Métal de coupe de gaz - Instructions de traitement des métaux
La coupe des gaz est la plus populaire, car elle ne nécessite pas de conformité avec les normes de la pièce et est simplement effectuée. La couture n'est pas déchirée et nette si les pochoirs sont utilisés. Tous les couteaux sont compacts et mobiles, faciles à transporter. Vous pouvez utiliser une pluralité de gaz. Cette méthode vous permet de travailler avec des billettes épaisses et d'effectuer des opérations complexes. Aucune puissance, le mode peut être manuel ou automatique.
Caractéristiques de la technologie
Le choix du gaz pour la coupe dépend des propriétés du blanc métallique. Outre l'oxygène technique, l'acétylène, le coke et le gaz d'huile, le méthane, le propane, le butane et les mélanges peuvent être utilisés.
L'oxygène est utilisé lors de la coupe de métal avec du gaz, si le matériau présente certaines caractéristiques:
- conductivité thermique élevée;
- température de fusion au-dessus de la température d'allumage dans l'oxygène;
- la température de fusion des oxydes réfractaires sous le point de fusion des métaux;
- la formation de coulis liquides pendant le processus de coupe;
- soulignant un volume important de chaleur.
Pour couper un blanc métallique, vous devez d'abord le réchauffer. Ensuite, le matériau est brûlé, les produits de combustion sont éliminés par le jet de gaz.
La coupe peut être:
- surface - formation des emplacements et des canaux;
- spear - Formation de trous ou d'ouvertures;
- séparation - sous la forme de la coupe.
Différents brûleurs sont sélectionnés pour différents travaux. Plusieurs espèces sont conçues pour effectuer différentes œuvres.
Tout brûleur est composé de:
- poignées;
- soupape;
- vanne (pas dans tous les modèles);
- pointe (tube d'extension);
- embouchure (buses).
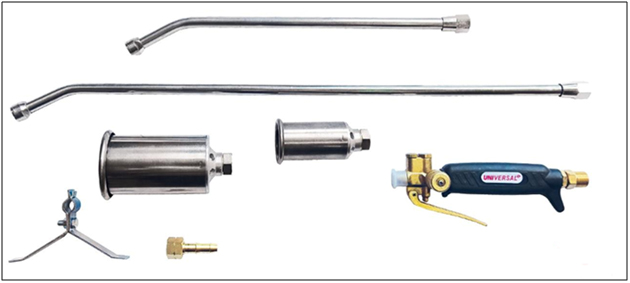
Le mélange de gaz avec de l'air peut survenir dans la pointe ou l'embout buccal. Dans les modèles avec du gaz de soupape avec de l'oxygène mélangé dans la tête, ce qui augmente le niveau de sécurité. L'utilisation de modèles de valve permet d'appliquer du gaz avec une pression variable en fonctionnement. Les coupe-gaz pour couper en métal épais sont équipés de plusieurs embouchures.
La technologie se compose de quatre étapes:
- chauffage chauffant;
- administration à la zone de traitement du mélange de gaz;
- inflammations matérielles;
- le processus de brûlure.
Le jet devrait être uniforme de sorte que la flamme ne sort pas. Dans le processus de combustion, des oxydes sont formés, qui sont éliminés par un jet de gaz.
Instructions de coupe en métal
Il est important de se connecter et de préparer un cutter. Les cylindres sont connectés aux volets aux extrémités. Ensuite, l'alimentation en gaz est vérifiée (s'il s'agit d'une coupe en métal de propane oxygène) - la vanne se ferme, la vanne sur le cylindre s'ouvre. Ensuite, regarder le manomètre, la vanne s'ouvre lentement. La pression doit être de 0,35 à 0,55 atmosphères. Ensuite, vous devez souffler le tuyau - ouvrez la vanne. Le gaz commence à sortir avec un son caractéristique. Si une jauge de pression indique une pression stable, la vanne se ferme.
L'étape suivante consiste à vérifier l'alimentation en oxygène et le réglage de la pression. Premièrement, la vanne sur le cylindre s'ouvre, puis le régulateur (pression d'écoulement de 1,7 à 2,7 atmosphères). Sauter le tuyau, les vannes d'oxygène s'ouvrent sur la couteau. Il y en a deux: pour l'alimentation dans une forme et une formation du mélange. Vous devez d'abord ouvrir le premier, puis le second (pendant 3-5 secondes).
Attention! Avant l'allumage de la vanne, assurez-vous qu'il n'y a pas de fuite dans les connexions, les enfants ne jouent pas à proximité et les animaux ne marchent pas.
Le premier est la vanne d'alimentation en gaz, de sorte que l'oxygène est libéré, lequel après la vérification reste dans le mélangeur. La vanne doit être tordue jusqu'à ce que le gaz soit entendu. Situé avant Cutter, le briquet doit toucher l'embout buccal. Après avoir appuyé sur le levier d'étincelles enflammé le gaz.
