Soonte freesimine – kuidas toimingut efektiivselt sooritada? Õla ja pilu freesimine Läbi kiiluava freesimise
Õla ja soonte freesimine
TO kategooria:
Freesitööd
Õla ja soonte freesimine
Eest on süvend, mis on piiratud kahe üksteisega risti oleva tasandiga, mis moodustavad astme. Osal võib olla üks, kaks või enam serva. Soon on detaili süvend, mida piiravad tasapinnad või vormitud pinnad. Sõltuvalt süvendi kujust jagunevad sooned ristkülikukujulisteks, T-kujulisteks ja kujulisteks. Mis tahes profiili sooned võivad olla läbivad, avatud või väljapääsuga ja suletud.
Õlgade ja soonte töötlemine on üks freespinkidel tehtavaid toiminguid. Freesitud õlgadele ja soontele kehtivad erinevad tehnilised nõuded olenevalt otstarbest, seeriatoodangust, mõõtmete täpsusest, asukoha täpsusest ja pinnakaredusest. Kõik need nõuded määravad töötlemismeetodi.
Õlgade ja soonte freesimine toimub ketasotsfreesidega, samuti ketaslõikurite komplektiga. Lisaks saab õlgasid freesida otsafreesidega.
Õlakeste ja soonte freesimine ketaslõikuritega. Ketaslõikurid on mõeldud tasapindade, õlgade ja soonte töötlemiseks. Ketaslõikuritel eristatakse tahkeid ja sisestatud hambaid. Täisketaslõikurid jagunevad piludega (ST SEV 573-77), soonega tagaküljega (GOST 8543-71), kolmepoolseteks sirgete hammastega (GOST 3755-78), kolmepoolseteks mitmesuunaliste väikeste ja tavaliste hammastega. Sisehammastega freesid on valmistatud kolmepoolsed (GOST 1669-78). Ketassoonte lõikuritel on hambad ainult silindrilisel osal, neid kasutatakse madalate soonte freesimiseks. Peamine ketaslõikurite tüüp on kolmepoolsed. Nende silindrilisel pinnal ja mõlemas otsas on hambad. Neid kasutatakse servade ja sügavamate soonte töötlemiseks. Need tagavad soone või õla külgseinte kõrgema karedusklassi. Lõiketingimuste parandamiseks on kolmepoolsed ketaslõikurid varustatud kaldhammastega, mille soone suund on vahelduv, st ühel hambal on parempoolne ja teisel külgnev vasakpoolne suund. Seetõttu nimetatakse selliseid lõikureid mitmesuunalisteks: Tänu hammaste vahelduvale kaldele on parema ja vasaku hamba lõikejõu aksiaalsed komponendid omavahel tasakaalus. Nendel lõikuritel on hambad mõlemas otsas. Kolmepoolsete ketaslõikurite peamine puudus on laiuse vähenemine pärast esimest ümberlihvimist mööda otsa. Reguleeritavate lõikurite kasutamisel, mis koosnevad kahest sama paksusest poolest kattuvate hammastega pesas, on pärast ümberlihvimist võimalik taastada algne suurus. See saavutatakse sobiva paksusega vasest või messingist fooliumist vahetükkide abil, mis asetatakse lõikurite vahele olevasse pesasse.

