și metalul începe să se topească. Viteza mișcării manuale ar trebui să asigure tăierea metalului. Parametrii de tăiere Există rezistența la curent și presiunea aerului.
Operatorul aduce Plasmorez la locul în care este necesar să se efectueze o tăietură și metalul începe să se topească. Viteza mișcării manuale ar trebui să asigure tăierea metalului. Parametrii de tăiere Există rezistența la curent și presiunea aerului.
Detalii privind modul în care se obține plasma și tăietorul este bine prezentat în videoclip.
Cu parametrii selectați incorect pe margine pot forma o scară. După terminarea tăierii nu este imediat oprită alimentarea cu aer comprimat. Este servit de ceva timp pentru a răci metalul.
Tehnologia Plasmore.
Înainte de a începe lucrarea, marginile sunt curățate, elimină poluarea și rugina de la ele.
Operațiile de tăiere cu plasmă a oricărui metal începe cu instalarea puterii curente. Principiul este simplu: curentul este calculat în funcție de grosimea metalului. Cantitatea de forță curentă, care este necesară pentru tăierea grosimii metalului de 1 mm, este înmulțită cu grosimea metalului care trebuie tăiată. Dacă este necesar să se taie oțel de 25 mm, atunci trebuie să multiplicați pe 4A (curent necesar pentru tăierea oțelului de 1 mm sau fontă). Total pe echipament Expune 100a.

Viteza la care este necesară efectuarea directă a tăierii afectează calitatea muncii, dar depinde de priceperea lui Carver. Specialiștii consiliază în stadiul inițial de performanță să se concentreze asupra prezenței scântei pe partea inversă a produsului. Dacă lipsesc, metalul este tăiat complet complet.

Înainte ca arcul să fie aprins timp de o jumătate de minut, tăietorul este blocat de gaz pentru a îndepărta murdăria și posibila condens. Apoi, operatorul apasă butonul de aprindere al arcului de datorie, arde 2 sec. Dacă nu se formează arcul de tăiere, procesul se repetă din nou.
În funcție de model, abordarea este contactul și contactless-ul:
- Contact necesită un scurtcircuit. De îndată ce plasma a ieșit din duza dintre metal și electrod, se formează un arc de plasmă și începe procesul de tăiere.
- Cu un arc fără contact, se aprinde între duza și electrodul. Când duza se apropie de metal, se formează arcul de lucru.
În timpul tăierii, este necesar să se mențină o lungime constantă a arcului. Dacă nu este prevăzut cu un accent special, acest parametru este rezistent la tăietor, acesta trebuie să fie de la 1,6 până la 3 mm.
Când lucrați, este necesar să păstrați duza la metal la un unghi de 900C. Pentru a reduce deformările pe un metal subțire, arzătorul este ținut sub un unghi mic. În timpul tăierii, acordați atenție metalului nu urcă în arzătorul duzei.
Pentru detalii despre lucrarea de plasmetron, consultați videoclipul.
Cu ajutorul metodelor considerate de tăiere, puteți tăia metalul de la cel mai complex contur. Aceste lucrări sunt capabile să îndeplinească cu propriile mâini, după o mică pregătire teoretică și practică. Principalul lucru este disponibilitatea echipamentelor și a materialelor conexe.





