Jak ciąć metal gazem
Automatyczne cięcie metalu
Obecnie najpowszechniejszą metodą cięcia metalu jest metoda autogeniczna, zwana także gazem lub tlenem. Jego istota sprowadza się do tego, że pod wpływem płomienia gazu metal nagrzewa się i zaczyna się topić, a pod wpływem strumienia tlenu spala się, tworząc wąski rowek.
Jako grzejnik stosuje się acetylen, propan-butan, gaz ziemny i koksowniczy.
Cięcie metalu można sklasyfikować w zależności od pożądanego efektu końcowego:
- powierzchowny;
- rozsadzający;
- cięcie włócznią.
Cięcie gazowe powierzchniowe stosuje się w przypadkach, gdy konieczne jest usunięcie warstw metalu w celu utworzenia wypustów, rowków i innych elementów konstrukcyjnych.
Rodzaj podziału polega na wykonaniu nacięcia przelotowego w celu uzyskania wymaganej liczby elementów i części metalowych. Wypalanie metalu w celu utworzenia głębokich lub przelotowych otworów nazywa się przebijaniem.
Proces technologiczny
Niezależnie od rodzaju cięcia, technologia wykonania tego procesu będzie taka sama. Spalanie gazu zapewnia temperaturę od 1000 do 1300 o C, która jest wystarczająca do stopienia mocnej stali. W tym czasie dostarczany jest silny strumień tlenu, który reaguje z cząsteczkami stopionego metalu, utleniając je.
Rezultatem jest cięcie. Tlen dostarczany jest pod wysokim ciśnieniem, często sięgającym 12 atmosfer, taki strumień nawet bez ognia może przeciąć skórę.
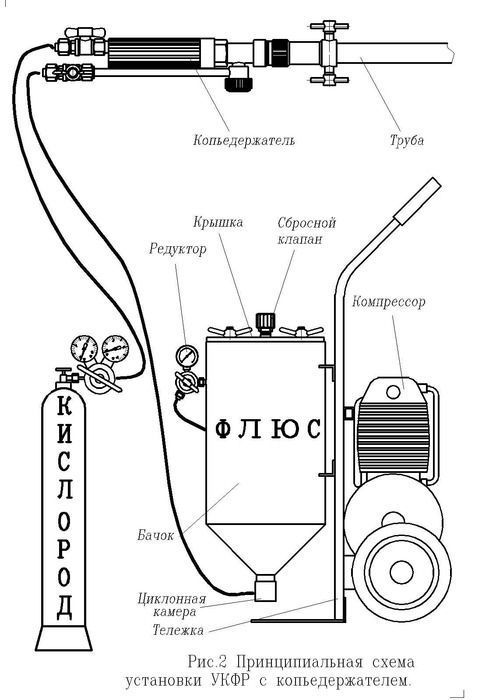
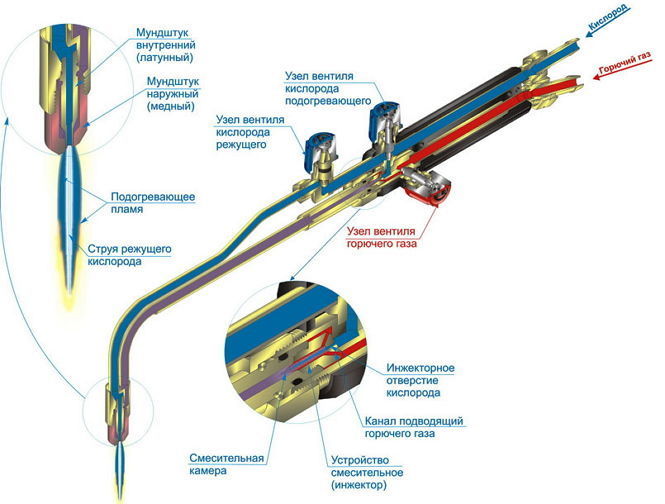
Konstrukcja urządzenia tnącego została zaprojektowana w następujący sposób:
- palnik gazowy;
- dwa cylindry;
- mikser;
- regulator ciśnienia;
- węże.