Riis. 1. Äärised

Riis. 2. Soonte tüübid kuju järgi

Riis. 3. Luugid: läbivad, väljapääsuga ja suletud
Kõvasulamist plaatidega sisestusnugadega ketaslõikurid on kolmepoolsed (GOST 5348-69) ja kahepoolsed. Kolmepoolseid ketaslõikureid kasutatakse soonte freesimiseks, kahepoolseid aga õlgade ja tasapindade freesimiseks. Sisestamisnoad kinnitatakse mõlemat tüüpi lõikurite korpusesse, kasutades aksiaalset lainetust ja 5° nurgaga kiilu. Selle sisestusnugade kinnitamise meetodi eeliseks on võime kompenseerida kulumist ja taaslihvimise käigus eemaldatud kihti. Suuruse taastamine läbimõõdus saavutatakse nugade ümberpaigutamise teel ühe või mitme lainetuse võrra ja laiuse osas - nugade vastavalt pikendamisega. Kolmepoolsetel lõikuritel on vahelduva kaldega noad 10° nurgaga, kahepoolsete puhul - ühes suunas 10° kaldenurgaga (parem- ja vasaklõikelõikuritel).
Kolmepoolsete karbiidsisustustega ketaslõikurite kasutamine annab suurima tootlikkuse soonte ja õlgade töötlemisel. Ketaslõikur "hoiab" suurust paremini kui otsalõikur.
Ketaslõikurite tüübi ja suuruse valimine. Ketaslõikuri tüüp ja suurus valitakse sõltuvalt töödeldavate pindade suurusest ja tooriku materjalist. Antud töötlemistingimuste jaoks valitakse lõikuri tüüp, lõikeosa materjal ja peamised mõõtmed - B, D, d ja z. Kergesti töödeldavate materjalide ja keskmise töötlemisraskusega ja suure freesimissügavusega materjalide freesimiseks kasutatakse tavaliste suurte hammastega lõikureid. Raskesti lõigatavate materjalide töötlemisel ja väikese lõikesügavusega freesimisel on soovitatav kasutada tavaliste ja peenete hammastega lõikureid.
Lõikuri läbimõõt tuleks valida võimalikult väike, sest mida väiksem on lõikuri läbimõõt, seda suurem on selle jäikus ja vibratsioonikindlus. Lisaks suureneb läbimõõdu suurenedes selle vastupidavus.

Riis. 4. Ketaslõikurite läbimõõdu valimine
Joonisel fig. 5, a, b kujutab detaili kahe õla freesimise skeemi. Õlgade freesimine ketaslõikuritega, nagu eespool mainitud, toimub tavaliselt kahepoolse ketaslõikuriga. Kuid meie puhul peaksime valima kolmepoolse ketaslõikuri, kuna peame töötlema ühe õla mõlemal küljel kordamööda.

