DIY sulatusahi. Omatehtud elektriahi metallide sulatamiseks DIY minisulatusahi alumiiniumile
Omatehtud sulatusahju saab valmistada grafiidist, tsemendist, vilgukivist või plaatidest. Ahju mõõtmed sõltuvad toiteallikast ja trafo väljundpingest.
Omatehtud sulatusahi soojeneb järk-järgult, kuid saavutab märkimisväärse kuumuse. Selle konstruktsiooni jaoks on vaja elektroodidele paigaldada pinge 25 V. Kui projekteerimisel kasutatakse tööstuslikku trafot, siis peaks elektroodide vahe olema 160-180 mm.
Omatehtud sulatusahju valmistamise protsess
Sulatusahju saate teha oma kätega. Selle mõõtmed on 100x65x50 mm. Selles disainis saate sulatada 70-80 g hõbedat või muud metalli. Sellised võimalused omatehtud sulatusseadme jaoks on väga head.
Materjalid ja tööriistad:
- suure võimsusega elektrimootori harjad;
- grafiit;
- kaarsulatusahjudes kasutatavad elektroodvardad;
- vasktraat;
- küüned;
- vilgukivi;
- tsemendiplaadid;
- telliskivi;
- metallist pann;
- süsinikgrafiidi pulber;
- peen juhtiv traat;
- trafo;
- faili.
![]()
Oma kätega sulatusahju valmistamiseks võite kasutada elektroodide jaoks suure võimsusega elektrimootori harju. Neil on suurepärane voolu juhtiv traat.
Kui te ei saa selliseid pintsleid osta, saate need ise grafiiditükist valmistada. Võite kasutada elektroodi varda, mida kasutatakse kaarsulatusahjudes.
Selle varda külgedele peate tegema 2 auku läbimõõduga 5 mm, seejärel tugevuse suurendamiseks lööge sellesse ettevaatlikult sobiva suurusega nael. Grafiidipulbriga kokkupuute parandamiseks tuleb viili abil nende elektroodide sisepinnale teha võrgusälk.
Vilgukivist tehakse pliidiseinte sisepind. Sellel on kihiline struktuur ja seetõttu saab seda kasutada hea soojusisolatsiooniekraanina.
Konstruktsiooni välispind peab olema kaetud tsemendi- või asbestplaatidega, mille paksus on 6-8 mm. Pärast seinte paigaldamist tuleb need siduda vasktraadiga.
Seadme isolatsioonialusena tuleks kasutada tellist. Selle alla on paigaldatud metallalus. See peaks olema emailitud ja külgedel olema küljed.
Seejärel peate valmistama süsinikgrafiidipulbrit. Seda saab valmistada mittevajalikest varrastest. Parem on tööd teha metalli viili või rauasaega.

Pliidi kasutamisel põleb grafiidipulber järk-järgult läbi, mistõttu tuleb seda mõnikord täiendada.
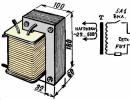
Seadme käitamiseks kasutatakse 25 V pingega astmelist trafot.
Sel juhul peab trafo võrgumähises olema 620 pööret vasktraati, mille läbimõõt on 1 mm. Alammähisel peaks omakorda olema 70 pööret vasktraati. Sellel traadil peab olema klaaskiust isolatsioon ja ristkülikukujuline ristlõige mõõtmetega 4,2 x 2,8 mm.
Tagasi sisu juurde
Kuidas teha trafot?
Kui piisavalt suure võimsusega trafot osta ei saa, saab selle valmistada mitmest sarnasest väiksema võimsusega trafost. Need peavad olema konstrueeritud sama võrgupinge jaoks.
Selleks on vaja nende trafode väljundmähised paralleelselt ühendada.
Saab teha. Selleks peate ette valmistama L-kujulised metallplaadid, mille sisemine ristlõige on 60x32 mm. Sellise trafo võrgumähis on valmistatud emailitud traadist, mille ristlõige on 1 mm. Sellel peaks olema 620 pööret. Sel juhul on astmeline mähis valmistatud ristkülikukujulise ristlõikega traadist, mille mõõtmed on 4,2x2,8 mm. Sellel peaks olema 70 pööret.

Pärast ahju paigaldamist ühendatakse see trafoga vasktraadiga, mille paksus on 7-8 mm. Juhtmel peab olema välimine isolatsioon, et ahju töötamise ajal ei tekiks lühist.
Kui ahi on täielikult kasutusvalmis, tuleb see korralikult üles soojendada. Sel juhul peaksid struktuuris olevad orgaanilised ained läbi põlema. Selle protseduuri ajal peaks ruum olema hästi ventileeritud.
Seade töötab ilma tahmata. Pärast seda kontrollitakse ahju tööd. Kui kõik töötab hästi, võite hakata seadet kasutama.
Tagasi sisu juurde
Kuidas sulatatakse metalli ahjus?
Metalli sulatamine toimub järgmiselt. Väikese spaatliga (pliidi keskel) peate grafiidipulbrisse tegema väikese augu, panema sinna vanametalli ja matta.
Kui sulatatavad metallitükid on erineva suurusega, siis lao kõigepealt suur tükk. Pärast sulamist lisage väikesed tükid.
Kontrollimaks, kas metall on juba sulanud, võite seadet veidi kõigutada. Kui pulber lainetab, tähendab see, et metall on sulanud.
Pärast seda peate ootama, kuni toorik on jahtunud, seejärel keerake see teisele küljele ja sulatage uuesti.
Seda protseduuri tuleb korrata mitu korda, kuni metall võtab palli kuju. Sel juhul leitakse, et metalli sulatamine viidi läbi kvaliteetselt.

