Strojevi za brušenje profila. Reljefne brusilice Profilne brusilice za suhu obradu metala
CNC strojevi za brušenje metala tvrtke UNITED GRINDING (Švicarska) u skladištima GALIKA AG u Moskvi s dostavom po cijeloj Rusiji. Idealna opcija dostave u što kraćem roku. Nudimo široku paletu opreme za mljevenje vodećih svjetskih proizvodnih pogona, čiji su zastupnici GALIKA AG.
Oprema za brušenje je dizajnirana za završnu završnu obradu dijelova abrazivnim ili dijamantnim pločama, uklanjanjem gornjeg sloja metala s njihove površine i stvaranjem obrađene površine visoke čistoće.
Strojevi za brušenje omogućuju: grubo brušenje (ljuštenje), rezanje i odsijecanje obradaka, preciznu obradu ravnina, rotacijskih površina, brušenje složenih profila, zuba kotača, spiralnih i oblikovanih površina; oštrenje, ponovno brušenje i izrada raznih alata i dr.
Strojevi za brušenje STUDER
STUDER predstavlja hardver, softver, integraciju sustava i usluge najviše švicarske kvalitete. Zajedno s cjelovitim rješenjem po mjeri za svaki zadatak brušenja, znanje i iskustvo u brušenju metala također se prenosi na kupca. Logo STUDER već se desetljećima diljem svijeta doživljava kao znak kvalitete, što znači prvorazredni rezultat. Tvrtka se brine da se "Umijeće mljevenja" (engl. "The Art of Grinding") ubuduće veže uz njeno ime.
Cilindrične brusilice STUDER namijenjene su za brušenje dijelova srednje veličine i velikih dimenzija kao što su rotacijska tijela.
| Brusilica STUDER S33 | Stroj za brušenje STUDER S22 | |
| X, Y, Z hod: 285 x 800/1150 mm | X, Y, Z hod: 310 x 850 mm | |
| Brusna ploča: 500 x 63 (80) mm | Brusna ploča: 610 x 160 mm | |
| Na lageru. Cijena u rubljima: na upit. | Pod narudžbom. Cijena u rubljima: na upit. | |
| Na videu: STUDER S33 | ||
Centri za brušenje SCHAUDT
Već više od 100 godina SCHAUDT je u svijetu poznat po svojim najboljim tehnološkim rješenjima za precizno središnje brušenje okruglih i neokruglih izradaka, univerzalno brušenje. Danas većina svjetske automobilske industrije koristi inovativni potencijal, preciznost i pouzdanost SCHAUDT strojeva.
Alatni strojevi WALTER i EWAG
Walter Maschinenbau GmbH proizvodi CNC strojeve za brušenje i izradu alata. Asortiman proizvoda upotpunjuju CNC strojevi za beskontaktno potpuno mjerenje preciznih alata i osnosimetričnih izradaka u jednoj postavci s najvećom preciznošću.
EWAG - široka paleta proizvoda za proizvodnju rotacijskih reznih pločica, uključujući inovativni stroj za lasersku obradu.
Plošne i profilne brusilice BLOHM i JUNG
Već dugi niz godina BLOHM i JUNG strojevi koriste se diljem svijeta. U isto vrijeme - u raznim djelatnostima i raznim uvjetima. Iskustvo isporuke više od 35.000 strojeva ubraja se u današnji asortiman proizvoda. Stoga ponuđeni asortiman proizvoda uključuje i jednostavne strojeve za površinsko brušenje, univerzalne strojeve specifične za industriju i specijalizirane strojeve orijentirane na kupca.
Brušenje reljefnih površina na proizvodima kao što su fronte namještaja od MDF-a, vratna krila od masivnog drva i MDF-a, fronte okvira itd. uvijek je pratilo određene poteškoće. U pravilu je to bilo brušenje elemenata s finim glodanjem, složeno glodanje, prekomjerno brušenje uglova izratka i uzoraka. Često su se takvi zadaci rješavali ručnim brušenjem.