Riis. 5. Õla freesimine ketaslõikuriga
Masina seadistamine ristkülikukujuliste soonte freesimiseks ketaslõikurite abil. Õlgade freesimisel ei sõltu õla laiuse täpsus lõikuri laiusest. Täidetud peab olema ainult üks tingimus: lõikuri laius peab olema suurem kui õla laius (võimalusel mitte rohkem kui 3-5 mm).
Ristkülikukujuliste soonte freesimisel peaks ketaslõikuri laius olema võrdne freesitava soone laiusega juhul, kui otsahammaste väljavool on null. Kui lõikehammas on välja jooksnud, on sellise lõikuriga freesitud soone suurus vastavalt suurem kui lõikuri laius. Seda tuleks meeles pidada, eriti täpse laiusega soonte töötlemisel.
Lõikesügavust saab seadistada vastavalt märgistusele. Märgistusjoonte selgeks esiletõstmiseks värvitakse toorik eelnevalt kriidilahusega ja pinnakirjutaja poolt keskstantsiga tõmmatud joonele kantakse süvendid (südamikud). Lõikesügavuse seadistamine mööda märgistusjoont toimub proovikäikudega. Samal ajal veenduge, et lõikur lõikab keskmisest august ainult pooled süvendid.
Masina seadistamisel soonte töötlemiseks on väga oluline lõikuri õige asend töödeldava tooriku suhtes. Kui toorik paigaldatakse spetsiaalsesse seadmesse, määrab selle asukoha lõikuri suhtes seade ise.
Lõikurite täpne paigaldamine etteantud sügavusele toimub seadmes toodud spetsiaalsete seadistuste või mõõtmete abil. Joonisel fig. Joonisel 6 on kujutatud skeeme lõikurite paigaldamiseks seadistuste abil mõõtu. Mõõde 1 on karastatud terasplaat (joonis 6, a) või ruut (joonis 6, b, c), mis on kinnitatud seadme korpuse külge. Komplekti ja lõikehamba lõikeserva vahele asetatakse 3-5 mm paksune mõõtesond, et vältida lõikehamba kokkupuudet komplekti kõvastunud pinnaga. Kui sama pinna töötlemine toimub kahe käiguga (karestamine ja viimistlemine), siis kasutatakse sama suurusega lõikurite paigaldamiseks erineva paksusega sonde.
Õlakeste ja soonte freesimine ketaslõikurite komplektiga. Ühesuguste osade partii töötlemisel saab lõikurite komplekti abil üheaegselt freesida kahe õla, kahe või enama soone. Õlgade ja soonte vahelise vajaliku kauguse saavutamiseks asetatakse lõikurite vahel olevale tornile vastav kinnitusrõngaste komplekt.
Toorikute töötlemisel lõikurite komplektiga paigaldatakse üks lõikur vastavalt mõõtmetele, kuna komplekti suhteline asend tornil saavutatakse kinnitusrõngaste valimisel. Etteantud suurusega lõikurite paigaldamisel kasutavad nad spetsiaalseid paigaldusmalle. Lõikurite täpseks paigaldamiseks kasutatakse tasapinnalisi paralleelseid otsaplokke ja indikaatorpiire. Joonisel fig. Joonisel 7 on kujutatud indikaatorpeatuste paigutuse skeem horisontaalsel freespingil lõikurite täpseks paigaldamiseks laua põiki- ja vertikaalliikumise ajal. Sellist seadet kasutades saate kiirendatud liikumisega lauda etteantud koguse võrra tõsta ja langetada, kartmata loendamisel viga teha.
Õlgade ja soonte töötlemise teostatavuse lõikurite komplektiga saab kindlaks teha, võttes aluseks ühe detaili kulutatud koguaja (arvutusaja) soonte töötlemise võrreldavate võimaluste jaoks.