Kui teil on vaja sulatada odavate metallide saepuru või metallilaastud, peate need valama pulbrisse ja sulatama normaalselt.
Kallimad või väärismetallid tuleks asetada klaasist ravimampulli ja sulatada koos selle ampulliga. Sel juhul moodustub sulametalli pinnale klaasist kile, mida saab vette asetades kergesti eemaldada.
Kergesti sulavad metallid tuleks panna raudanumatesse. Kui on vaja valmistada mitmesuguste metallide sulamit, siis asetatakse kõigepealt ahju see metall, mis sulab vähem. Pärast sulamist lisage sulav. Näiteks vase ja tina sulami saamiseks tuleb esmalt pulbrisse panna vask ja seejärel tina. Vase ja alumiiniumi sulami saamiseks sulatatakse esmalt vask ja seejärel alumiinium.
See seade suudab sulatada metalle, nagu tina, raud, vask, alumiinium, nikkel, hõbe ja kuld. Pärast metalli sulatamist sepistatakse. See sepistatakse haamriga alasile. Sel juhul on vaja töödeldavat detaili sageli tulel kuumaks kuumutada ja seejärel uuesti haamriga lüüa. Pärast seda asetatakse metall külma vette ja vasardatakse uuesti, kuni toorik saavutab vajalikud mõõtmed.
Mitte mingil juhul ei tohi sulatada metalle nagu plii, magneesium, tsink, kaadmium, vasknikkel, sest nende läbipõlemisel moodustub väga mürgine kollane suits, millel on inimeste tervisele kahjulik mõju. Releede ja muude seadmete hõbekontakte ei saa sulatada, kuna need sisaldavad kuni 50% kaadmiumi.
Tänapäeval kasutatakse metallisulatusprotsessis laialdaselt induktsioonahjusid. Induktiivpooli väljal toodetud vool aitab kaasa aine kuumutamisele ja see selliste seadmete omadus pole mitte ainult põhiline, vaid ka kõige olulisem. Töötlemine põhjustab aines mitmeid muundumisi. Teisenduse esimene etapp on elektromagnetiline staadium, millele järgneb elektriline aste ja seejärel termiline etapp. Ahju tekitatud temperatuur kasutatakse praktiliselt ilma jäägita, seega on see lahendus kõigi teiste seas parim. Paljud võivad olla huvitatud valmistatud ahjust. Järgmisena räägime sellise lahenduse elluviimise võimalustest.
Ahjude tüübid metallide sulatamiseks
Seda tüüpi seadmed võib jagada põhikategooriatesse. Esimesel on alusena südamekanal ja metall asetatakse sellistesse ahjudesse rõngakujuliselt ümber induktiivpooli. Teises kategoorias sellist elementi pole. Seda tüüpi nimetatakse tiigliks ja metall asetatakse induktiivpooli enda sisse. Suletud südamikku on sellisel juhul tehniliselt võimatu kasutada.
Põhiprintsiibid
Sulatusahi töötab sel juhul magnetinduktsiooni nähtuse alusel. Ja seal on mitu komponenti. Induktiivpool on selle seadme kõige olulisem komponent. Tegemist on mähisega, mille juhtideks ei ole tavalised juhtmed, vaid vasktorud. See nõue on kehtestatud sulatusahjude enda konstruktsiooniga. Induktiivpooli läbiv vool tekitab magnetvälja, mis mõjutab tiigli, mille sees metall asub. Sel juhul mängib materjal sekundaarse trafo mähise rolli, see tähendab, et vool läbib seda, soojendades seda. Nii toimub sulamine, isegi kui teete ise induktsioonahju. Kuidas seda tüüpi ahju ehitada ja selle efektiivsust suurendada? See on oluline küsimus, millele on vastus. Kõrgsageduslike voolude kasutamine võib oluliselt tõsta seadmete efektiivsust. Selleks on asjakohane kasutada spetsiaalseid toiteallikaid.

Induktsioonahjude omadused
Seda tüüpi seadmetel on teatud iseloomulikud omadused, mis on nii eelised kui ka puudused.
Kuna metalli jaotus peab olema ühtlane, iseloomustab saadud materjali hea homogeenne mass. Seda tüüpi ahjud transpordivad energiat läbi tsoonide, tuues samal ajal kasutusele ka energia fokuseerimise funktsiooni. Kasutamiseks on saadaval sellised parameetrid nagu mahtuvus, töösagedus ja voodri meetod, samuti metalli sulamistemperatuuri reguleerimine, mis hõlbustab oluliselt tööprotsessi. Ahju olemasolev tehnoloogiline potentsiaal loob kõrge sulamiskiiruse, seadmed on keskkonnasõbralikud, inimesele täiesti ohutud ja igal ajal kasutusvalmis.
Selliste seadmete kõige märgatavam puudus on nende puhastamise raskus. Kuna räbu kuumutatakse ainult metalli tekitatud soojuse tõttu, ei piisa sellest temperatuurist selle täieliku ärakasutamise tagamiseks. Metalli ja räbu suur temperatuuride erinevus ei võimalda jäätmete eemaldamise protsessi olla võimalikult lihtne. Teise miinusena on tavaks esile tuua vahe, mille tõttu on alati vaja voodri paksust vähendada. Selliste toimingute tõttu võib see mõne aja pärast rikki minna.

Induktsioonahjude kasutamine tööstuslikus mastaabis
Tööstuses leitakse kõige sagedamini tiigli ja kanaliga induktsioonahjud. Esimesel juhul sulatatakse kõik metallid suvalises koguses. Selliste variantide metallikonteinerid mahutavad kuni mitu tonni metalli. Loomulikult on sel juhul võimatu oma kätega induktsioonsulatusahjusid valmistada. Kanalahjud on mõeldud erinevat tüüpi värviliste metallide, aga ka malmi sulatamiseks.
See teema pakub sageli huvi raadiodisaini ja raadiotehnika austajatele. Nüüd on selge, et oma kätega induktsioonahjude loomine on täiesti võimalik ja paljud inimesed on sellega hakkama saanud. Kuid selliste seadmete loomiseks on vaja rakendada elektriahela tööd, mis sisaldaks ahju enda ettenähtud toiminguid. Sellised lahendused nõuavad nende kaasamist, kes on võimelised tekitama lainevõnkumisi. Skeemi järgi lihtsa isetegemise induktsioonahju saab ehitada nelja elektroonilise lambi abil kombineerituna ühe neoonlambiga, mis annab signaali, et süsteem on töövalmis.
Sel juhul ei asu vahelduvvoolu kondensaatori käepide seadme sees. Tänu sellele saate oma kätega luua induktsioonahju. Seadme diagramm kirjeldab üksikasjalikult iga üksiku elemendi asukohta. Seadme piisava võimsuse saab veenduda kruvikeeraja abil, mis peaks jõudma kuumaks juba mõne sekundiga.

