Types de coupe des gaz métalliques
La technologie mondiale moderne a marché de loin. Maintenant, toute personne peut faire face à la procédure de coupe de gaz, car elle est beaucoup plus facile que les travaux de soudage au gaz, de sorte que presque aucune compétence n'est requise pour l'admission. L'essentiel est de comprendre la technologie de coupe de gaz. Des coupeurs de plus en plus et plus souvent utilisant du propane et de travailler avec eux, il est nécessaire de combiner le propane et l'oxygène. Un tel mélange fournit la température souhaitée en raison de laquelle la découpe de gaz du métal est effectuée.
Avantages et inconvénients de coupe de gaz
Cette méthode coupe de nombreux avantages:
- La coupe de gaz vous permet de couper une grande quantité d'épaisseur. Et aussi avec son aide, vous pouvez faire une coupe soignée par pochoir. Il est tout simplement impossible d'obtenir une précision de la réalisation de travaux lors de l'utilisation de travaux, et s'il était nécessaire de couper le trou de trou pendant une certaine profondeur, seul le gaz de coupe ne peut que le faire face.
- Pour la coupe à gaz nécessite une couteau qui a un faible poids et des dimensions. Cela vous permet de réaliser un confort à temps, et si vous comparez une coupe avec des analogues d'essence, la différence est colossale. Les empreintes d'essence sont très bruyantes, elles sont difficiles à faire des coupes soignées en raison de leur poids élevé, forte vibration forte l'opérateur à faire des efforts pendant la coupe. La pression d'oxygène permet de ne pas dépenser des forces.
- La coupe de gaz vous permet d'accélérer le processus de coupe presque 2 fois, si nous comparons les résultats présentés par des analogues d'essence.
- La précision de la coupe est pire que celle d'un coupe-acétylène, mais en même temps beaucoup mieux que celle de l'essence et de la moulin.
- Le propane est un gaz très bon marché. Son utilisation est bénéfique dans les cas où une grande quantité de travail est requise.
Le prix du propane vous permet d'effectuer le travail de gros volumes
Hélas, mais les minus ont également lieu, mais ils sont beaucoup plus petits et d'être plus précis, alors on est un spectre limité de métaux pouvant être coupés.
Par exemple, la coupe des gaz de métal avec le propane et l'oxygène est incapable de couper de l'acier avec une teneur élevée en carbone. Par conséquent, l'utilisation de ce type de coupe n'est justifiée que pour l'acier de carbone faible et moyen.
Une telle limitation se produit en raison du fait que le point de fusion des aciers à haute teneur en carbone est égal à la température de combustion du coupe-gaz, alors lors de la coupe du matériau fond et ne donne pas d'oxygène pour entrer à l'intérieur.
Il suit la règle: pour une coupe réussie, la température de combustion de la coupe métallique doit être inférieure à son point de fusion.
Comment va couper?
La coupe est faite avec simultanée chauffée. C'est à cette fin que la coupe-pointe a 3 buses. Côté servir à fournir un mélange chauffant et, au centre, il y a une buse mince à travers laquelle l'oxygène est alimenté sous une très haute pression.
Si nous parlons de pression, il peut atteindre 12 atmosphères, une telle puissance suffit à s'assurer que la personne qui met la main sous le flux d'air, endommagée la peau. Lorsque l'allumage de ce jet, des structures métalliques se coupe.
Avec une telle méthode, un flux est formé, qui est dispersé avec une flamme sur le côté, et si la coupe est effectuée, elle brûle à travers tout le matériau. Pour cela, la coupe du métal est bien meilleure que l'électricité. Après tout, la couture, entraînant la fin, est très soignée.
Si vous retournez aux métaux, le point de fusion est inférieur à 600 degrés Celsius, puis ils ne seront pas coupés en raison de la suppression de la couche métallique supérieure, qui sera répétée à la fin de la découpe. Afin de rendre toujours la coupe des appareils de chauffage mobiles requis. Ce sont de petites canettes à gaz comprimé sur lesquelles la buse porte.
Processus de coupe
Avant de commencer à couper, vous devez enlever la rouille du métal.

Il est nécessaire de nettoyer le métal
Lors de la coupe, la pièce doit être située pour que le jet de sortie soit facile à traverser.
