Rodzaje frezów gazowych i jak używać noża propanu + tlen
Aby zdemontować konstrukcje metalowe, wymaga cięcia dowolnego typu walcowanego przed obróbką lub spawaniem. A jeśli arkusz lub niewielki profil grubości może być cięty przez narzędzie mechaniczne (z napędem ręcznym, elektrycznym lub hydraulicznym). Ta praca z metalowymi półfabrykatami o dużej grubości wymaga obcinarki gazowej lub na profesjonalnym slangu - autogen.
Projekty różnych modeli takiego urządzenia mogą się różnić tylko w rozmiarze lub niektórych szczegółach, ale zasada wszystkich jest taka sama.
Niezależnie od wielkości autogenu i rodzaju mieszaniny gazu grzewczego, cięcie występuje ze względu na spalanie metalu w strumieniu czystego tlenu, wstrzyknięte przez głowicę dyszy do obszaru roboczego.
Główny i główny stan cięcia gazu - temperatura spalania powinna być mniejsza niż temperatura topnienia. W przeciwnym razie metal, nie ma czasu na rozpoczęcie spalania, topi się i stada. Warunek ten odpowiada stali niskoemisyjnej i metali nieżelaznych i żelazowi - nie.
Większość nie jest również podatna na cięcia gazu - istnieją ograniczenia na maksymalnych dopuszczalnych dawkach elementów stopowych, węgla i zanieczyszczeń, o przekroczeniu procesu spalania metalu w tlenu staje się niestabilny lub jest na ogół przerywany.
Sam proces cięcia można rozkładać się na dwie fazy:
- Podgrzej częściowe części strefy do temperatury, w której metal zaczyna się palić. I w celu uzyskania palnika ogrzewanego płomienia, niektóre z tlenu technicznego w pewnej proporcji miesza się z gazem łatwopalnym.
- Spalanie (utlenianie) ogrzewanego metalu w strumieniu tlenu i usuwanie produktów spalania z strefy cięcia.
Jeśli rozważymy klasyfikację tylko ręcznych frezów, następujące funkcje mają fundamentalne znaczenie:
- widok paliwa, mocy i metody uzyskania mieszaniny gazów do ocieplenia;
- klasyfikacja gazu paliwa: acetylen, propan-butan, metan, uniwersalny, MAF.
Kerosynoresa i zwierzęta, choć mają taką samą wizytę, odnoszą się do ciekłych frezów paliwowych.
- Przez moc: Mała (grubość cięcia metalu od 3 do 100 mm) - znakowanie P1, średnia (do 200 mm) - P2, wysoka (do 300 mm) - P3. Istnieją próbki o zwiększonej grubości cięcia - do 500 mm.
- Metodą wytwarzania gazu paliwa: wtryskiwacza i nieznaczne.
A jeśli pierwsza cecha wpływa tylko na temperaturę ogrzania płomienia, a moc jest na maksymalnej grubości metalu, a następnie trzeci znak jest określony przez konstrukcję noża.
Projekt
1. Wtrysk lub dwie rury, przecinarka gazowa jest najczęstszym typem projektowania. Tlen techniczny w frezu jest podzielony na dwa strumienie.
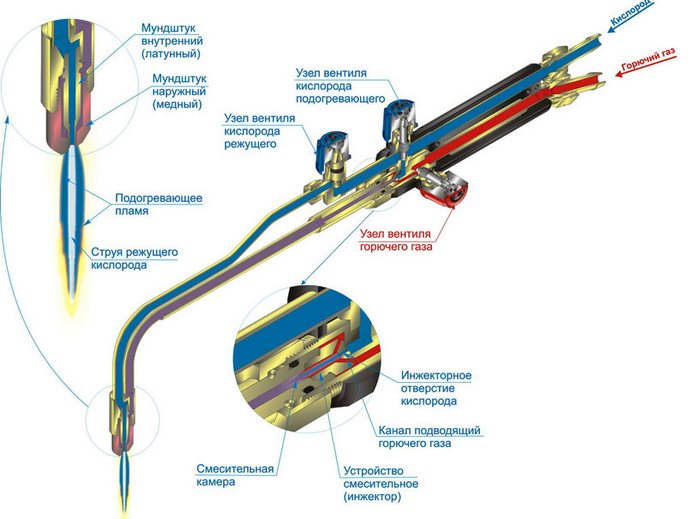
Niektóre strumień na górnej rurce przesuwa się do głowicy końcówki i o dużej prędkości pozostawia przez dyszę centralną wewnętrznego ustnika. Ta część projektu jest odpowiedzialna za fazę cięcia procesu. Zawór regulacyjny lub zawór dźwigniowy jest dostarczany poza obudowę.