Immédiatement, vous devez ouvrir la valve d'oxygène. Il est suffisamment mis en évidence par le changement de couleur de la flamme sur le bleu. Pour que la torche augmente de taille, plus d'oxygène doit être appliquée. La pression du gaz et de l'oxygène pendant la découpe métallique dépend complètement de l'épaisseur de la pièce.
Important! Si la flamme est instable et "snipes", l'oxygène est trop. Le volume doit être réduit de manière à ce que la flamme soit sous la forme d'un cône.

Selon la technologie du métal de coupe à gaz, la flamme a été entravée à la pointe du matériau, réchauffant la surface. Après l'apparition du métal en fusion, le gaz d'oxygène commence à l'apporter. Le jet augmente jusqu'à ce que le matériau soit coupé à la fin. Dans le même temps, l'embout buccal se déplace le long de la ligne de coupe. Les étincelles et les scories sont enlevées par le jet.
La vitesse de coupe optimale est déterminée par les revendications - elles doivent voler à un angle de 85-90 o. Si l'angle est inférieur, la vitesse devrait être réduite. Si la billette est épaisse, elle doit être située à un angle de trembloter des chaussures. Démarrer sans finir le processus n'est pas recommandé. À la fin du travail, l'oxygène chevauche d'abord le gaz.
Pression d'oxygène pendant la coupe en métal
Le cutter fonctionne normalement si la pression d'oxygène pendant la découpe des métaux 3-12 atmosphères (dépend de l'épaisseur de l'ébauche et du diamètre de la buse). Plus la pression est élevée pour les tailles de béton, plus l'oxygène tombe sur la surface métallique, il est mieux oxydé (mais à une certaine limite). Si la pression d'une pièce et d'un équipement spécifiques dépasse la norme, l'oxygène s'écoule à travers l'incision qu'elle est inutile.
Le deuxième point négatif est une augmentation de la largeur de la coupe et des dépassements d'oxygène. Le matériau est passé inutile. Par conséquent, pour chaque buse et blanc, la pression est calculée séparément. Le niveau est contrôlé par le témoignage de la jauge de pression, mais ils sont inexacts, car la pression est réduite pendant le passage à travers le tuyau et les embouchures.

Réglage de l'équipement d'oxygène pendant la découpe métallique est effectué à l'aide d'une vis. Pour augmenter la pression, il est tordu dans le sens des aiguilles d'une montre, pour une diminution - au contraire.
Important! Il est également nécessaire de savoir comment la pression sur les boîtes de vitesses de gaz combustibles lors de la coupe des métaux. Ils sont classés à une pression maximale (avec des atmosphères de coupe 15-30).
 La pression est définie avant le travail, le rôle de la boîte de vitesses est de maintenir le niveau.
La pression est définie avant le travail, le rôle de la boîte de vitesses est de maintenir le niveau.
Allocations de coupe en métal
Verrouillage sur la coupe en métal avec une couche de gaz, qui est perdue dans le processus de traitement, respectivement, le dessin. Les normes pour les ébauches d'acier sont définies dans des indemnités minimales GOST 12169-82:
- 3-5 mm d'épaisseur jusqu'à 60 cm;
- 5-10 mm avec une épaisseur de 100 cm;
- 10-25 mm pour une très grande épaisseur.
Important! La magnitude de la découpe du métal dépend de la largeur des rainures, des erreurs de l'équipement utilisé, de la composition chimique du matériau, des écarts dues aux déformations fabriquées par des inexactitudes technologiques.
Sécurité avec métal de coupe à gaz
La technique de sécurité pour la coupe de gaz métallique est déterminée à fonctionner mieux en air ou dans une pièce avec un système de ventilation idéal, une terre ou un sol en béton. Le plancher dans un rayon de 5 mètres doit être nettoyé à partir d'articles facilement inflammables: copeaux, récipients, papier, feuilles et plantes. La pièce est la mieux placée sur une table en métal de hauteur commode. Ni sur le sol, ni sur la table ne doivent être laissés par des substances inflammables.
Avant de commencer, vous devez vous assurer qu'il y a:
- Équipement de protection (gants en cuir, lunettes de sécurité, chaussures solides);
- vêtements résistant au feu (arêtes synthétiques, déchirées, coupe libre);
- outils (crayon spécial, carré, souverain);
- plus léger (correspondant ne convient pas).
Le plus gros préjudice à l'employé est causé si le mélange explose en raison d'une manipulation inappropriée de cylindres ou de brûleurs. Les plus dangereuses sont les explosions de cylindres remplis d'oxygène. S'il est incorrect de gérer le brûleur, vous pouvez obtenir des brûlures. Les rayons visibles et infrarouges, étincelles, éclaboussures de laitier affectant négativement les yeux. Si vous n'utilisez pas de lunettes de protection, il y a une chance pendant un certain temps de perdre de vue.





