Technologie Couper des métaux avec propane et oxygène, équipement et commande de travail
Travailler avec des échantillons de métal est presque toujours effectué par la technologie de séparation (à ne pas être confondu avec la surface, qui est effectuée s'il est nécessaire d'obtenir seulement une rainure, sans passer à travers la pénétration du jet). Il existe plusieurs techniques pour couper les métaux. L'oxygène et le propane pur le plus célèbre.
Mais il est caractérisé par certaines restrictions. Par exemple, l'épaisseur de la pièce. Entre autres choses, le coût de cette coupe est suffisamment élevé. La technologie plus efficace (et bon marché) est considérée comme le processus auquel ou 2 gaz différent est utilisé -
oxygène + propane (acétylène, butane) ou oxygène + mélange constitué de composés spécifiés.
Principe d'opération
Comme indiqué précédemment, l'utilisation d'un jet d'oxygène pur ne permettra aucun métal. Par exemple, s'il s'agit de la catégorie "lumière", alors lorsque l'augmentation de la température commencera à s'évaporer (déformer) avant d'atteindre la valeur nominale. C'est pourquoi la technologie la plus polyvalente est combinée. Quelle est l'essence de cette méthode?
La phase initiale du travail est divisée en 2 phases. Dans la première, le métal est chauffé à la température souhaitée, qui dépend de sa variété, du propane (puisqu'il s'agit de ce gaz). Après cela, l'oxygène pur est fourni à la zone de travail et la deuxième phase se produit. Le gaz en contact avec une surface chaude est immédiatement flammes et le processus direct de la coupe métallique commence.
* Le diagramme montre l'acétylène (CX²). La formule du propane est différente - C³8.
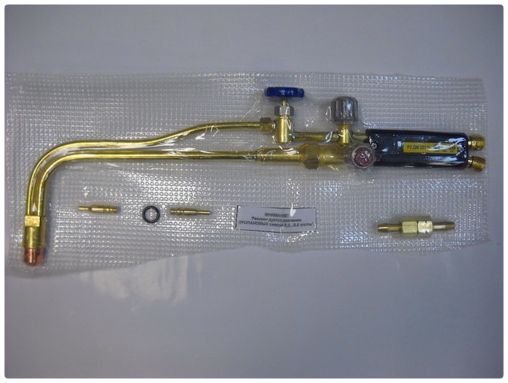 Dans le même temps, le chauffage ne se termine pas, car le soudeur déplace constamment le couteau le long du circuit décrit, et chaque nouveau site a également besoin du réchauffement requis. La conception de la cutter est représentée sur la figure (l'un des modèles).
Dans le même temps, le chauffage ne se termine pas, car le soudeur déplace constamment le couteau le long du circuit décrit, et chaque nouveau site a également besoin du réchauffement requis. La conception de la cutter est représentée sur la figure (l'un des modèles).
Sa buse est disposée sur le principe de "tuyau dans un tuyau". Le propane de service externe. Il forme une sorte de cône de gaz, sur l'axe dont (le tube intérieur) dans la zone de travail est pur O², "répondant" pour la séparation de la pièce à la pièce en fragments.
Il s'avère, il n'y a rien de particulièrement difficile ici. Mais ce n'est qu'à première vue.
Caractéristiques de la technologie
 Il est nécessaire de configurer le brûleur correctement. La résistance aux traites est une promesse de haute qualité. L'interruption de la flamme nécessite une zone de travail d'échauffement répétée. Et ceci est une augmentation du temps nécessaire pour effectuer l'opération et la consommation accrue de gaz.
Il est nécessaire de configurer le brûleur correctement. La résistance aux traites est une promesse de haute qualité. L'interruption de la flamme nécessite une zone de travail d'échauffement répétée. Et ceci est une augmentation du temps nécessaire pour effectuer l'opération et la consommation accrue de gaz.
L'échantillon doit être préparé - effacé et dégraissé. Cela n'a aucun sens de dire qu'il est nécessaire de prendre en compte le passage de la flamme, donc la pièce et empilée en conséquence.
Avec une épaisseur en métal, plus de 1 cm, la coupe commence du bord. Dans d'autres cas, de n'importe quel point de la surface.