Palnik gazowy składa się z głowicy z kilkoma dyszami, zwykle wystarczą trzy. Substancja palna jest dostarczana przez dwa boczne, a tlen przez trzeci, który znajduje się pośrodku. Butle przeznaczone są bezpośrednio na gaz i tlen, w zależności od wielkości zamierzonej pracy dobierane są butle o odpowiedniej pojemności.

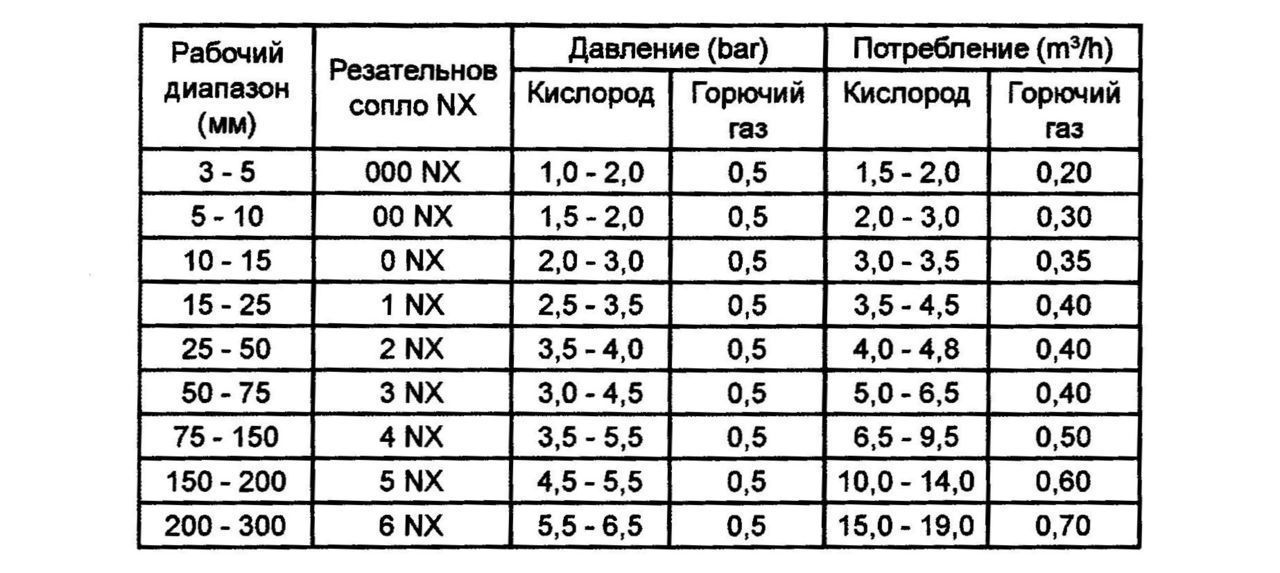
Aby zapewnić godzinę ciągłej pracy, zużyje się średnio 0,7 m 3 acetylenu (1 m 3 propanu) i 10 m 3 tlenu. Ogólnie rzecz biorąc, wymagana ilość surowca będzie zależeć od gęstości metalu i temperatury wymaganej do jego ogrzania. Zużycie propanu można zmniejszyć stosując specjalne nasadki dysz, które ustawiają dopływ gazu w określonym kierunku; im bliżej strumienia tlenu znajduje się dopływ, tym większe jest zużycie paliwa.
Do dostarczania tlenu i substancji palnych z butli do mieszalnika niezbędne są węże, zwane także wężami. Materiał z którego wykonane są węże to dwuwarstwowa guma, pomiędzy warstwami znajduje się ramka z nici bawełnianej. Średnica – do 12 mm, możliwość pracy przy temperaturze powietrza nie niższej niż -35 o C.