Ali rad s ručnim alatom neizbježno dovodi do takozvanog "ljudskog faktora". Često radnik, posebno na kraju radne smjene, obavlja posao s brakom, "popunjava" rubove obratka, što je posebno vidljivo nakon nanošenja temeljnog premaza ili laka na obradak. Osim toga, većina proizvođača prisiljena je svake godine povećavati broj zaposlenih u mljevenju, što dovodi do povećanja radnog prostora i povećanja troškova plaća te u konačnici utječe na cijenu proizvodnje.
Trend zadnje 2-3 godine pokazuje da krajnjeg korisnika sve više zanima kvaliteta i jedinstvenost dizajna proizvoda.
Upravo za rješavanje takvih problema postoje strojevi za kontinuirano reljefno brušenje. Uz odgovarajuću automatizaciju i pravi odabir visokokvalitetnih alata i načina rada, oni omogućuju:
- dobiti visokokvalitetne površine proizvoda;
- postići visoke performanse;
- smanjiti osoblje na 2-3 osobe;
- smanjiti troškove proizvodnje;
- riješiti zadatke brušenja bilo koje površine, uklj. s nanesenom zemljom.
Kupite reljefnu brusilicu za drvo po akcijskoj cijeni u Udruzi KAMI
Od 2000. godine KAMI je ekskluzivni dobavljač opreme za pogone MOTIMAC. MOTIMAC je zajedno sa FlexTrim (Danska), vodećim svjetskim proizvođačem brusnih alata i dobavljačem svojih alata za HOMAG, BIESSE, HOUFEK, razvio FHDR stroj koji je dostupan u nekoliko verzija:
- FHDR 1000 - kombinirani stroj širine obrade 1000 mm;
- FHDR 1300 - kombinirani stroj širine obrade 1300 mm;
- F330HDR - podijeljena linija od tri čvora sa širinom obrade od 1300 mm;
- F320DR - podijeljena linija od dva čvora sa širinom obrade od 1300 mm.
Posebnosti relativno brojnih modela kineskih reljefnih brusilica na ruskom tržištu su najviša kvaliteta izrade. Za montažu se koriste brendirane komponente - na primjer, sve električne i PLC ploče proizvodi SIEMENS. Također, među glavnim prednostima, vrijedi istaknuti alat i načine rada koje su pravilno odabrali danski stručnjaci.
Do Kategorija:
Pomozite alatničaru
Strojevi za brušenje profila
Za profilno brušenje koriste se univerzalne površinske i cilindrične brusilice povećane točnosti, profilne brusilice s ručnim i programskim upravljanjem itd.
Za izradu alata najprikladnije su površinske brusilice s uzdužnim hodom stola od 600..800 mm, opremljene kontinuirano podesivim hidrauličkim sustavom i neovisnim ručnim uzdužnim i poprečnim pomicanjem stola.
Na fino podešenoj površinskoj brusilici s pravilno odabranim brusnim kotačem za završnu obradu moguće je dobiti točnost linearnih dimenzija od ± 0,01 mm, kutne vrijednosti od ± 1 'i hrapavost površine L? a = 0,32 ... 0,16 μm.
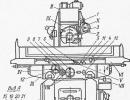
Univerzalni stroj za površinsko brušenje model ZG71 povećane točnosti s vodoravnim pravokutnim stolom prikazan je na sl. 1. Obrada dijelova provodi se periferijom kruga. Dijelovi jednostavnih oblika mogu se obrađivati s neprofiliranim i profiliranim kotačima. Glavne komponente stroja uključuju krevet I, stup II, poprečnu čeljust III, mehanizam za ručno uzdužno pomicanje stola IV, mehanizam za uzdužno naličje stola V, stol VI, mehanizam za poprečno naličje stola stol VII i poprečni dovod VIII, glava za mljevenje IX, okomiti mehanizam dovoda X i odvodni spremnik XI.

Riža. 1. Plošna brusilica model ZG71.
Postolje stroja je kruti odljevak u obliku kutije, na čijem su gornjem dijelu pričvršćene čelične toplinski obrađene vodilice u obliku slova V. Unutar okvira nalazi se hidraulička jedinica i električna oprema.
Na vrhu stupa postavljen je mjenjač, dizajniran za ubrzavanje kretanja glave za mljevenje.