Druga część wchodzi do wtryskiwacza. Zasada, której jest to, że wstrzyknięty gaz (tlen), pozostawiając komorę mieszającą pod wysokim ciśnieniem i o dużej prędkości, tworzy strefę próżniową i przez otwory peryferyjne palne (wyrzucone) gaze. Ze względu na mieszaninę, prędkości są wyrównane, a przepływ mieszaniny gazów jest utworzony przy wylocie komory z prędkością niż wstrzyknięty tlen, ale wyższy niż wyrzucony gazalny gaz.
Następnie mieszanina gazowa porusza się wzdłuż dolnej rurki do głowicy końcówki, okazuje się przez dysze między wewnętrznym i zewnętrznym ustnikiem, a tworzy latarkę płomienia ocieplenia. Każdy kanał ma własny zawór na obudowie, który jest regulowany przez dostawę tlenu i gazem palnym w wtryskiwaczu.
2. Nieinterblowate lub trzy-rurowe nóż ma bardziej złożony wzór - zarówno strumień tlenowy, jak i gaz do głowy na oddzielnych rurach.
Mieszanie mieszaniny grzewczej występuje wewnątrz głowy. Ale brak komory mieszania, która zapewnia wyższy poziom bezpieczeństwa, nie tworzy warunków dla "odwrotnego wpływu" (rozprzestrzenianie się gazów spalających w kanałach frezu i rurach w przeciwnym kierunku).
Oprócz bardziej złożonej konstrukcji i wysokiej ceny, wadą trzech rur przecinarkach gazowych, uważa się, że dla jego stabilnej pracy konieczne jest posiadanie wyższego ciśnienia gazu paliwa (nie ma wpływu wyrzucenia i zwiększenia przepływu oceniać).
Rozmiary i waga
Wymiary ręcznego przecinaka gazu wtryskiwacza są uzgodnione przez standardowy GOST 5191-79 i zależy od jego mocy:
- p1 - do 500 mm;
- p2 i P3 mieści się w zakresie 580 mm. Ale produkować "wydłużone" modele do pracy w specjalnych warunkach.
Istnieją ograniczenia wagowe dla każdej kategorii mocy: odpowiednio 1,0 i 1,3 kg, dla P1 i P2 / P3.
Ten sam gospoda określa, że \u200b\u200btyp P3 jest frezu na tlen-propan, a P1 i P2 mogą działać w dowolnej formie gazu palnego.

Według GOST są one zdefiniowane jako wskazówki do cięcia palnika spawalniczego. Różnica w strukturze jest to, że oddzielenie tlenu i mieszania mieszaniny palnej występuje na końcówce i ma znacznie mniejsze rozmiary i wagę niż frez. Tak więc waga PB1 ma górną granicę 0,6 kg, a PV2 i PV3 - 0,7 kg.
Ale nie można wymienić tego frezu gazowego na metalowej kompaktowej - w zespole położenia roboczego z korpusem z palnika, jego rozmiar i waga będzie nie mniej niż specjalistycznego narzędzia. Zaletą jest tylko, że można kupić palnik z końcówkami różnych typów (spawanie i cięcie), a cały zestaw zostanie umieszczony w małym przypadku. Lub kup istniejący palnik docinki wtyczki.
Ale tutaj jest jeden niuans. Propan jest znacznie tańszy niż acetylen. Dlatego koszt działania frezu acetylenowego będzie znacznie wyższy niż propan tlenowy. A do spawania metalowego palnik acetylenowy jest lepszy, w którym temperatura płomienia jest wyższa w 300-400 niż w propanem tlenu (w palniku czysto propanem, temperatura jest mniejsza niż 2000 ° C).
Zwłókonność całego "posta" do ręcznego cięcia gazu może być zapewniona tylko przez pojemność cylindrów z gazami.
Przenośne futerarki gazowe.
Ostatnio można zobaczyć oferty na sprzedaż przenośnych przecinarni gazowych, które są dyszy do małego cylindra z gazem.