Iseärasused
Kui loote oma kätega induktsioonahju, mille tööpõhimõtet ja kokkupanekut uuritakse ja viiakse läbi vastavalt sobivale skeemile, peaksite teadma, et sulamiskiirust võivad sel juhul mõjutada üks või mitu allpool loetletud tegurit. :
impulsi sagedus;
Hüstereesikaod;
Võimsuse genereerimine;
Soojuse vabanemise periood;
Kaod, mis on seotud pöörisvoolude tekkimisega.
Kui plaanite oma kätega induktsioonpliiti ehitada, siis lampide kasutamisel peate meeles pidama, et nende võimsus tuleks jaotada nii, et neljast tükist piisaks. Alaldi kasutamisel saate umbes 220 V võrgu.
Ahjude kodukasutus
Igapäevaelus kasutatakse selliseid seadmeid üsna harva, kuigi küttesüsteemides võib leida sarnaseid tehnoloogiaid. Neid võib näha mikrolaineahjude kujul ja Uute tehnoloogiate keskkonnas on see areng leidnud laialdast rakendust. Näiteks pöörisvoolude kasutamine induktsioonpliitides võimaldab valmistada väga erinevaid roogasid. Kuna nende soojenemine võtab väga vähe aega, ei saa põletit sisse lülitada, kui sellel ei seisa midagi. Selliste eriliste ja kasulike pliitide kasutamiseks on aga vaja spetsiaalseid riistu.

Ehitamise protsess
Ise-ise-induktsioon koosneb induktiivpoolist, mis on vesijahutusega vasktorust valmistatud solenoid ja tiigel, mis võib olla valmistatud keraamilistest materjalidest ning mõnikord ka terasest, grafiidist ja muust. Sellises seadmes saate sulatada malmi, terast, väärismetalle, alumiiniumi, vaske, magneesiumi. Isetehtud induktsioonahjud on valmistatud tiigli mahutavusega paarist kilogrammist kuni mitme tonnini. Need võivad olla vaakum-, gaasiga täidetud, avatud ja kompressoriga. Ahjude toiteallikaks on kõrge, keskmise ja madala sagedusega voolud.
Seega, kui olete huvitatud oma induktsioonahju valmistamisest, hõlmab skeem järgmiste põhikomponentide kasutamist: sulatusvann ja induktsioonplokk, mis sisaldab koldekivi, induktiivpooli ja magnetsüdamikku. Kanaliahi erineb tiigli ahjust selle poolest, et elektromagnetiline energia muundatakse soojusenergiaks soojuseralduskanalis, milles peab alati olema elektrit juhtiv keha. Kanalahju esmaseks käivitamiseks valatakse sellesse sulametall või sisestatakse ahjus sirgendatavast materjalist mall. Kui sulamine on lõppenud, ei tühjendata metalli täielikult, vaid jääb "soo", mis on ette nähtud soojuseralduskanali täitmiseks tulevaseks käivitamiseks. Kui kavatsete oma kätega induktsioonahju ehitada, siis seadmete koldekivi vahetamise hõlbustamiseks tehakse see eemaldatavaks.

Ahju komponendid
Seega, kui olete huvitatud mini-induktsioonahju oma kätega valmistamisest, siis on oluline teada, et selle põhielement on küttespiraal. Koduse versiooni puhul piisab, kui kasutada paljast vasktorust valmistatud induktiivpooli, mille läbimõõt on 10 mm. Induktiivpooli jaoks kasutatakse siseläbimõõtu 80-150 mm ja pöörete arv on 8-10. On oluline, et pöörded ei puutuks kokku ja nende vaheline kaugus oleks 5-7 mm. Induktiivpooli osad ei tohiks selle ekraaniga kokku puutuda, minimaalne vahe peab olema 50 mm.
Kui plaanite oma kätega induktsioonahju teha, siis peaksite teadma, et tööstuslikus mastaabis kasutatakse induktiivpoolide jahutamiseks vett või antifriisi. Loodava seadme väikese võimsuse ja lühiajalise töö korral saate ilma jahutuseta hakkama. Kuid töötamise ajal läheb induktiivpool väga kuumaks ja vase katlakivi võib mitte ainult järsult vähendada seadme efektiivsust, vaid viia ka selle jõudluse täieliku kaotuseni. Jahutatud induktiivpooli on võimatu iseseisvalt valmistada, seetõttu tuleb seda regulaarselt vahetada. Te ei saa kasutada sundõhujahutust, kuna mähise lähedale asetatud ventilaatori korpus "tõmbab" EMF-i, mis põhjustab ahju ülekuumenemist ja efektiivsuse vähenemist.