Na poprečnom nosaču nalaze se međusobno okomite vodilice. Stol s radnom površinom od 630X200 mm kreće se duž gornjih vodilica. Gibanje u uzdužnom smjeru dobiva od hidrauličkog cilindra koji se nalazi između njegovih vodilica. U donjem dijelu stola nalaze se mehanizmi za poprečni pomak, uzdužno pomicanje stola, njegovo uzdužno preokretanje, kao i razvodne i hidraulične ploče. Glava za brušenje pomiče se duž tračnica nosača postavljenih na okvir.
Brusna ploča dimenzija 250X25X75 mm, postavljena na vreteno, prima glavno kretanje od elektromotora s N - 2,2 kW i m = 2860 o/min. Broj okretaja vretena je 2700 o/min, a brzina rezanja v = 33,5 m/s. Vertikalno pomicanje ploče može se izvršiti ručno s ručkom 3 ili automatski s ručkom 1. Najveće okomito pomicanje brusne glave je 375 mm.
Poprečno pomicanje stola također može biti ručno (pomoću ručnog kotača) i automatsko (duž krakova). Najveće poprečno pomicanje stola je 235 mm. Cijena podjele kotačića za ručno uvlačenje je 0,05 mm, a automatskog uvlačenja 0,01 mm. Uzdužni pomak stola može biti ručni i automatski iz hidrauličkog sustava. Najmanji pomak stola je 70 mm, a najveći 710 mm. Mehanizam ručnog uzdužnog pomicanja osigurava bravu koja automatski odvaja zupčanik od letve kada se ručka postavi u položaj "Start table". Prilikom ručnog pomicanja stola u vrijeme rada hidrauličkog pogona, ručka mora biti u položaju "Istovaranje hidrauličkog pogona".
Mehanizam uzdužnog preokreta stola omogućuje prebacivanje obrnutog kalema na krajnjim položajima stola, koji se postavljaju ovisno o duljini izratka uz pomoć graničnika.
Kontrole stroja: 1 - ručka za podešavanje visine automatskog okomitog dodavanja; 2 - ručka ventila za regulaciju dovoda radne tekućine; 3 - ručni kotač za ručno okomito dovod; 4 - graničnici uzdužnog naličja stola; 5 - tablica brzine ručke; 6 - ručka za ručno uzdužno preokretanje stola; 7 - ručni kotač za ručno unakrsno uvlačenje stola; 8 - krak mikrometrijskog poprečnog dodavanja stola; 9 - kotačić za podešavanje vrijednosti automatskog poprečnog dodavanja; 10 - tipka za uključivanje i okretanje križnog dodavanja; 11 - ručka "Pokreni stol", "Zaustavi stol" i "Istovari hidraulički pogon"; 12 - ručka za ručno uzdužno preokretanje stola; 13 - gumb "Pokreni vreteno"; 14 - gumb "Sve stop"; 15 - gumb prekidača magnetske ploče; 16 - prekidač bubnja za brzo kretanje glave za mljevenje; 17-gumb "Zaustavi hidraulički pogon"; 18 - gumb "Start" hidrauličkog pogona; 19 - signalno svjetlo "Stroj je uključen"; 20 - prekidač za rasvjetu; 21 - prekidač načina rada "S pločom" i "Bez ploče"; 22 - sklopka uvodnog paketa.

Riža. 2. Sheme brušenja kutnih dijelova profila s ravnim krugom.
Kao što je već navedeno, na površinskim brusilicama moguće je obrađivati oblikovane dijelove s neprofiliranim, tj. ravnim krugom. Obrađuju površine čiji profil čine ravne linije, u slučajevima kada se površina za brušenje može kombinirati s periferijom ili čeonom površinom brusne ploče. U tu svrhu koriste se posebni uređaji.
Na sl. Slika 2 prikazuje sheme obrade na stroju za površinsko brušenje kutnih dijelova profila s ravnim krugom pomoću sinusne kocke (Sl. 2, a), sinusnog ravnala (Sl. 2, b), sinusnih središta (Sl. 2, b), sinusni magnetski stol (Sl. 2, d), uređaji za brušenje višestrukih dijelova (Sl. 2, e), sinusne magnetske prizme (Sl. 2, f).
S neprofiliranim kotačem, svaki nezatvoreni profil alata (dijela), sastavljen od ravnih linija i lukova kružnica, može se obraditi iz jedne instalacije pomoću univerzalnog učvršćenja za koordinatno brušenje. Kod korištenja kopirnih strojeva moguće je obraditi zatvoreni profil dijela ili pojedinačne zakrivljene dijelove njegovog profila.