Ale przynajmniej są one ustawione jako frezy, w rzeczywistości są palniki. Temperatura pochodnia większości z nich nie przekracza 1300c. Chociaż istnieją "profesjonalne" przenośne przenośne frezy z temperaturą palnika 2000-2500C (na przykład Kovea KT-2610 podczas pracy z mieszaniną gazu MAPP), a jest już blisko temperatury ogrzewania płomienia tlenu -Propane Cutter - 2700-2800c.

Ale w każdym przypadku nie ma głównego składnika cięcia do tworzenia warunków "spalania" - strumienia tlenu, dzięki czemu występuje utlenianie metalu.
Przenośne foremki obejmują metale ratunkowe i stopy: cyny, aluminium, mosiądz, brąz, miedź. Ale dla nich nie mówimy o cięciu, ale o wytapianiu. Dlatego są one częściej używane do zabezpieczenia lub spawania małych części z metali nieżelaznych (na przykład podczas naprawy klimatyzatorów i lodówek) i mogą być cięte z ręcznym instrumentem elektrycznym.
Zwracać uwagę na przy wyborze przecinarki gazowej
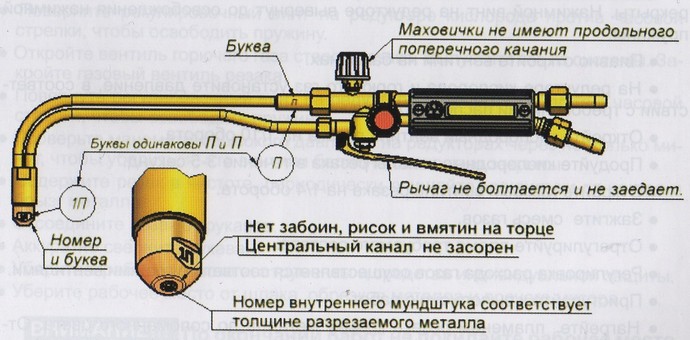
Jeśli "Go" z węży do głowy jest ważne w następujący sposób:
- sutki z mosiądzu są dłuższe niż aluminium;
- materiał uchwytu musi być aluminium, plastikowa podszewka jest mniej trwała i może "pływać";
- zawory powinny obracać się z niewielkim wysiłkiem;
- zalecana średnica cięcia uchwytu zaworu tlenu - nie mniejsza niż 40 mm;
- modele dźwigni są wygodniejsze do obsługi i umożliwiają gaz;
- zawory wrzeciona: ze stali nierdzewnej - najbardziej niezawodne (do 15 000 cykli), z mosiądzu - szybko niepowodzenie (około 500 cykli), połączone - mają "średnie" wskaźniki;
- materiał i probówki - stal nierdzewna, mosiądz, miedź;
- w frezarkach acetynotowych części w kontakcie z gazem palnym do komory mieszania nie powinny być wykonane z miedzi lub stopów o jego zawartości powyżej 65%;
- składana konstrukcja umożliwia naprawę noża, wyczyścić jednostkę wtryskową, rury końcówki;
- zewnętrzny ustnik tylko z miedzi;
- wewnętrzny ustnik frezu acetylenu - miedzi, propan tlenowy - może być wykonany z mosiądzu;
- wybrany model sprzedawcy powinien mieć części zamienne i materiały eksploatacyjne w asortymencie.
Jak używać przecinarki propanu
Generał:
- praca z nożą powinna mieć miejsce w masce spawacza (lub specjalnych okularów);
- zalecana odzież i rękawice robocze z właściwościami ogniotrwałymi (nieprzemaganiowymi);
- płomienie autogenu powinien spojrzeć na węże dostawy, a węże nie powinny zakłócać pracy Carver;
- cylindry gazowe nie mają bliżej niż pięć metrów do miejsca pracy;
- cięcie metalu prowadzi się na zewnątrz lub w dobrze wentylowanym pomieszczeniu.
Po długiej przerwie lub po pierwszym uruchomieniu nowego noża wtryskiwacza, musisz upewnić się, że kanały są "czyste", a tlen w wtryskiwaczu tworzy wymagany poziom zasilania gazem rozpylającym.
Początkowo, z zamkniętymi zaworami na frezu i cylindrach z nożą, wąż z propanem jest usuwany. Następnie, na cylindrze z tlenem zainstalowany jest ciśnienie robocze, a zawór ogrzewania tlenu i gaz jest otwierany na frezu. Kontrola wydajności wtryskiwacza jest sprawdzana przez zastosowanie palec do sutka gazu paliwa - ssanie powietrza należy odczuwać w otworze sutkowym.