Sur une note! Si la feuille est plus mince de 0,5 cm, la coupe est effectuée d'abord avec l'installation de la flamme perpendiculaire à la surface, puis à un angle (sur le côté opposé au mouvement de la couteau) dans la plage de 15 à 300 ( sélectionné sur la base des propriétés métalliques).
 Si l'épaisseur de l'échantillon est comprise entre 0,5 et 1 cm, la coupe est maintenue à un angle (mais l'autre) depuis le début.
Si l'épaisseur de l'échantillon est comprise entre 0,5 et 1 cm, la coupe est maintenue à un angle (mais l'autre) depuis le début.
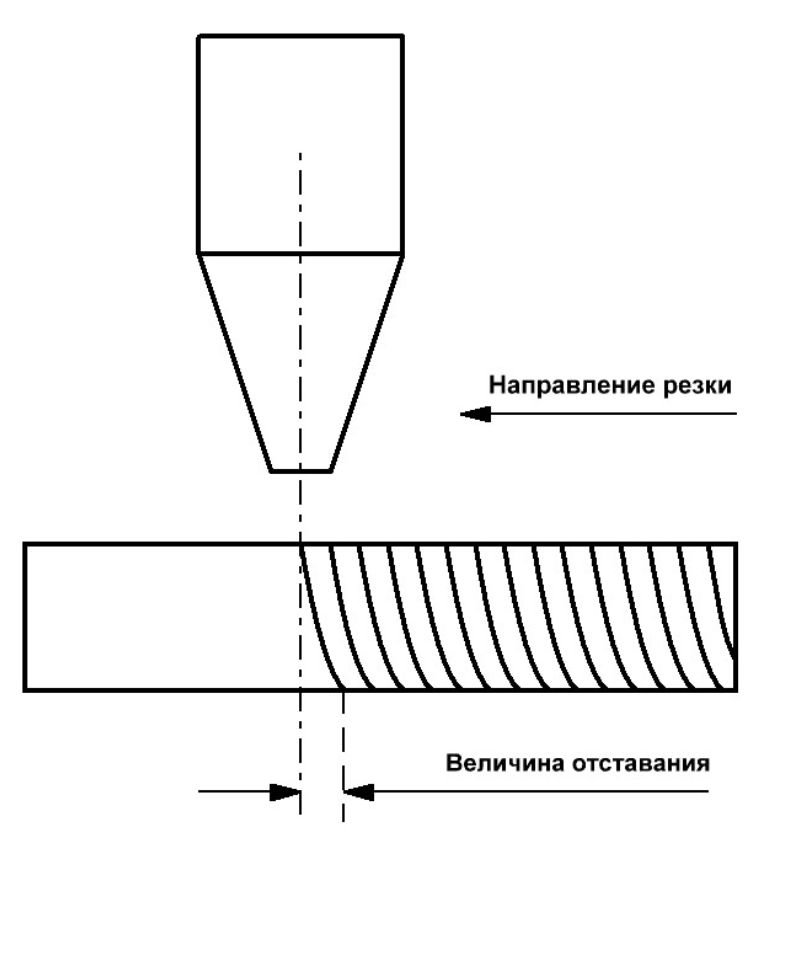
- La poussière optimale de la couteau de la pièce est d'environ 2,5 mm. Lorsque le jet s'approfondit dans la structure du matériau, l'intensité de la flamme diminue et la vitesse de son mouvement le long de la ligne prévue.
- Plus l'épaisseur de l'échantillon, plus la flamme est puissante installée pour le chauffer. Mais il est nécessaire de prendre en compte que son augmentation excessive conduit à des bords de fusion à la place de la coupe et augmente la consommation de gaz.
- La même chose s'applique à la pression du jet de coupe. Si cela est moins nécessaire, les scories résultant ne seront pas complètement soufflés. Dépasser la norme ne fournira pas la pureté de la coupe (les bords deviendront inégaux). En conséquence, la consommation de gaz augmente.
Enfin. Pour chaque marque, l'embout buccal de la coupe est utilisé. C'est un sujet séparé, mais une telle nuance devrait savoir.





