Metal do cięcia gazu - instrukcje przetwarzania metali
Wycinanie gazu jest najbardziej popularne, ponieważ nie wymaga zgodności ze standardami dla pokoju i jest po prostu wykonywane. Szew nie jest rozdarty i schludny, jeśli używane są szablony. Wszystkie frezy są kompaktowe i mobilne, łatwe do transportu. Możesz użyć wielu gazów. Ta metoda pozwala pracować z grubymi kęsami i wykonywać złożone operacje. Brak zasilania, tryb może być ręczny lub automatycznie.
Funkcje technologii.
Wybór gazu do cięcia zależy od właściwości metalu. Oprócz tlenu technicznego, acetylen, koksu i gazu olejowego można stosować, metan, propan, butan i mieszaniny.
Tlen stosuje się przy cięciu metalu gazowym, jeśli materiał ma pewne cechy:
- wysoka przewodność cieplna;
- temperatura topnienia nad temperaturą zapłonu w tlenu;
- temperatura topnienia tlenków ogniotrwałych poniżej temperatury topnienia;
- tworzenie płynnych żużlów podczas procesu cięcia;
- podświetlanie dużej ilości ciepła.
Wytnij metalowe puste, musisz najpierw ogrzać. Następnie spalany jest materiał, produkty spalania są usuwane przez strumień gazu.
Cięcie może być:
- powierzchnia - tworzenie gniazd i kanałów;
- włócznia - tworzenie otworów lub otworów;
- separacja - w formie cięcia.
Różne palniki są wybierane do różnych prac. Istnieje kilka gatunków, które mają na celu wykonanie różnych dzieł.
Każdy palnik składa się z:
- uchwyty;
- zawór;
- zawór (nie we wszystkich modelach);
- końcówka (rura przedłużająca);
- ustnik (dysze).
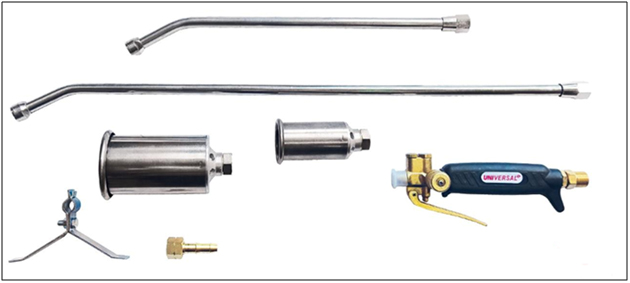
Mieszanie gazu z powietrzem może wystąpić w końcówce lub ustniku. W modelach z gazem zaworu z tlenem zmieszanym w głowicy, co zwiększa poziom bezpieczeństwa. Zastosowanie modeli zaworów pozwala na zastosowanie gazu o różnych ciśnieniu. Przecinaki gazowe do cięcia grubego metalu są wyposażone w kilka ustników.
Technologia składa się z czterech kroków:
- ogrzewanie ogrzewania;
- podawanie do obszaru przetwarzania mieszanki gazowej;
- materialne zapłon;
- proces spalania.
Jet powinien być mundurowy, aby płomień nie wyjdzie. W procesie spalania utworzone są tlenki, które są usuwane przez strumień gazu.
Instrukcje cięcia metalu
Ważne jest, aby połączyć się i przygotować frez. Cylindry są podłączone do okiennic na końcach. Następnie sprawdzane jest dostawa gazu (jeśli jest to cięcie metalowe) - zawór zamykają się, zawór na cylindrze otwiera się. Następnie obserwując manometr, zawór powoli otworzyć. Ciśnienie powinno wynosić 0,35-0,55 atmosfer. Wtedy musisz wysadzić wąż - otwórz zawór. Gaz zaczyna wychodzić z charakterystycznym dźwiękiem. Jeśli manometr przedstawia stabilne ciśnienie, zawór zamyka się.
Następnym krokiem jest sprawdzenie ustawienia zasilania i ciśnienia tlenu. Po pierwsze, zawór na cylindrze otwiera się, następnie regulator (ciśnienie przepływu 1,7-2,7 atmosfery). Dysza wąż, zawory tlenu otwarte na frezu. Są ich dwa: do karmienia w luźnej i tworzenia mieszaniny. Najpierw musisz otworzyć pierwszy, a następnie drugi (przez 3-5 sekund).
Uwaga! Przed zapłonem zaworu upewnij się, że w połączeniach nie ma wycieku, dzieci nie grają w pobliżu, a zwierzęta nie chodzą.
Pierwszym jest zawór dostaw gazu, dzięki czemu tlen zostanie zwolniony, który po sprawdzeniu pozostaje w mikserze. Zawór musi być skręcony do czasu usłyszenia gazu. Znajduje się przed noża, lżejsza powinna dotknąć ustnika. Po naciśnięciu dźwigni iskrowej zapłonić gaz.
Natychmiast musisz otworzyć zawór tlenu. Jest wystarczająco świadczy zmiany koloru płomienia na niebiesko. Aby pochodnia zwiększyć rozmiar, należy zastosować więcej tlenu. Ciśnienie gazu i tlenu podczas cięcia metalowego jest całkowicie zależne od grubości obrabianego przedmiotu.