Õlgade ja soonte freesimine otsafreesidega. Õlad ja sooned saab töödelda otsfreesidega vertikaal- ja horisontaalfreespinkidel. Otsfreesid (GOST 17026-71*) on mõeldud tasapindade, õlgade ja soonte töötlemiseks. Neid toodetakse silindriliste ja kooniliste varredega. Otsfreesid on valmistatud tavaliste ja suurte hammastega. Tavaliste hammastega freese kasutatakse õlgade ja soonte pool- ja viimistlustöötluseks. Karestamiseks kasutatakse suurte hammastega veskeid.
Tagahammastega töötlemisfreesid (GOST 4675-71) on ette nähtud valamisel ja sepistamisel saadud toorikute töötlemata töötlemiseks.
Karbiidist otsafreese (GOST 20533-75-20539-75) valmistatakse kahte tüüpi: varustatud karbiidkroonidega läbimõõduga 10-20 mm ja kruviplaatidega (läbimõõduga 16-50 mm).
Riis. 6. Freesiseadmete paigaldamine
Praegu toodavad tööriistatehased 3-10 mm läbimõõduga täiskarbiidist otsafreese ja terasest koonilise varre sisse joodetud täiskarbiidist tööosaga otsfreese. Lõikurite läbimõõt on 14-18 mm, hammaste arv kolm. Karbiidist lõikurite kasutamine on eriti tõhus karastatud ja raskesti lõigatavast terasest valmistatud detailide soonte ja õlgade töötlemisel.
Soonte laiuse täpsus mõõteriistadega, näiteks ketas- ja otsfreesidega töötlemisel sõltub suuresti kasutatavate lõikurite täpsusest, samuti freespinkide täpsusest, jäikusest ja lõikuri läbilöögist pärast kinnitus spindlisse. Mõõteriista puuduseks on selle nimisuuruse kaotus kulumise tõttu ja pärast lihvimist. Otsfreeside puhul moondub pärast esimest ümberlihvimist mööda silindrilist pinda läbimõõdu suurust ja need osutuvad soone täpse laiuse saamiseks ebasobivaks.
Soone laiuse täpse suuruse saate, kui töötlete seda kahe käiguga: karestamine ja viimistlemine. Viimistlemise ajal kalibreerib lõikur soone ainult laiuses, säilitades selle suuruse pikka aega.
Viimasel ajal on ilmunud otsafreeside kinnitamiseks padrunid, mis võimaldavad paigaldada reguleeritava ekstsentrilisusega, st reguleeritava väljajooksuga lõikuri. Joonisel fig. Joonisel 8 on kujutatud Leningradi tööpinkide ühingus kasutatud tsangpadrun. Y. M. Sverdlova. Padruni korpuses olev auk puuritakse selle varre suhtes ekstsentriliselt 0,3 mm võrra. Sellesse auku sisestatakse sisediameetri suhtes sama ekstsentrilisusega tangide hülss. Puks kinnitatakse korpuse külge kahe poldiga. Hülsi mutriga keerates ja polte pisut lahti keerates toimub lõikuri läbimõõdu tingimuslik suurenemine (üks jaotus jäseme kohta vastab lõikuri läbimõõdu suurenemisele 0,04 mm võrra).
Otsfreesiga soonte töötlemisel tuleb laastud suunata mööda spiraalset soont ülespoole, et need ei rikuks töödeldud pinda ega põhjustaks lõikehamba purunemist. See on võimalik juhul, kui spiraalse soone suund langeb kokku lõikuri pöörlemissuunaga, st kui need on samas suunas. Lõikejõu Px aksiaalne komponent on aga suunatud allapoole, et lükata lõikur spindli pesast välja. Seetõttu peab soonte töötlemisel lõikur olema kindlamalt kinnitatud kui otsfreesiga avatud tasapinna töötlemisel. Lõikuri ja spiraalse soone pöörlemissuund, nagu ka esi- ja silindriliste lõikuritega töötlemisel, peaks olema vastupidine, kuna sel juhul on lõikejõu aksiaalne komponent suunatud spindli pesa poole ja kipub pingutama. torn koos lõikuriga spindli pesasse.