Brušenje profiliranom pločom jedan je od najčešćih načina reprodukcije oblikovanih površina.
Kako bi se proširile tehnološke mogućnosti strojeva za površinsko brušenje i cilindrično brušenje, oni su opremljeni optičkim uređajima, uz pomoć kojih se uvećana kontura dijela i kruga projicira na ekran. Optički sustav je fiksiran na stolu, stroju i kreće se zajedno s dijelom.
Alatni strojevi za obradu profila okruglih dijelova. Brušenje cilindričnih dijelova složenog profila može se izvesti na univerzalnim strojevima za cilindrično brušenje (slika 3), gdje se glava i glava s brusnim kotačem mogu okretati oko okomite osi i postaviti pod bilo kojim kutom s točnošću od ± 5 '. Budući da je kružnica postavljena pod kutom, nagnuti dijelovi profila mogu se obrađivati po obodu ili po stranicama bez profiliranja.

Riža. 3. Stroj za kružno brušenje.
Stroj ima pomični graničnik za ograničenje uzdužnog pomicanja stola, oslonac za krajnje mjere duljine, kazaljku za uzdužno pomicanje stola i konjicu. Komande su: ručka naličja stola, ručka graničnika, ručni kotač uzdužnog posmaka stola, ručni kotač mehanizma za pomak brusne glave, ručka za resetiranje brojčanika utornog dodavanja brusne glave , ručka za uvlačenje pinola konja i ručka za stezanje pinola konja.
Stroj ima bezstupanjsku regulaciju frekvencije rotacije dijela. Opremljen je mehanizmom za balansiranje montiranim na kružnu prirubnicu. Rashladna tekućina se čisti od metalnih strugotina i abrazivne prašine pomoću magnetskog separatora.
Profilna obrada dijelova malog promjera provodi se na specijaliziranim strojevima s dvostranom brusnom glavom.
Modernizirani univerzalni strojevi za brušenje tipa ZA64M prikladni su po tome što imaju rotacijsku brusnu glavu s dvostranim brusnim vretenom i rotacijskim stolom. Preporuča se obraditi dijelove na njima krugovima promjera 250 mm tako da krug strši izvan granica glave za mljevenje. Brzinu vretena treba smanjiti na 1900-2000 o/min. Stroj mora biti opremljen glavom s pogonom za rotaciju dijela i stražnjom osovinom sa središtem.
Profilno brušenje se može izvesti i na strojevima za brušenje navoja. Koriste se u slučajevima kada je profil brušen na malu dubinu i ima male radijuse s malim tolerancijama. Brušenje se izvodi kružnicom relativno velikog promjera, koja duže zadržava oštre rubove.
Na strojevima za brušenje navoja mogu se obrađivati i ravni dijelovi ako postoji učvršćenje s klipnim pokretom stola.
Model 395M Stroj za brušenje profila dizajniran je za obradu složenih vanjskih profila izbijača, kompozitnih matrica i drugih sličnih dijelova bilo kojeg profila.
Metoda obrade profila temelji se na vizualnom poravnavanju konture izratka, uvećane posebnim optičkim sustavom 50 puta i projicirane na platno, s crtežom zadanog profila nacrtanim na prozirnom paus papiru s povećanjem 50 puta i fiksiran na ekranu.
Optička shema stroja za profilno brušenje modela 395M prikazana je na sl. 4. Iz izvora svjetlosti zrake padaju na koso postavljeni reflektor koji ih usmjerava na radni komad.

Riža. 4. Shema stroja za brušenje optičkih profila modela 395M.
Od dijela se snop zraka reflektira u suprotnom smjeru, prolazi kroz prorez u reflektoru i sustav povećanja i projicira se u izravnoj radnoj slici na ogledalo 6, koje reflektira zrake na stakleni zaslon. Crtež je fiksiran između naočala. Profil izratka projicira se kao oštra tamna slika na jarko osvijetljenom ekranu.
Uklanjanjem dodatka dobiva se profil dijela do 7. stupnja s hrapavošću obrađene površine Ra ~ 1,25 ... 0,63 mikrona.