Generaator
Induktsioonahju oma kätega kokkupanemisel hõlmab vooluahel sellise olulise elemendi kasutamist nagu vahelduvvoolu generaator. Pliiti teha ei tasu, kui raadioelektroonika põhitõdesid vähemalt pooleldi vilunud raadioamatööri tasemel ei valda. Generaatori ahela valik peaks olema selline, et see ei tekitaks kõva vooluspektrit.
Induktsioonahjude kasutamine
Seda tüüpi seadmeid kasutatakse laialdaselt sellistes valdkondades nagu valukojad, kus metall on juba puhastatud ja vajab konkreetse kuju andmist. Võite hankida ka mõningaid sulameid. Samuti on need juveelitootmises laialt levinud. Lihtne tööpõhimõte ja võimalus induktsioonahju oma kätega kokku panna võimaldavad suurendada selle kasutamise kasumlikkust. Selle piirkonna jaoks võib kasutada seadmeid, mille tiigli maht on kuni 5 kilogrammi. Väikeste toodangu jaoks on see valik optimaalne.
Selles õpetuses räägin teile, kuidas ma kasutasin telliseid nugade kuumtöötlemiseks mõeldud sulatusahju loomisel.
Hakkasin hiljuti süvenema nugade valmistamisesse ja osa protsessist hõlmas metalli kuumtöötlemist. Vaatasin erinevaid sulatusahju tegemise juhiseid, kus nad kasutasid aukude puurimiseks kurikaga puurit, kuid otsustasin teha kõik lihtsamaks ja odavamaks.
Augu loomiseks kasutasin rauasaagi, lamepeaga kruvikeerajat ja rasplit. Telliste ühendamiseks kasutasin ahjutsementi. Lisaks mõistsin, et see pole absoluutselt vajalik, kuid minu jaoks oli see kulutatud raha väärt.
1. samm: ostke tellised

Peate ostma kolm kuumakindlat tellist (miks täpselt kolm, saate teada hiljem). Need murenevad ja purunevad väga kergesti, mis teeb nendega töötamise üsna lihtsaks.
2. samm: märkige ringid




Esimese asjana ladusin ühe tellise teise peale ja märkisin ära nende keskkoha. Seejärel otsisin ringikujulisi objekte, mida saaks kasutada mallina ringi märgistamiseks. Sisemine elektrilindi rull ja otsak 5,5 cm aukude loomiseks töötasid minu jaoks suurepäraselt.Ütlesin juba, et seda otsakut pole projekti jaoks vaja ja kasutasin seda ainult mallina ringi joonistamisel.
Võite otsida mis tahes käepärast ümmargust asja, näiteks klaasi. Peate saama ühele küljele suure ja teisele poole veidi väiksema augu - see viib selleni. Et auk oleks koonusekujuline. Pole vaja püüda seda täiuslikuks muuta – lihtsalt tehke kõike nii täpselt kui võimalik.
3. samm: ringide ühendamine



Nüüd ühendan eesmise augu joonlaua abil tagumise auguga. Tulemust näete viimasel pildil.
4. samm: saagige tellistesse sooned



Nüüd teen rauasaega lõikeid mööda tellist ja nende vaheline kaugus (silma järgi) on umbes 5-7 mm. Materjal sobib väga lihtsalt ja kõik lõiked saab teha ca 5 minutiga, veelgi enam võttis nii palju aega, et saagisin hoolikalt, püüdes tõmmatud raadiustele võimalikult lähedale jõuda. Hakkasin saagima, siis kontrollisin, kui lähedal ma joontele olin.
Kordan veel kord, et te ei pea kõike ideaalselt tegema - võite joonest veidi kaugemale minna, pöörake lihtsalt sellele protsessile tähelepanu. Kandke kindlasti kaitseprille, kindaid ja respiraatorit, kuna tellisematerjal ei ole väga tervislik ja saagimisel tekib väga peen pulber, mis võib kopsudesse sattuda.
5. samm: vaheseinte purustamine



Kui olete kõik lõiked teinud, võtke lamepea kruvikeeraja ja kiiluge see soontesse. Kasutage seda kiiluna vajalike osade väljamurdmiseks. Telliskivi ei paku takistust ja puruneb väga kergesti.
6. samm: aukude moodustamine


Kui kõik suured vaheseinad on välja murtud, võtke raspl ja kujundage auk korrapärasema kujuga. Selle protsessi jaoks sobib teile tõenäoliselt tavaline ümarviil. Ärge vajutage liiga tugevalt, vaid rakendage kerget ja ühtlast survet. Kasutage juhtjoontena eelnevalt klotsidele joonistatud ringe.
7. samm: augu viimistlemine



Järgmiseks joondasin klotsid ja vaatasin, millised alad vajavad tööd. Üritasin jällegi augu võimalikult ümaraks teha. Ma ei püüdnud seda täiuslikuks muuta. Ümardasin selle lihtsalt vastuvõetava kujuni.
8. samm: telliste ühendamiseks tsement

Telliste liitmiseks kasutasin ahjutsementi. Sepikojas kasutatakse propaanipõletit, mis ei ületa minu tsemendi maksimaalset piiri 1500 kraadi Celsiuse järgi. Kui ühendate telliseid sarnase mördiga, lugege selle juhiseid.
9. samm: kandke tsementi



Vuugikohtadele tsemendi pealekandmiseks järgige juhiseid.
10. samm: telliste ühendamine


Panin tsementi ka telliste külgedele. Kui klotsid kokku ühendasin, asetasin peale raskuseks värvipurgi. Vastavalt juhistele hangub tsement ühe tunni jooksul.
11. samm: küpsetage tsementi



Vastavalt juhistele peate pärast kuivatamist tsementi küpsetama 260 kraadi Celsiuse järgi. Panin klotsid oma gaasigrilli, panin põleti tööle, ootasin, kuni see on õige temperatuur, panin teise põleti sisse ja ootasin natuke ning siis kordasin kolmanda põletiga. Grilli näidik näitas 260 kraadi, kuid klotsid said ainult 150 kraadi, nii et võtsin need otse kuumusele ja kontrollisin lasertermomeetriga, kuni need on õige temperatuuriga. Kui näidik näitas, et klotsid on jõudnud 260 kraadini, lülitasin põletid välja ja sulgesin grilli kaane, jättes sepiku toatemperatuurile jahtuma.
12. samm: puurige sepikusse auk