Riis. 8. Padrun standardsete lõikuritega mõõtesoonte freesimiseks

Riis. 9. Kaldtasandi freesimine kruustangis

Riis. 10. Kehaosa süvendi freesimine
Muud tüüpi tööd, mida teostavad otsafreesid. Lisaks õlgade ja soonte töötlemisele kasutatakse otsafreese ka muude vertikaal- ja horisontaalfreespinkide tööde tegemiseks.
Otsfreese kasutatakse avatud tasapindade töötlemiseks: vertikaalne, horisontaalne ja kaldpind. Joonisel fig. Joonisel 9 on kujutatud kaldtasandi freesimist universaalkruustangus. Otsfreesidega tasapindade töötlemise tehnikad ei erine õlgade ja soonte töötlemise tehnikatest. Otsfreesidega saab töödelda erinevaid süvendeid (pesasid). Joonisel fig. Joonisel 10 on näidatud õõnsuse freesimine otsafreesi abil. Tooriku süvendite freesimine toimub vastavalt märgistustele. Mugavam on esmalt teha süvendi kontuuri eelfreesimine (ilma märgistusjoonteni jõudmata) ja seejärel kontuuri lõplik freesimine.
Juhtudel, kui on vaja freesida akent, mitte süvendit, tuleb töödeldava detaili alla asetada vastav tugi, et mitte kahjustada kruustangit, kui otsfrees välja tuleb.
Otsafreesiga freesõlad. Õlgmeid saab freesida nii vertikaal- kui ka horisontaalfreespinkidel. Sümmeetriliselt paiknevate õlgadega detaile saab töödelda, kinnitades toorikud kahe asendiga pöördlaudadesse. Pärast esimese õla freesimist pööratakse kinnitust 180° ja asetatakse teise õla freesimiseks teise asendisse.
TO kategooria:
Freesitööd
Võllide kiiluavade freesimine
Võtmega ühendused on masinaehituses väga levinud. Need võivad olla prisma-, segment-, kiilu- ja muude võtmesektsioonidega. Võlli tööjoonised peavad sisaldama sulgvõtmega võlli ja segmendivõtmega võlli mõõtmeid.
Kiiluaugud jagunevad läbivateks, avatud (väljapääsuga) ja suletud. Kiviavade freesimine on väga vastutusrikas tegevus. Võlliga ühendatud osade sobivuse olemus sõltub võtmeava täpsusest. Freesitud võtmeavadele kehtivad ranged tehnilised nõuded. Kiilusoonte laius tuleb teha 2. või 3. täpsusklassi järgi: kiilusoonte sügavus tuleb teha vastavalt 5. täpsusklassile; Võtme soone pikkus on vastavalt 8. täpsusklassile. Nende nõuete täitmata jätmine võtmeavade freesimisel toob kaasa töömahukad paigaldustööd monteerimise ajal – võtmete või muude omavahel ühendatud osade saagimine.
Lisaks ülaltoodud nõuetele on võtmeava täpsuse osas nõue ka selle asukoha täpsuse ja pinnakareduse kohta. Kiiluava külgpinnad peavad asuma sümmeetriliselt võlli telge läbiva tasapinna suhtes; Külgseinte pinnakaredus peaks jääma 5. karedusklassi piiresse, mõnikord ka kõrgem.
Võrreldes lõikurite tolerantse kiiluava suuruse tolerantsidega, võib veenduda, et mõõteriistadega masinatel on nõutava täpsusega soone tegemine keeruline. Võtame näiteks soone laiusega 12psh
Praktika näitab, et võtmeava töötlemiseks tuleb hoolikalt valida soon, mis mahub PN tolerantsivälja. lõikurid ja sooritada testi läbimised. Seeria- ja masstootmises kipuvad nad võimalusel asendama võtmega ühendused splindiga ühendustega.
Ketassoonte lõikurid (ST SEV 573-77) on mõeldud madalate soonte freesimiseks. Neil on hambad ainult silindrilisel osal.
Soonte töötlemiseks on ette nähtud ka GOST 8543-71 järgi tagatud soonte lõikurid. Neid teritatakse ainult esipinnal. Nende lõikurite eeliseks on see, et nad ei kaota pärast lihvimist oma laiust. Need on saadaval läbimõõduga 50–100 mm, 4–16 mm.
Võtmelõikurid vastavalt standardile GOST 9140-78 kasutatakse kiiluavade freesimiseks ning need on valmistatud silindrilise ja koonilise varrega. Võtmelõikuritel on kaks otsalõikega lõikehammast
ühised servad, mis teostavad peamist lõiketööd. Lõikuri lõikeservad ei ole suunatud väljapoole, nagu puur, vaid tööriista korpusesse. Sellised lõikurid võivad töötada aksiaalse etteandega (nagu puur) ja pikisuunalise etteandega. Lõikurite ümberteritamine toimub piki otsahambaid, mille tulemusena jääb lõikuri läbimõõt praktiliselt muutumatuks. See on väga oluline soonte töötlemiseks.
Silindrilise varrega freesid on valmistatud läbimõõduga 2 kuni 20 mm, koonilise varrega - 16 kuni 40 mm. Praegu toodavad tööriistatehased VK8 sulamist täiskarbiidist võtmelõikureid, mille läbimõõt on 3, 4, 6, 8 ja 10 mm ja mille spiraaltoru nurk on 20°. Neid lõikureid kasutatakse peamiselt karastatud teraste ja raskesti lõigatavate materjalide töötlemiseks. Nende lõikurite kasutamine võimaldab tõsta tööviljakust 2-3 korda ja tõsta töödeldud pinna karedusklassi.
Varrelõikurid segmendivõtmete pilude jaoks vastavalt standardile GOST 6648-68* on ette nähtud kõigi 4-5 mm läbimõõduga segmendivõtmete pilude freesimiseks.
GOST 6648-68* kohased monteeritud lõikurid segmendivõtmete soonte jaoks on ette nähtud kõigi 55-80 mm läbimõõduga segmentvõtmete soonte freesimiseks.
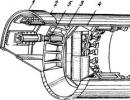
Toorikute kinnitamine. Võlli toorikud kiiluavade ja nende sisse freesimiseks on mugavalt kinnitatud prismadesse. Lühikeste toorikute jaoks piisab ühest prismast. Pikema võlli pikkuse korral on toorik paigaldatud kahele prismale. Prisma õige asetuse masinalaual tagab prisma põhjas olev tihvt, mis sobib laua soonde, nagu on näidatud parempoolsel joonisel. Võllid on kinnitatud klambritega. Võlli läbipainde vältimiseks kinnitamisel on vaja tagada, et klambrid toetuksid prismade kohal olevale võllile. Klambrite alla tuleks asetada õhuke vasest või messingist tihend, et mitte kahjustada võlli lõplikku töödeldud silindrilist pinda. Joonisel fig. Joonisel 4 on kujutatud kruustang võllide kinnitamiseks. Kruustangu saab kinnitada lauale kas joonisel näidatud asendisse või seda saab pöörata 90°. Seetõttu sobivad need võllide kinnitamiseks nii horisontaal- kui ka vertikaalfreespinkidel. Võll on paigaldatud silindrilise pinnaga prismale ja kui käsiratas pöörleb, kinnitatakse see sõrmede ümber pöörlevate lõugadega. Prisma saab paigaldada suurema läbimõõduga võlli teisele küljele asuvasse kruustangisse. Piirikut kasutatakse võlli seadistamiseks selle pikkuses.