Aby zapewnić różne tryby i prędkości cięcia, niezbędny jest regulator ciśnienia. Dostarczając mniej paliwa, można zapewnić niską temperaturę wymaganą dla cienkiej stali lub metalu o niskiej wytrzymałości, a także zmniejszyć zużycie surowców.
Kolejną ważną funkcją reduktora jest utrzymywanie równomiernego poziomu ciśnienia. Jeśli w trakcie cięcia dopływ gazu zostanie przerwany, metal szybko się ochłodzi i dalsza obróbka stanie się niemożliwa.
Cięcie metalu propanem i tlenem
Niezbędny sprzęt
 Frez P101
Frez P101 Pierwszym nożem było urządzenie P1-01, zostało zaprojektowane w ZSRR, potem pojawiły się bardziej zmodernizowane modele - P2 i P3. Urządzenia różnią się wielkością dysz i mocą skrzyni biegów. Bardziej nowoczesne ustawienia ręczne:
- Zmiana;
- Szybki;
- Orbita;
- Sekator.
Różnią się zakresem dodatkowych funkcji i wydajnością.
Quicky-E może wykonywać cięcie kształtowe według podanych rysunków, prędkość robocza sięga 1000 mm na minutę, maksymalna dopuszczalna grubość metalu wynosi do 100 mm. Urządzenie posiada zestaw wymiennych dysz zapewniających obróbkę blach lub rur o różnej grubości.
Urządzenie to może pracować na różnych rodzajach gazów palnych, w odróżnieniu od prototypu P1-01, który działa wyłącznie na acetylen.
Przecinarka ręczna Secator ma ulepszone właściwości w porównaniu do swoich analogów.