Seejärel puurisin propaanipõleti otsikuga natuke sama läbimõõduga puuriga (minu puhul 1 cm) augu nurga all, umbes 3 cm kaugusele sepiku suupoolsest servast. Põleti otsik ise on nurga all. Seega pidage seda auku puurides meeles – teile ei meeldi, kui nurk on liiga lai või auk on ebamugav. Panin põleti otsiku tellisele, et näha, milline nurk oleks minu jaoks ideaalne.
13. samm: sarve testimine




On aeg sepikut katsetada ja siin on vaja kolmandat tellist. See asetatakse sepikoja taha ja toimib regulaatorina. Ma pean selle protsessiga veel katsetama, kuid võin öelda, et kui auk katta. Sepik ei kuumene väga palju. Kui asetate tellise nurga all, lastes õhul sepikusse pääseda, siis sepik kuumeneb rohkem. Samuti avastasin, et erinevad telliste paigutused muutsid mugula heli erinevalt. Suletud videos pole heli sugugi muljetavaldav, kuid kui auk veidi avada, teeb sepik raketi mürinaga sarnast häält ja mida valjem on heli, seda kuumem on sepik.
14. samm: järelsõna




Võtsin tüki pehmet terast, et näha, kas see ei lähe kuumaks. Fotodelt on näha, et see asi mul õnnestus. Ma ei tea, kaua see aega võtab, sest proovisin kolmanda tellise jaoks erinevaid nurki, kuid teras läks kuumaks kiiremini, kui ma eeldasin. Viimasel fotol on näha kuma pärast põleti välja lülitamist. Samuti tahan märkida, et põleti otsik määrab, kui kõrge temperatuur sepis on. Oma minitellisahjuga lõõmutasin edukalt terasetüki ja karastasin noa.
Samuti õnnestus mul luua Mokume-gane tehnika 8 terasetüki kombineerimisel. Lõppkokkuvõttes jäin tulemusega väga rahule ja leian edaspidi võimaluse oma alumiiniumsulatusahju eluea pikendamiseks metalli sisse mässida - tellised on väga haprad ja lähevad iga tugeva löögi korral murenema. Samuti on oluline tähele panna, et telliste välispind soojeneb ligikaudu 120-190 kraadini, seega ärge asetage sepikut kergestisüttivate materjalide peale. Samuti oleks hea, kui sepikoja lähedal asuks tulekustuti.
Metallide sulatamine on kõige parem teha spetsiaalsel seadmel pärast vastavat teoreetilist koolitust või kogenud valutöölise juhendamisel - see on nii-öelda ideaalne võimalus. Juhul, kui esimene, teine ja kolmas on kättesaamatus kohas ja asjaolud sunnivad teid amatöörvalutööliseks saama, võite proovida ise sulatusahju ehitada. Andekas metallurg Jevgeni Jaroslavovitš Khomutov soovitab teha omatehtud kõrge temperatuuriga ahju enda kavandi järgi.
Ahju konstruktsiooni aluseks on tulekindla šamottist müüritise komplekti kuuluv standardne tulekindel toru. Toru pikkus peaks olema 300 mm. Toru mõlemast servast puuritakse kaks lukustusava, et kinnitada nikroomkeere, mis toimib kütteelemendina. Traadi pikkuse saab arvutada järgmise valemi abil:
L = RxS/p,
Kus:
R on kütteelemendi takistus, mis on määratud Ohmi seadusega;
S - nikroomtraadi sektsioon;
p - nikroomi eritakistus on 1,2;
L on vajalik pikkus.
Traat kinnitatakse esimesse lukusse, seejärel võetakse 1–2 mm läbimõõduga nöörijupp, mis toimib nikroomtraadi kerimisel "juhina", kaitstes nikroomi pöördeid üksteisega lühise eest. “Dirigent” ja nikroomtraat keritakse spiraalina tihedalt torule, traadi teine ots kinnitatakse teise lukusse ja kogu keritud spiraal on kaetud “vedelklaasiga” (kontoriliim).
Kui silikaatliim veidi kuivab, eemaldatakse "juht" ja torule jääb ainult liimiga kinnitatud nikroomniidist spiraal. Pärast seda, kui "vedel klaas" on täielikult kuivanud, mähitakse toru mitmesse asbestikihti. Ahju ehitamise järgmine etapp on võib-olla kõige keerulisem - see on temperatuurianduri ehitamine. Fakt on see, et tehnoloogias laialdaselt kasutatavad valmis termopaarid sisaldavad väärismetalle ja on seetõttu kallid. Jevgeni Jaroslavovitš pakub välja skeemi omatehtud termopaari valmistamiseks, mis on valmistatud odavamatest materjalidest - kroom- ja alumelljuhtmetest. Tõsi, temperatuurilävi sellise termopaari tööks on veidi üle tuhande kraadi, kuid kulla ja hõbeda sulatamiseks piisab sellest temperatuurist täiesti. Kaks mainitud juhtmejuppi on kokku keeratud, keerdu pikkus peaks olema 5-10 mm. Juhtmete jootmiseks pakub arenduse autor välja üsna ebatavalise meetodi: latrist (reguleeritav trafo) tulev traat ühendatakse keerdu ühe vaba otsaga, latr-regulaator seatakse nulli ning grafiidipulbri ja booraks vahekorras 5:1 valatakse mis tahes dielektrilisele pinnale.
Latreti teine traat viiakse jootepunkti, nagu on näidatud joonisel. Järgmisena tuleb autori sõnul kõige “korralikum” hetk: voolu rakendatakse mõneks sekundiks. Jooteoperatsiooni lõpuleviimise signaal on kahest metallist koosneva sulapalli ilmumine kokkupuutekohas. Termopaari tööosa on valmis, jääb üle vaid ahju kaane külge kinnitada, viiesaja millivolti võimsusega millivoltmeetriga ühendada ja skaala uuesti kalibreerida, kasutades juhisena erinevate puhaste sulamistemperatuure. metallid. Seda toimingut tehakse juba töötavas ahjus.
Temperatuuriandur (vasakul): 1 - latr, 2 - esimene kontakt klambril, 3 - teine kontakt latrist, 4,5 - alumell- ja kromeltraadid, 6 - dielektriline tass, 7 - grafiidi ja booraksi segu, 8 - kahe joodetud juhtme keerdumine.
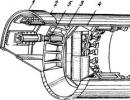
Ahju ehituse lõpuleviimiseks ei jää üle muud, kui teha šamottsavist pealmine kate ja alumine ehk, nagu seda nimetatakse, põhi, mis on valmistatud šamotttellistest. Kogu ahjukoost näeb välja selline, nagu on näidatud joonisel fig. Lisaks saab ahju varustada kvartsklaasist vaateaknaga.