Obrada se izvodi pomicanjem brusne ploče 10 duž dvije međusobno okomite koordinate zbog kretanja dva nosača brusne glave ručno ili mehanički. Osim rotacijskih i dva translacijska gibanja u horizontalnoj ravnini, brusni kotač ima klipno gibanje, što osigurava obradu profila duž cijele visine dijela.
Dio se postavlja na stroj tako da postoji dopuštenje duž cijele konture ili njenog dijela za obradu. Dijelovi čija profilna slika ne stane na ekran se bruse po dijelovima. Prijelaz s jednog dijela na drugi provodi se pomicanjem nosača stola, na kojem je dio fiksiran.
U slučajevima kada se ponavljajući profili obrađuju prema jednom crtežu, pomicanje nosača stola kontrolira se pomoću krajnjih mjerača. Kada se u susjednom presjeku polira profil drugačije konfiguracije od prethodnog, trasirani crtež se pomiče ili zamjenjuje, au novom dijelu crteža ili na novom crtežu treba biti linija već obrađenog dijela profil, koji je početak novog odjeljka. U tim se slučajevima pomicanje nosača stola kontrolira kombiniranjem dijela konture obrađenog dijela profila s linijom crteža.
Stroj omogućuje obradu dijelova bez skidanja sa stola, sa značajnim dimenzijama profila koji se uklapaju u pravokutnik od 150X60 mm.
Uređivanje krugova. Metoda kopiranja omogućuje profilno brušenje na univerzalnoj opremi, kao što su visokoprecizne površinske brusilice s pravokutnim stolom i horizontalnim vretenom.
Točnost obrađenih površina tijekom profilnog brušenja ovisi o točnosti obrade brusnih ploča koje su profilirane dijamantima ili valjcima. Profiliranje s dijamantima provodi se različitim uređajima. Postoje uređaji za profiliranje samo kosih ili samo lučnih presjeka, kao i univerzalni koji profiliraju i kose i lučne presjeke. Pogledajmo neke od alata.
Za profiliranje kruga duž kružnog luka koriste se uređaji u kojima je dijamantni vrh pomaknut u odnosu na os držača dijamanta za iznos polumjera punjenja. Dijamant se postavlja pomoću kalibriranog igla i mjernih blokova. Redoslijed uređivanja kruga je sljedeći. Podnožje (slika 5) postavlja se na stol brusilice. Dijamant učvršćen vijkom u držaču dijamanta dovodi se do kalibriranog trna promjera d. U tom je položaju držač dijamanta fiksiran vijkom 7. Poznavajući radijus profila kruga, odredite veličinu bloka krajnjih mjera: li = d/2±R, gdje je d promjer kalibrirane igle, a R je polumjer površine koju treba brusiti, u mm. Ako krug treba imati konkavnost, uzmite znak "+", ako je konveksnost - znak "-".
Između prstena i ravnine regala ugrađen je blok krajnjih mjera. Nakon toga, prsten se fiksira, vijak se olabavi, a držač dijamanta se povuče unatrag kako bi se uklonio blok krajnjih mjera i kalibrirani trn. Zatim se držač dijamanta pomiče sve dok kraj prstena ne dodirne ravninu stalka i učvrsti se vijkom.

Riža. 5. Uređaj za uređivanje kružnice duž kružnog luka.
Uređaj se dovodi do površine kruga i, postavljajući dijamant okomito na njegovu generatrix, stalak se učvršćuje maticom. Prvo se krug ispravlja duž cilindra dok se ne dobije ravna površina. Zatim se vrh dijamanta postavlja u sredinu kruga. U ovom položaju stol je fiksiran s naglaskom. Za profiliranje kruga, otpustite maticu tako da se postolje slobodno okreće. Okretanjem stalka s dijamantom za ručku i poprečnim posmakom dijamanta, krug se profilira duž kružnog luka.
Univerzalno učvršćenje prikazano na sl. 6 je namijenjen za profiliranje kružnica s različitim kombinacijama ravnih i lučnih presjeka, kao i sličnih i suprotnih lukova. Na bazi se nalazi rotirajući nosač, u čijim se žljebovima može pomicati čeljust. Sanjke s postoljem na kojem se nalazi držač dijamanta pomiču se uz gornju izbočinu čeljusti. U središnjem položaju saonice su pričvršćene klinovima. S ispruženim klinovima, sanjke i držač dijamanta mogu se slobodno kretati u oba smjera od središnjeg položaja. Okretni dio uređaja može se fiksirati u željenom položaju ili se slobodno okretati pomoću ručke.