Za jego pomocą można obrabiać metal o grubości do 300 mm, zapewniają to dodatkowe nasadki zawarte w zestawie, są one zdejmowane i można je dodatkowo dokupić w miarę zużycia. Sektor może wykonywać następujące rodzaje cięcia:
- kręcony;
- prosty;
- pierścień;
- pod skosem.
Prędkość można regulować w zakresie od 100 do 1200 mm na minutę, a wbudowany wolnobieg zapewnia płynny ruch maszyny po blasze. Chłodzona powietrzem skrzynia biegów zapewnia czystszą pracę i zmniejsza zużycie paliwa.
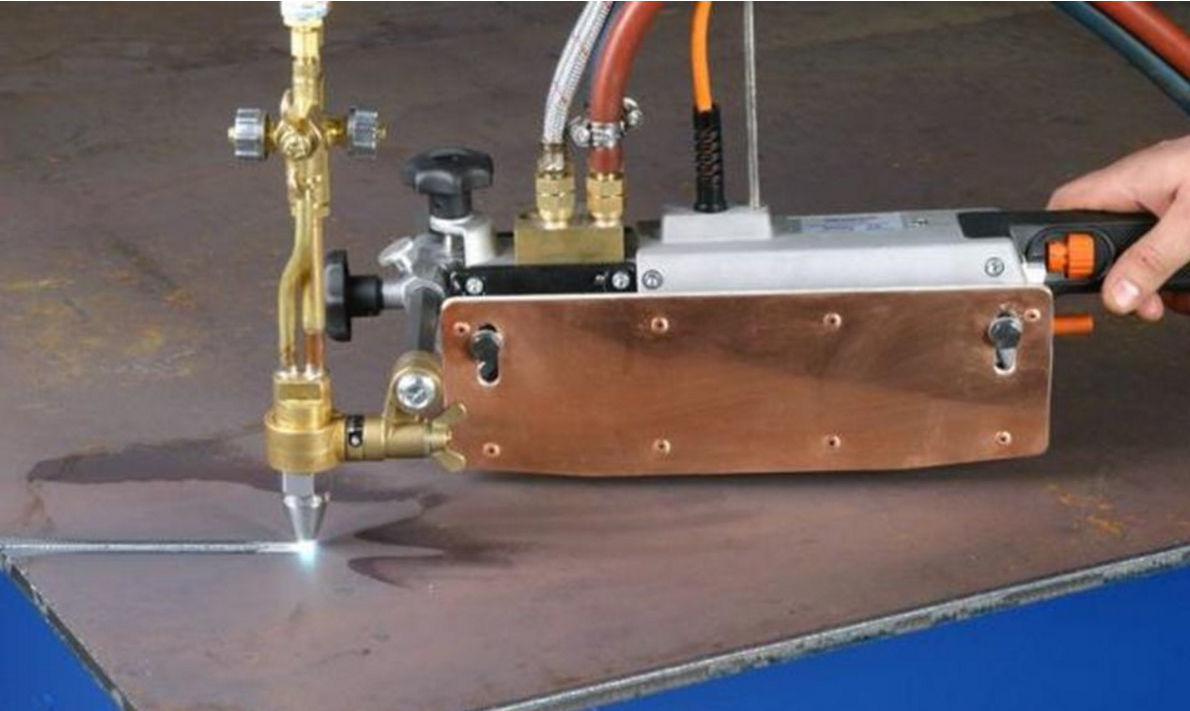
Powyższe modele są ręczne, to znaczy są kompaktowe i sterowane rękami mistrza. Ale w przypadku dużych ilości przetworzonego metalu praca z takimi
instalacje są niewygodne i nieefektywne. Do produkcji przemysłowej stosuje się stacjonarne instalacje do cięcia - jest to w zasadzie ta sama technologia.
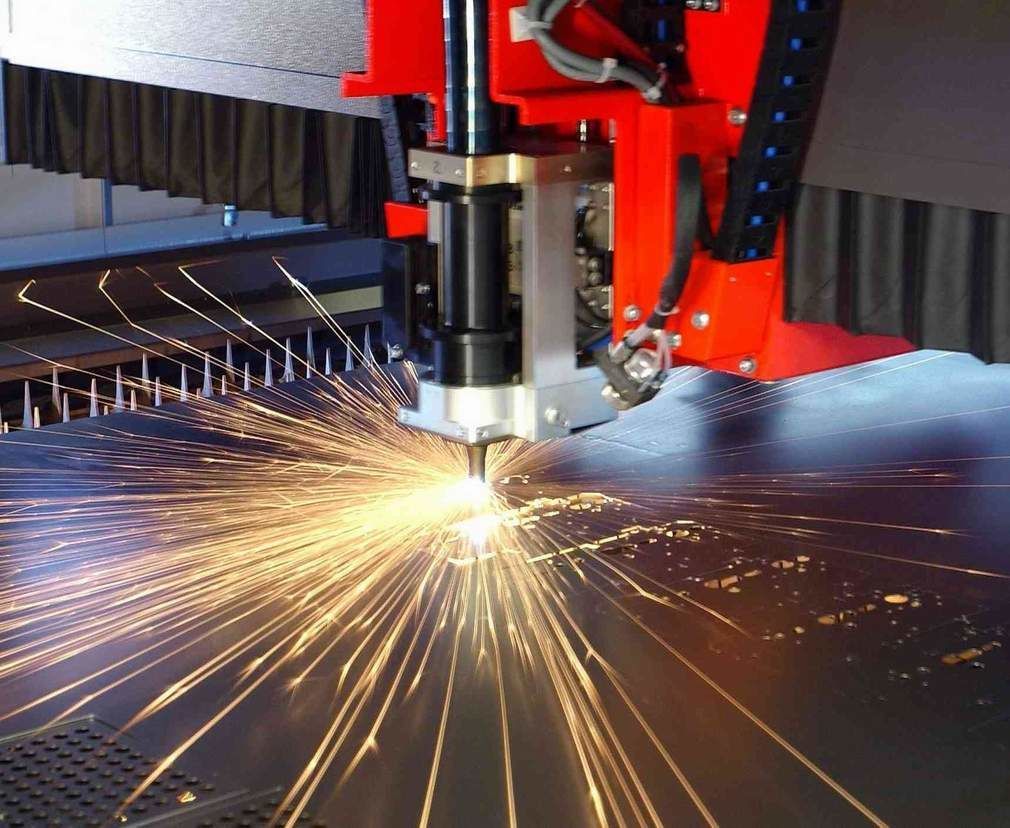
Są to maszyny z blatem, w który wbudowany jest mechanizm tnący. Jego działanie zapewnia napęd elektryczny
kompresor wymagający podłączenia do sieci elektrycznej o napięciu co najmniej 380 V i gniazdek trójfazowych. Technologia działania modeli stacjonarnych zespołów tnących w niczym nie różni się od ręcznych. Jedyna różnica polega na wydajności, maksymalnej temperaturze nagrzewania i możliwości obróbki metalu o grubości większej niż 300 mm.