Omatehtud sulatusahi (paremal): 1 - asbesti soojusisolatsioon, 2 - šamotitoru, 3 - nikroomspiraal, 4 - ülemine kate, 5 - nikroomkeermega väljalaskeavad 6 - termopaarid 7 - millivoltmeeter 8 - šamotttellistest alla.
Kui laeng laaditakse otse ahju, mitte tiiglitesse, tuleks ahju sisepind katta vedela klaasiga segatud grafiitpastaga. Sellest libestist piisab mitme töökorras ujumistrikoo jaoks. Tuleb märkida, et metallide sulatamine ja valamine on üks ohtlikumaid protsesse, mille puhul ohutusreeglite eiramine võib põhjustada tõsiseid vigastusi. Sulatamist saab teha ainult hästi töötavatel seadmetel. Kõik sulatusseadmed tuleb eelnevalt ette valmistada ja paigutada tööks sobivatesse kohtadesse.
Sulatamine tuleks läbi viia kaitseprillidega. Laadige segu kuuma tiiglisse, kasutades plekist kulbi, mille mõõtmed võimaldavad seda toimingut ohutult läbi viia. Sulatuse segamiseks ja räbu eemaldamiseks kasutage spetsiaalset grafiidist või kvartsist segajat, mille pikkus peaks tagama kasutusmugavuse ja käte usaldusväärse kaitse põletuste eest. Eriti ettevaatlik on metalli valamine vormidesse. Lisaks sellele, et vaja on oskusi, peate veenduma, et vorm on õigesti paigaldatud ja määrimisaste. Liigne määrdeaine võib põhjustada metalli pritsimist. Selle vältimiseks peaks valulaua piirkonnas olema huul. Sulatuskoda on kohustatud töötama nahast, presendist või vildist kaitsepõlles. Valuplokid tuleks vormidest eemaldada ja jahutada asbestikindaid kasutades. Metallide sulatamiseks saate ehitada statsionaarse ahju.
Sellise ahju loomiseks oleks kohane kasutada iidsete valukodade kogemusi: metallurgid alustasid suhteliselt lihtsate tehnikatega. Neid tehnikaid kasutati seejärel tuhandeid aastaid enamikus Vana Maailma piirkondades ja mõnes osas kasutatakse neid tänapäevani. Kõige iidsemad ahjud koosnesid sageli lihtsast süvendist, mis oli vooderdatud vertikaalselt asetatud plaatidega. Sulatusahjud olid ilmselt üsna mitmekesised, kuid neid on väga-väga raske rekonstrueerida. Fakt on see, et kõik need seadmed ehitati peamiselt üheks sulatamiseks ja lagunesid seejärel sulatatud metalli eraldamiseks. Arheoloogia ei saa meile selles küsimuses palju öelda. Etnograafia annab palju rohkem materjali.
Tõenäoliselt kirjutab Bryant ühe primitiivsema zuulude kasutatud ahjude konstruktsiooni kohta: „... Küsisime eakatelt põliselanikelt, kes lapsena pidid seda protsessi näinud olema, kuid neil olid sellest vaid väga hägused mälestused. viidi läbi spetsiaalses kohas , majast ja sepikojast eemal Maasse kaevati madal auk, mille põhja asetati umbes 50 cm läbimõõduga savikauss, mille peale valati söekiht. kauss ja söe peale valati killustiku suuruseks purustatud rauamaagi kiht.Maaki ja kivisütt valati kihiti, kuni ei saadud piisavalt kõrget hunnikut, mis kaeti viimase pealispinnaga. söekiht.Düüsi ots pandi alumise söekihi alla ja hakati õhku sisse pumbama.Aegamisi sulas maagis olev metall, voolas alla ja kogunes kaevu põhjas olevasse kaussi.Räbu ja metalli pinnale kogunenud katlakivi eemaldati, katlakivi kanti üle muudesse vormidesse, mis olid varem tahkesse pinnasesse kaevatud.
Teine oluline sulatamise komponent oli muidugi kütus – puusüsi. Poolkõrbe- ja kõrbealadel oli kütuse ammutamine üsna keeruline probleem. Seetõttu sai suuremahuline metallurgiatootmine tekkida ainult rohke taimestikuga aladel. Süsi valmistati spetsiaalselt - mitte iga puu ei sobinud selle jaoks ja see muutus väga vastutustundlikuks toiminguks. Aristotelese õpilane ja järeltulija, silmapaistev Vana-Kreeka botaanik Theorastus (370-285 eKr) pühendas oma fundamentaalses “Taimede uurimises” söele erilise osa: “Parimad söed saadakse näiteks kõige tihedamatest kivimitest... tamm ja maasikapuu.Nende puude söed on väga kõvad: seetõttu põlevad nad väga kaua ja annavad soojust rohkem kui kõik teised söed.Seetõttu kasutatakse neid hõbedakaevandustes maagi sulatamiseks...Söe puit peab olema toorelt.Parimad söed saadakse puudelt siis, kui need on pooris endas ja eriti kui nende latv on ära lõigatud: sellistel puudel on nende tihedus, mullaaine ja niiskuse hulk ühtlases vahekorras... Söe põletamiseks valitakse välja ja lõigatakse sirged ja siledad palgid, sest "Süütamisel tuleb need võimalikult tihedalt laduda. Kui kogu "pliit" on ümberringi kaetud, süüdatakse puit järk-järgult ja segatakse postidega."
Tähelepanuväärne on aruande koostamise hoolsus ja see, et eriti rõhutatakse surnud puude puudumist maharaiutud hulgas. Tõenäoliselt olid kõige varasemad ahjud ilma sundtõmbeta. Kuumust õhutas tuul, nii et need ehitati tavaliselt mägede tippu. Plahvatuse tugevust reguleeriti kiviplaatidega, mida kasutati tule blokeerimiseks või veidi avamiseks. Sundpuhumine oli loomulikult samm edasi metallurgiatehnoloogias. Õhku pumbati lõõtsa abil, mida leidub küla sepikodades ka tänapäeval. Neid oli väga erineva kujundusega.
Ühte sellist tüüpi karusnahku, mida eelmisel sajandil India metallurgid kasutasid, kirjeldab John Percy: "Nad võtavad kitse või hirve naha, mis eemaldatakse loomalt nii, et sellest jääb ainult tagumine osa. lõigatud.Säärtele vastavad augud õmmeldakse kinni ja kaelaauku seotakse bambus.otsik.Saba lõigatakse pikisuunas ja ainult selle pilu nurgad õmmeldakse kokku nii saadakse üsna kitsas ja pikk pilu , mis teenib õhu voolamist karusnahasse. Väljaspool on selle pilu äärte külge tihedalt kinnitatud bambuskepid, mille abil on mugav neid avada ja sulgeda "Seega toimib see vahe ventiilina . Nahka tugevalt või või hapupiimaga hõõrudes antakse sellele õige pehmus. Iga pliidi juurde on kohandatud vähemalt kaks lõõtsa, mida juhib üks inimene."