Profiliranje kružnica vrši se element po element. Za profiliranje lučnih presjeka, dijamantni držač fiksiran u postolju, zajedno sa saonicama, čeljusti, koja je zaključana klinovima i vijcima, i rotirajućim nosačem uz pomoć ručke, prima rotacijsko kretanje u odnosu na bazu uređaj. Polumjer luka postavlja čeljust mjerenjem udaljenosti između klina na nosaču i šipke na čeljusti mikrometrom. Ako je ta udaljenost jednaka konstantnoj vrijednosti ovog uređaja, na primjer 75 mm, a držač dijamanta je instaliran prema šabloni, tada će vrijednost polumjera R biti jednaka nuli. Ako se čeljust pomakne naprijed za veličinu 75 - R, tada će uređaj biti postavljen za profiliranje na kružnici konkavnog lučnog presjeka profila. S obrnutim pomakom čeljusti za 75 + /? uredit će se luk konveksnog profila.
Profiliranje ravnih dionica provodi se povratnim kretanjem sanjki. Za profiliranje ravnih dijelova kruga, nagnutih prema osi profila, čeljust je postavljena u prvobitni položaj, a kolica pod kutom od 90 ° - a i pričvršćena ručkom za zaključavanje.

Riža. 6. Univerzalna komoda na kotačima.
Profilno brušenje je brušenje preciznih kaljenih površina koje se razlikuju po obliku i položaju od ravnina paralelnih i okomitih na montažnu bazu dijela. Profilno brušenje se koristi u svim područjima proizvodnje alata: u izradi učvršćenja, matrica, reznih i mjernih alata.
Oprema za brušenje profila
Brušenje profila vrši se na strojevima za površinsko brušenje, koordinatno označavanje-brusenje i optičko brušenje profila. Posebno je uobičajeno brušenje profila na običnim brusilicama. Međutim, nisu sve površinske brusilice prikladne za profilno brušenje. Strojevi koji se koriste moraju biti kompaktni, precizni i jednostavni za rukovanje. Prikladni strojevi s uzdužnim hodom stola, ne većim od 800 mm, s glatko podesivim automatskim i neovisnim ručnim uzdužnim i poprečnim pomicanjem. Prisutnost ručnih pokreta omogućuje promatranje prirode uklanjanja strugotine, kvalitete obrađene površine i stvara mogućnost međusobnih, strogo definiranih kretanja radnog stola i abrazivnog kotača. Kontrola strojeva koncentrirana je u rukama radnika.
Model stroja SK-371 zadovoljava ove zahtjeve. Mora biti opremljen uređajem za rad s krugovima malih promjera, brzoizmjenjivim zaštitnim poklopcem, preciznim indikatorskim graničnicima za kretanje glave i stola, kao i bočnim graničnim ravnalom magnetske ploče za brzu montažu uređaja . Ipak, čak i s takvom opremom, ovaj stroj omogućuje obradu ne profiliranih površina, već običnih ravnina. Brušenje profila također će zahtijevati upotrebu posebnih uređaja koji će stvoriti mogućnost točne i učinkovite, u određenom slijedu, obrade ravnih i zakrivljenih profila i dobivanja ispravnog uparivanja njihovih elemenata.
Takvi uređaji prema prirodi posla koji se u njima obavlja mogu se podijeliti u četiri skupine:
- uređaji za brušenje ravnih dijelova profila;
- uređaji za brušenje lučnih presjeka;
- uređaji za točnu lokaciju elemenata profila duž oboda;
- uređaji za kombinirano brušenje profilnih elemenata.
Usporedno s opisom svake vrste rada bit će objašnjena izvedba navedenih uređaja.
Profilno brušenje se može izvesti na jedan od dva načina: brušenjem abrazivnom pločom standardnog profila ili profiliranom pločom, tj. takvim krugom, kojem se pomoću uređaja za profiliranje daje odgovarajući oblik.