Warunki cięcia metalu gazem
Cięcie gazowe metalu będzie skuteczne tylko wtedy, gdy temperatura zapłonu metalu będzie niższa od temperatury topnienia. Takie proporcje obserwuje się w stopach niskowęglowych, które topią się w temperaturze 1500 o C, a proces zapłonu zachodzi w temperaturze 1300 o C.
Aby instalacja działała wysokiej jakości, konieczne jest zapewnienie stałego dopływu gazu, ponieważ tlen wymaga stałej ilości ciepła, które jest utrzymywane głównie (70%) przez spalanie metalu, a tylko 30% zapewnia płomień gazowy. Jeśli zostanie zatrzymany, metal przestanie wytwarzać ciepło, a tlen nie będzie mógł spełniać swoich funkcji.
Obsługa krajarki, szkolenie w zakresie obróbki skrawaniem
Maksymalna temperatura ręcznych przecinarek gazowych sięga 1300 o C, jest to wartość wystarczająca do obróbki większości rodzajów metali, są jednak takie, które zaczynają się topić w szczególnie wysokich temperaturach, np. tlenek glinu - 2050 o C ( jest to prawie trzykrotnie wyższa temperatura topienia czystego aluminium), stali zawierającej chrom – 2000 o C, niklu – 1985 o C.
Jeśli metal nie zostanie wystarczająco ogrzany i proces topienia się nie rozpocznie, tlen nie będzie w stanie wyprzeć ogniotrwałych tlenków. Odwrotnością tej sytuacji jest sytuacja, gdy metal ma niską temperaturę topnienia i pod wpływem palącego się gazu może po prostu się stopić, dlatego tej metody cięcia nie można stosować w przypadku żeliwa.
Środki ostrożności
Cięcie metalu przy pomocy instalacji gazowej lepiej powierzyć doświadczonemu specjaliście, gdyż nieostrożne postępowanie może skutkować wręcz tragicznymi konsekwencjami.
Środki ostrożności zakładają następujące warunki:
- dobra wentylacja w pomieszczeniu, w którym będą wykonywane prace;
- w promieniu 5 metrów nie powinny znajdować się butle z gazem ani inne substancje łatwopalne;
- prace należy wykonywać w masce ochronnej lub specjalnych okularach i odzieży ognioodpornej;
- płomień musi być skierowany w stronę przeciwną do źródła gazu;
- Podczas pracy urządzenia nie wolno zginać, deptać lub przygniatać stopami węży;
- W przypadku przerwy należy całkowicie zgasić płomień na palniku i dokręcić zawory gazowe butli.
Przestrzeganie tych prostych warunków zapewni bezpieczną i wydajną pracę przy cięciu metalu instalacją gazową.
Wideo: Obsługa krajarki, szkolenie w zakresie cięcia metalu