Riis. 1. Kiilusoontega võll

Riis. 2. Kiiluava ja lõikuri tolerantsiväljade paigutus

Riis. 3. Võlli kinnitamine oismidele

Riis. 4. Kruustang võllide kinnitamiseks
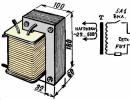
Joonisel fig. Joonisel 5 on kujutatud püsimagnetiga magnetprisma. Prisma korpus koosneb kahest osast, mille vahele on asetatud baariumoksiidi magnet. Rulli kinnitamiseks keerake lihtsalt lüliti käepidet 90°. Pingutusjõud on täiesti piisav rullikutel olevate võtmeavade, tasapindade jms freesimiseks.. Samaaegselt detaili kinnitamisega tõmmatakse prisma masinalaua tugipinnale.
Freesimine läbi võtmeavade. Kiilusooned freesitakse pärast silindrilise pinna viimistlemist. Ketaslõikuritega töödeldakse läbivad ja lahtised sooned, millel on ümber ringi väljuv soon, mille raadius on võrdne lõikuri raadiusega. Soone laiuse ületamine lõikuri laiusega võrreldes on 0,1 mm või rohkem. Pärast ketaspilulõikurite teritamist väheneb lõikuri laius veidi, seega on lõikurite kasutamine võimalik ainult teatud piirideni, misjärel kasutatakse neid muudel töödel, kui laiuse suurus pole nii oluline.
Joonisel fig. Joonis 6 näitab tooriku ja lõikuri paigaldamist läbiva kiiluava freesimisel. Lõikuri paigaldamisel tornile tuleb jälgida, et lõikuri otsas oleks minimaalne väljavool. Toorik kinnitatakse masinakruustangis vasest või messingist lõugadega.
Õigesti paigaldatud kruustangiga ei pea sellesse kinnitatud võlli paigaldamise täpsust kontrollima. Lõikur tuleks paigaldada nii, et see asuks sümmeetriliselt võlli telge läbiva diametraalse tasapinna suhtes. Selle tingimuse täitmiseks kasutage järgmist tehnikat. Pärast lõikuri kinnitamist ja selle läbijooksu kontrollimist indikaatoriga paigaldatakse lõikur esmalt võlli diametraaltasapinnale. Täpne paigaldamine toimub ruudu ja nihikuga.
Lõikuri paigaldamiseks on vaja asetada see ristsuunas suurusele S ühe võlli kruustangu kohal väljaulatuva otsa küljelt. Kontrollige seda suurust nihikuga. Seejärel asetage võlli teisele küljele ruut, nagu on näidatud joonisel fig. 7 punktiirjoont ja kontrollige uuesti suurust S.

Riis. 5. Magnetprisma võllide kinnitamiseks
samal ajal tõstke lauda aeglaselt, kuni see puudutab lõikurit, ja liigutage seda pikisuunas. Olles kindlaks teinud lõikuri kokkupuute hetke võlliga, liigutage laud lõikuri alt eemale. Lülitage masin välja ja pöörake vertikaalset etteandekäepidet, et tõsta laud võtmeava sügavusele.
Suletud võtmeavade freesimine. Suletud võtmeavade freesimist saab teha horisontaalfreespinkidel. Võlli kinnitamiseks kasutage spetsiaalseid isetsentreeruvaid kruustange või prismasid. Alates freesimispaigaldusest vastavalt joonisele fig. 9, kuid erineb paigaldusest joonisel fig. 9, b ainult spindli asukoha järgi, analüüsime ainult horisontaalfreespinki võtmeava freesimise järjekorda.

Riis. 9. Suletud võtmeavade freesimine
Teine võimalus ("bullseye") võtmega või otsafreesi paigaldamiseks lõikuri diametraaltasapinnale on järgmine. Võll asetatakse lõikuri suhtes võimalikult täpselt (silma järgi) ja pöörlev lõikur viiakse aeglaselt töödeldava võlliga kokku, kuni võlli pinnale ilmub vaevumärgatav lõikuri jälg. Kui see märk saadakse täisringi kujul, tähendab see, et lõikur asub võlli diametraaltasandil. Kui märgil on mittetäieliku ringi kuju, siis on vaja tabelit liigutada.
Seadistamine soone sügavusele. Töödeldav võll, mille diametraaltasand ühtib lõikuri teljega, viiakse kokku lõikuriga. Selles laua asendis pange tähele põiki või vertikaalse etteandekruvi sihverplaadi näitu, seejärel liigutage või tõstke laud lõikesügavusele B.
Suletud võtmeavad, mis võimaldavad sobivust, freesitakse kahel viisil:
a) käsitsi lõikamine teatud sügavuse ja pikisuunalise mehaanilise ettenihkega, seejärel uuesti samale sügavusele ja pikisuunas lõikamine, kuid erinevas suunas;
b) käsitsi lõikamine kogu soone sügavusele ja edasine mehaaniline pikisuunaline etteanne. Seda meetodit kasutatakse freesimisel üle 12-14 mm läbimõõduga kiilulõikuritega.