Nõukogude arheoloog Ya. I. Sunchugashev, kes töötas Tuva iidsetes vasesulatustes, avastas algupärase disainiga ahju, mis pärineb varasest rauaajast. Kiviplaadile asetati pott kivisöest ja maagist koosneva “kihikoogiga”. Ahju alla paigaldasid sulatajad lisatulekambri, mis tagas ahju kütmise. Seal anti plahvatus. Tõenäoliselt demonteeriti iga kord ainult ahju ülemist osa: pott lõhestati ja sellest eemaldati mullvase valuplokk. See valuplokk oli alati ühepoolse läätse kujuga, see tähendab, et see kordas poti kuju. Vask sulab temperatuuril 1083°C. Seetõttu pidi vase valuploki saamiseks sulatusseade saavutama vähemalt selle temperatuuri.
Näiteks Coghleni tehtud katses selline valuplokk ei õnnestunud, sest temperatuur osutus ebapiisavaks. Vask oli rohkem nagu käsn. Metallurgiline sepik leiutati palju hiljem - ilmselt mitte varem kui Rooma ajal. Metallurgilise piiri põhimõte jäi siin samaks, kuid kogu konstruktsiooni iga kord lahti ei võetud. Sulanud vask kas vabastati ahju koldest või eemaldati pärast jahutamist koos räbuga. Sepikoja viimane versioon oli primitiivsem. Juhuks, kui käsitöölisel kaevuril peaks kusagilt Siberi avarustest otsimise tagajärjel tekkinud vasemaakide hulgast blister vaske sulatama, annab ülalmainitud raamatu sama autor järgmised soovitused. Vase sulatamine on kõige lihtsam oksüdeeritud maagi mineraalidest, kuid selliste maardlad on tavaliselt õhukesed ja üsna haruldased. Levinumad vasksulfiidmineraalid sisaldavad palju väävlit. Mullvase saamiseks tuleb väävel eemaldada.
Kuum süsinikdioksiid, mis röövis nii edukalt vasest hapnikku oksüdeeritud mineraalides, osutus jõuetuks, et röövida sellelt väävlit sulfiidides. Tekkis vajadus kasutada uusi, keerukamaid metallurgilise töötlemise meetodeid. Vaskpüriitide metallurgilise töötlemise suurim raskus seisneb selles, et vask ja väävel on lähimad keemilised sugulased. Looduses pole peaaegu ühtegi reaktiivi, mis võiks väävlit enda külge meelitada rohkem kui vaske ja vastavalt neid eraldada. Seetõttu on kalkopüriidist vase sulatamise protsess pikk. Vase väävli mineraalidest vase sulatamiseks oli vaja teha vähemalt kolm järjestikust toimingut, millest igaüks taotles sama eesmärki: vähendada väävli hulka vaheproduktis ja suurendada vasesisaldust. Metallurgiaajaloolaste õnneks kirjeldati Indias 1831. aastal väga primitiivset kalkopüriidi sulatamist, mis kulges mõnevõrra erinevalt. Maak põletati väikeses hunnikus, kus sõnnik oli kütuseks. See röstimine kestis õhtust hommikuni, kuni röstitud maak punastas. Tõenäoliselt on see sellise protsessi vanim ja muide kõige konservatiivsem tüüp, kuna seda kasutati meie sajandi alguses laialdaselt isegi Euroopa riikides, muutusid ainult põletatud maagihunnikud. suurem. Sel viisil saadud blistervask sisaldas alati märkimisväärsel hulgal lisandeid ja eelkõige rauda.
Möödunud ja praegustel sajanditel tuli mullvaske ikka veel rafineerida ehk puhastada. Umbes 100 aastat tagasi puhuti töötlemata sulavaske oksüdeerimiseks õhu või hapnikuga. Siis “õrriti” seda puupulkadega nii, et vask läks keema ja suurem osa lisanditest läks räbu sisse. Liigne väävel väljus koos suitsuga ja maak oli osaliselt oksüdeerunud. Põlemine tohututes hunnikutes jätkus mitu nädalat. Näiteks 19.-20. sajandil kulus kuhja täielikuks põletamiseks poolteist kuni kolm kuud. Alles pärast seda sulatati röstitud maak “vaskkiviks” – matiks. Ja kolmas operatsioon oli mati ümbersulatamine ilma vahepealse põletamiseta blistervaseks. Lisandite paremaks räbutamiseks lisati sulatuslaengule räbustid (lubjakivi või kvartsiit).
Määrake oma ahju vajalik suurus. Väikeste, alla 1–2 kilogrammi kaaluvate esemete, näiteks käsitemplite jms valamisel piisab 30 cm (12 tolli) sulatuskambrist koos 1-liitrise tiigliga.