Ważny! Jeśli płomień jest niestabilny, a "snipes", tlen jest za dużo. Objętość musi zostać zmniejszona, aby płomień jest w postaci stożka.

Zgodnie z technologią cięcia gazu, płomień utrudniono do końcówki materiałowej, rozgrzewając powierzchnię. Po pojawieniu się stopionego metalu, gaz tlenowy zaczyna go dostarczać. Strumień wzrasta, dopóki materiał jest cięty do końca. W tym samym czasie ustnik porusza się wzdłuż linii cięcia. Iskry i żużel są usuwane przez strumień.
Optymalna prędkość cięcia zależy od zastrzeżeń - muszą latać pod kątem 85-90 o. Jeśli kąt jest mniejszy, prędkość powinna zostać zmniejszona. Jeśli billet jest gruby, musi być umieszczony pod kątem, aby potrząsnąć buty. Zaczynając bez wykończenia procesu nie jest zalecane. Na końcu pracy tlen nakłada się najpierw, a następnie gaz.
Ciśnienie tlenu podczas cięcia metalowego
Cutter działa normalnie, jeśli ciśnienie tlenu podczas cięcia metalowego 3-12 atmosfer (zależy od grubości pustej i średnicy dyszy). Im wyższa ciśnienie do rozmiarów betonowych, tym więcej tlenu spada na powierzchnię metalową, lepiej jest utlenione (ale do pewnego limitu). Jeśli ciśnienie dla określonego przedmiotu i sprzętu przekracza normę, tlen przepływa przez nacięcie, jest bezużyteczne.
Drugi punkt ujemny jest wzrost szerokości cięcia i przekroczenia tlenu. Materiał spędzony jest bezużyteczny. Dlatego dla każdej dyszy i pusty, ciśnienie jest obliczane oddzielnie. Poziom jest kontrolowany przez świadectwo manometry, ale są niedokładne, ponieważ ciśnienie jest zmniejszone podczas przejścia przez wąż i ustniki.

Regulacja przekładni tlenu podczas cięcia metalu jest wykonywana za pomocą śruby. Aby zwiększyć ciśnienie, jest skręcone zgodnie z ruchem wskazówek zegara, w celu zmniejszenia - wręcz przeciwnie.
Ważny! Należy również wiedzieć, jak ciśnienie na skrzynia biegów gazów palnych podczas cięcia metalu. Są one klasyfikowane przy maksymalnym ciśnieniu (z cięciem 15-30 atmosfer).
 Ciśnienie jest ustawione przed pracą, rola skrzyni biegów jest utrzymanie poziomu.
Ciśnienie jest ustawione przed pracą, rola skrzyni biegów jest utrzymanie poziomu.
Dodatki do cięcia metalu
Zablokuj cięcie metalu z warstwą gazową, która jest utracona w procesie przetwarzania, odpowiednio rysunek. Normy na puste miejsca stalowe są zdefiniowane w minimalnych uprawnień GOST 12169-82:
- 3-5 mm o grubości do 60 cm;
- 5-10 mm o grubości 100 cm;
- 10-25 mm dla bardzo dużej grubości.
Ważny! Wielkość cięcia metalu zależy od szerokości rowków, błędy stosowanego sprzętu, skład chemiczny materiału, odchylenia spowodowane odkształceniami dokonywanymi przez nieścisłości technologicznych.
Bezpieczeństwo z metalowym metalem
Technika bezpieczeństwa do cięcia gazu metalowego określa się, aby lepiej pracować w powietrzu lub pomieszczeniu z idealnym systemem wentylacyjnym, ziemią lub betonową podłogą. Podłoga w promieniu 5 metrów należy oczyścić z elementów, które są łatwo łatwo łatwopalne: żetony, naczynia, papier, liście i rośliny. Obrabiany przedmiot jest najlepiej umieścić na metalowym stole wygodnej wysokości. Ani na podłodze, ani na stole nie powinny być plamami pozostawionymi przez substancje łatwopalne.
Zanim zaczniesz, musisz się upewnić, że istnieje:
- sprzęt ochronny (skórzane rękawiczki, okulary ochronne, silne buty);
- odzież ognioodporna (syntetyczne, rozdarte krawędzie, wolne cięcie);
- narzędzia (ołówek specjalny, kwadratowy, władca);
- specjalne zapalniczki (zapałki nie są odpowiednie).
Największa szkoda dla pracownika jest spowodowana, gdy mieszanina eksploduje z powodu niewłaściwej obsługi cylindrów lub palnika. Najbardziej niebezpieczne są eksplozje cylindrów wypełnione tlenem. Jeśli jest nieprawidłowy, aby obsłużyć palnik, możesz uzyskać oparzenia. Promienie widoczne i na podczerwień, iskry, plamy żużlu niekorzystnie wpływają na oczy. Jeśli nie używasz okularów ochronnych, istnieje szansa na jakiś czas, aby stracić widok.