Riis. 10. Otsveski paigaldusskeem läbimõõduga! võlli tasapind
Kiiluava laiust tuleks kontrollida gabariidi abil vastavalt joonisel näidatud tolerantsile.
Avatud võtmeavade freesimine piki ringjoont väljuva soonega, mille raadius on võrdne lõikuri raadiusega, toimub ketaslõikurite abil. Sooned, milles soon ei tohi mööda ringi raadiust väljuda, freesitakse otsa- või võtmelõikuritega.
Segmendivõtmete soonte freesimiseks kasutatakse segmendivõtmete varre või monteeritud lõikureid, mille läbimõõt peab olema võrdne soone kahekordse raadiusega. Etteanne toimub vertikaalsuunas, risti võlli teljega (joonis 11).
Võllide freesimine võtmefreespinkidel. Täpse laiusega soonte saamiseks töödeldakse spetsiaalseid pendli etteandega võtmefreespinke, mis töötavad kahe hambaga võtmelõikuritega. Selle meetodi puhul lõikab lõikur 0,2-0,4 mm ja freesib soone kogu pikkuses, seejärel lõikab uuesti samale sügavusele nagu eelmisel juhul ja freesib soone uuesti kogu pikkuses, kuid erinevas suunas. Siit pärineb ka meetodi nimi – “pendli sööt”.