Valige materjalid, mis taluvad teie ahjus tekkivaid temperatuure. Meie näites kasutame kütusena sütt, kuna see on saadaval ja odav. Selle põlemistemperatuur (kütteväärtus) õhuvoolus on umbes 1250 kraadi Celsiuse järgi. Samal ajal ületab söe põlemistemperatuur õhuvoolus 1650 kraadi Celsiuse järgi, mistõttu süsi sobib paremini kergesti ligipääsetavatest konstruktsioonimaterjalidest kokkupandud sulatusahju kütuseks - peale puhutud söe leegis sulab ju isegi teras. õhuga. Sulatuskambri valmistamiseks kasutame 14-gabariidilisi tsingitud teraslehti.
Tehke oma materjalist kaks silindrit. Pildil on umbes 30 sentimeetri (12 tolli) kõrgused lehtmaterjalist valtsitud silindrid, kuigi alumiiniumi saab kergesti sulatada värvipurkidesse või metallist prügikastidesse. Kuid sellised ebausaldusväärsed mahutid muutuvad pärast mitut kütmist kasutuskõlbmatuks, nii et parem on vähese vaevaga teha töökindlam anum, mis peab vastu teie kavandatud kuumutustele.
- Sisemine silinder peaks olema piisavalt suur, et mahutada teie sulatustiigel, jättes tiigli ümber ruumi kütusele; see peaks olema ka piisavalt sügav, et saaksite selle silindri koos tiigliga kaanega katta, nagu allpool kirjeldatud. 20 sentimeetri (8 tolli) läbimõõduga tiigel vajab kambrit läbimõõduga 36 sentimeetrit (14 tolli) ja kui tiigli sügavus on samuti 20 sentimeetrit (8 tolli), siis peab kambri kõrgus olema vähemalt 30 sentimeetrit (12 tolli).
- Kambri välissein (suurem silinder) on mõeldud lisaturvalisuse tagamiseks siseseina sulamise korral, samuti sisekambri paremaks isoleerimiseks. Välise kambri läbimõõt peaks olema 10 cm (4 tolli) suurem ja vähemalt 5–10 cm (mitu tolli) kõrgem kui sisemine kamber. Ülaltoodud diagrammi järgi on välissilindri läbimõõt 41 cm (16 tolli) ja kõrgus 41-46 cm (16-18 tolli).
Kinnitage välimine silinder metallist põhja külge. Seda saab teha keevitamise või kruvimise teel. Kui põhja suurus on oluliselt suurem kui silindri läbimõõt, muudab see konstruktsiooni stabiilsemaks ja turvalisemaks.
Asetage välimise silindri põhi tulekindlatele tellistele, veendudes, et see on võimalikult stabiilne. Need kuumakindlad tellised toetavad teie ahju sulamise ajal ja isoleerivad selle kuuma põhja.
Sisestage sisemine silinder välimisse, veendudes, et see sobib täpselt keskele. Silindrite seinte vahelise ruumi saab täita tulekindla lubimördi või kuiva liivaga, mis annab konstruktsioonile O suurem stabiilsus; silindrid saab lihtsalt metallkiiludega üksteise suhtes kinnitada.
Puurige või lõigake umbes 6 cm (2 1/4 tolli) läbimõõduga auk põhja lähedal asuvatesse välis- ja sisesilindritesse, kaldu sisse- ja ülespoole, et õhk saaks vabalt tiiglisse voolata, varustades põleva kütuse hapnikuga.
Lõigake metalltoru läbimõõduga 6 cm ja pikkusega pool meetrit või rohkem (sobib õhukese seinaga metalltoru juhtmete jaoks) - see on mõeldud õhu varustamiseks sulatuskambrisse; keevitage see välimise silindri ava külge või kinnitage see kruvidega.
Lõika lehtmetallist ring, mis on piisavalt suur, et kambri ülemine osa täielikult katta. Lõigake sellesse ringi 15x15 cm (6x6 tolli) auk, et õhk saaks vabalt ringelda ja tiiglisse metalli lisada; lõigatud tükk toimib kaanena. Mugavuse huvides saab kaane ketiga kinnitada ahju välisseinale ning kaanele kinnitada ka käepide.
Tee tiigel (sulatuspott). Võite kasutada sobivat metallist silindrit vanast termosest või roostevabast terasest pada. Et sulametalli saaks tiiglist välja valada, kinnitage sellele terasest käepide, mis ulatuks sulatuskambri ülaosast välja.
Ühendage puhur korpuse põhja lähedale varem paigaldatud metalltoruga. Võite kasutada vana fööni või väikese võimsusega lehepuhurit, kinnitades need teibiga toru külge. Kui teil pole fööni ega masinat, sobib iga seade, mis tagab vajaliku õhuvoolu läbi toru. Kuid pidage meeles, et liiga suur õhuvool võib põhjustada söe intensiivset ja kiiret põlemist ning ebapiisav õhuvool pärsib põlemist ega taga teile vajalikku temperatuuri.