Au tout début de la procédure, la surface du matériau est chauffée à la température de la combustion des métaux. L'oxygène et le gaz combustible sont utilisés. Après avoir atteint la température souhaitée, l'oxygène est fourni, qui s'enflammera, à la suite d'un contact avec une surface chaude et ce sera celui qui sera coupé.
À ce moment-là, il est important d'assurer la continuité de l'alimentation en oxygène, sinon, la flamme s'éteindra et la surface sera rapidement refroidir, puis il devra être chauffé à nouveau.
Une corrélation claire est tracée dans la procédure de coupe - le nettoyeur utilisé l'oxygène, plus la qualité de coupe est élevée. Et parfois, il existe une situation dans laquelle le jet d'oxygène est fortement coupé dans le métal et que la puissance de coupe tombe, la courbure du débit commence. Afin d'éviter une telle situation, vous avez besoin d'un petit jet d'inclinaison.
Il est important de comprendre que le jet a une forme de cône, se développe plus près du bas. Pour cette raison, la largeur de la coupe augmente lorsque la coupe est approchée et la balance est formée.
Vous pouvez corriger la situation avec une augmentation de la puissance de la couteau, mais vous ne devez pas être trop impliquée, si vous vous déplacez, la balance se produit sur le dessus du métal.
Puissance de coupe
Sur la qualité de la coupe affecte fortement la pression de l'oxygène. La haute pression conduit inévitablement à une mauvaise coupe et la consommation d'oxygène devient juste énorme. La petite pression ne permettra pas de couper le métal et de supprimer l'oxydation sera difficile. Par conséquent, il est nécessaire d'observer les indicateurs moyens individuels pour chaque métal et ajuste l'alimentation en oxygène du cylindre d'oxygène.
Instructions pas à pas pour travailler avec un cutter d'injection de gaz
Moments spéciaux dans la coupe
La technologie de coupe des métaux indique que vous n'avez pas besoin de vous dépêcher d'ouvrir la vanne du cutter du propane, car dans ce cas, vous êtes sujet à un danger pouvant survenir en raison de l'interaction de l'oxygène avec un métal préchauffé. Pour éliminer le choc inverse de la flamme, il est nécessaire de retirer un jet d'oxygène, en suivant strictement le coin de l'inclinaison du brûleur.
Au début, cela équivaut à 90 degrés, après cela, une petite déviation est effectuée, environ 6 degrés, de l'autre côté du mouvement. Si la coupe en métal épaisse est effectuée, la déviation peut augmenter jusqu'à 70 degrés.
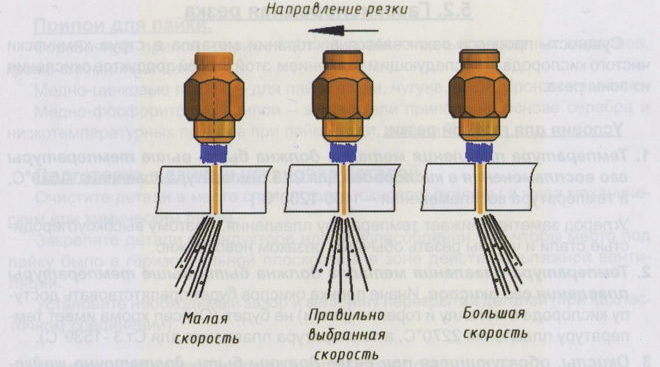
Il est important de rappeler que le processus de réduction du métal devrait se produire avec la même vitesse, qui est sélectionné par la méthode visuelle, par exemple, vous pouvez estimer la vitesse des étincelles.
Avec une vitesse optimale, le flux d'étincelles se bloque à un angle de 90 degrés. Si les étincelles volent sur le côté, différentes du côté de la coupe de la couteau, la vitesse de coupe est très petite. La grande vitesse informe l'angle de départ des étincelles de moins de 80 degrés.
L'épaisseur du métal joue le dernier rôle, car si l'épaisseur des métaux est assez grande, vous ne pouvez pas déplacer la coupe monotone jusqu'à ce que la feuille soit coupée pendant toute l'épaisseur. Plus près de la fin de la coupe, il est nécessaire d'augmenter l'angle d'inclinaison d'environ 15 degrés.
Au cours de la procédure, il ne devrait y avoir aucune longue pause. Si le travail était toujours arrêté à un moment donné, la coupe doit être démarrée dès le début et choisissez une nouvelle place de départ.
La fin de la coupe doit être accompagnée des actions suivantes, dans cet ordre:
- cessation de la coupe de l'alimentation en oxygène;
- cessation de l'offre de régulation de l'oxygène;
- désactiver le propane.
Équipement requis
Afin d'utiliser le cutter de gaz, vous devez avoir au moins une basse de propane et d'oxygène, des tuyaux destinés à la haute pression. Chaque ballon est livré avec une boîte de vitesses, avec laquelle vous pouvez ajuster le flux de gaz. Un cylindre avec du propane a une eau arrière, il est donc impossible d'utiliser une autre boîte de vitesses dessus.
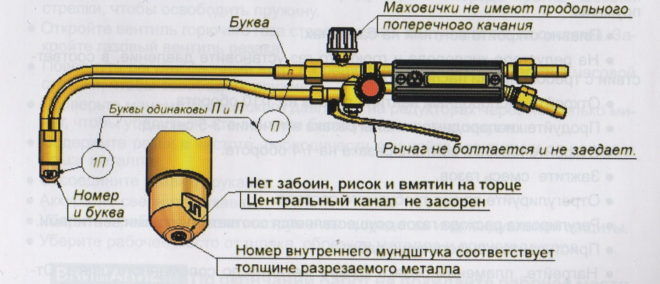
Différents couteurs pour couper les métaux ne sont pas largement différents. Tous ont 3 vannes:
- un pour nourrir le propane;
- deuxième régulateur d'oxygène;
- troisième coupe d'oxygène.
Toutes les vannes d'oxygène sont bleues, et pour le propane - rouge. Le métal est coupé avec un jet de flamme.
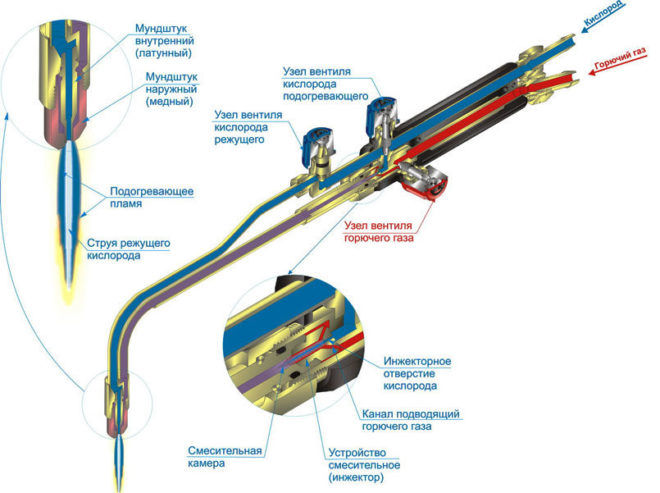
Schéma de coupe de gaz
Un coupe-gaz peut couper le métal d'une épaisseur pouvant atteindre 300 mm. L'appareil est très facilement réparé, car de nombreuses parties de l'appareil sont interchangeables.
Technique de sécurité
Il faut comprendre que la coupe du gaz métallique est un processus que même un nouveau venu peut maîtriser, mais ce processus ne devient pas moins dangereux. Par conséquent, il est possible de mener une formation uniquement sous la supervision d'un spécialiste expérimenté.
Pour effectuer des travaux sur la coupe du métal doit être suivi de l'équipement de sécurité suivant:
- Dans la pièce où le travail est en cours, une bonne ventilation devrait être assurée.
- Toutes les substances chaudes doivent être retirées pendant une distance de 5 mètres du lieu où la coupe sera effectuée.
- Les travaux ne peuvent être effectués que dans des vêtements spéciaux: masque de protection, vêtements réfractaires.
- Il est impossible de diriger la flamme sur la source de gaz. Sa direction devrait être diamétralement opposée.
- Pendant le travail de la couteau, il est interdit de marcher sur les flexibles, de les déplacer, de tous les égards pour les influencer physiquement.
- Pendant la pause, vous devez payer la flamme à la coupe, faites tourner les vannes sur des cylindres avec du gaz.
Une coupe efficace et sûre ne peut être atteinte que si toutes ces règles sont remplies, qui sont compliquées qu'au premier abord.
Vidéo: Coupe métallique