Riis. 11. Segmentvõtmete võtmeavade freesimine

Riis. 12. Skeem kiilusoonte freesimiseks “pendli etteande” meetodil

Riis. 13. Soone suuruse juhtimine gabariitide abil
Freesimise lõppedes naaseb spindel automaatselt algsesse asendisse ja freespea pikisuunaline etteanne lülitatakse välja. See meetod on kõige ratsionaalsem võtmega võllide valmistamiseks seeria- ja masstootmises, kuna see annab täpse soone, mis tagab võtmega ühenduses vahetatavuse. Lisaks, kuna lõikur töötab otste lõikeservadega, on see vastupidavam, kuna see ei kulu mööda perifeeriat. Selle meetodi puuduseks on see, et see võtab oluliselt rohkem aega võrreldes ühe või kahe käiguga freesimisega.
Automaatsete võtmefreespinkide soonte freesimine mittemõõdetava tööriistaga toimub tööriista võnkuva (võnkuva) liikumisega. Reguleerides võnkevahemikku nullist vajaliku väärtuseni, on võimalik freesida kiilusoone vajaliku laiuse täpsusega.
Võnkumisega freesimisel on lõikuri laius väiksem kui töödeldava soone laius. Seega on masin MA-57 ette nähtud elektrimootori võllide lahtiste võtmeavade freesimiseks, kasutades automatiseeritud tootmises kolmepoolseid ketaslõikureid. 6D92 masin on ette nähtud suletud võtmeavade freesimiseks, kasutades mittemõõtmelisi otsfreese. Nõutav soone laius saavutatakse tänu sellele, et lõikurile antakse võnkuv liikumine pikisuunalise ettenihkega risti. Masina saab sisse ehitada automaatliini.
Soonte ja soonte mõõtmete kontroll. Soonte ja soonte mõõtmete kontrolli saab teha nii joonmõõteriistade (nooriniilad, nihiku sügavusarv) kui ka mõõteriistade abil. Universaaltööriistade abil soonte mõõtmete mõõtmine ja loendamine ei erine teiste lineaarsete mõõtmete (pikkus, laius, paksus, läbimõõt) mõõtmisest. Soone laiust saab juhtida ümmarguste ja lehtedega piirdekorgi mõõturitega. Joonisel fig. 13, a näitab soone laiuse juhtimist, arvestades suurust 20+cm mm. Sel juhul on kaliibri läbipääsu külje suurus 20,0 mm ja mitteläbilaskva külje suurus 20,1 mm.
Kiiluava asukoha sümmeetriat võlli telje suhtes juhitakse spetsiaalsete mallide ja seadmetega.
TÖÖ EESMÄRK
-
TEOREETILISED SÄTTED
Lõikerežiimide valik.
Soovitatavad lõiketingimused freesimisel on toodud tabelis. 2 ja 3. Lähtuvalt töötlemistingimustest (detaili materjal, lõikeriist, täpsus ja pinnakaredus) määratakse iga tehnoloogilise ülemineku jaoks vajalikud lõikekiirused ja ettenihked tabelina. Lõikerežiimide vahetamise abiaja vähendamiseks on soovitav, et suuremal hulgal tehnoloogilistel üleminekutel oleks samad lõikerežiimid.
Lõikekiiruse aktsepteeritud tabeliväärtuse põhjal määrame masina spindli pöörete arvu järgmise valemi abil:
![]() (1)
(1)
kus n on spindli pöörete arv, p/min
V-freesimiskiirus, m/min
Lõikuri D-läbimõõt, mm
Saadud väärtus n kohandatakse lähima passi väärtusega ja selgitatakse tegelik lõikekiirus.
| Soon või õla laius b, mm | töödeldud materjali kõvadus, NV | Töödeldud materjal | |||||
| Teras | Malm | ||||||
| Lõikesügavus t, mm | |||||||
| ≤3 | ≤5 | >5 | ≤3 | ≤5 | >5 | ||
| Terasest kiirketaslõikurid | |||||||
| - | ≤229 | 0,06-0,10 | 0,07 - 0,12 | ||||
| - | 230 -287 | 0,04 - 0,08 | 0,06 - 0,10 | ||||
| - | >287 | 0,03 - 0,06 | 0,04 - 0,08 | ||||
| Ketaslõikurid karbiidsisustustega | |||||||
| ≤229 | 0,06-0,10 | 0,07 - 0,12 | |||||
| - | 230 -287 | 0,04 - 0,08 | 0,06 - 0,10 | ||||
| - | > 287 | 0,03 - 0,06 | 0,04 - 0,08 | ||||
| Terasest kiirfreesid | |||||||
| ≤287 | 0,15 - 0,25 | 0,12 - 0,2 | 0,1 -0,15 | - | - | - | |
| ≤287 | 0,12 - 0,2 | 0,1 -0,15 | 0,08 - 0,12 | - | - | - | |
| ≤287 | 0,1 -0,15 | 0,08 - 0,1 | 0,06-0,1 | - | - | - | |
| Karbiidist sisetükkidega otsafreesid | |||||||
| ≤287 | - | - | - | 0,12-0,18 | 0,10-0,15 | 0,08-0,01 | |
| >287 | - | - | - | 0,01 - 0,15 | 0,04-0,10 | 0,05-0,08 |
| Lõiketööriista tööosa materjal | Lõikesügavus, t, mm | Lõikekiirus mm/min lõikehamba etteandmisel, mm/hammas. | ||||||||||||||
| 0,02 | 0,04 | 0,06 | 0,1 | 0,15 | 0,2 | 0,3 | 0,02 | 0,04 | 0,06 | 0,01 | 0,15 | 0,2 | 0,3 | 0,4 | ||
| Teras | Malm | |||||||||||||||
| Ketaslõikurid | ||||||||||||||||
| Kiire teras | - | - | ||||||||||||||
| Kõva sulam | 420 350 280 | 340 310 250 | 310 280 220 | 280 220 180 | 220 160 140 | 120 100 | - | 200 160 140 | 180 140 120 | 140 110 | 110 100 | 110 90 | 100 80 | - | ||
| Terasest kiirlõikurid | ||||||||||||||||
| Kiire teras | - | - | - | - | - | 40 30 22 15 | 25 18 13 | - | - | - | ||||||
| Silindrilised lõikurid | ||||||||||||||||
| Kõva sulam | 50* >50* | - | - | . | - | - | - | - | . | . |
* soone või serva laius, b
z - lõikuri hammaste arv
n - spindli pöörlemiskiirus, rpm
Saadud väärtus S M kohandatakse vastavalt passile lähima masina järgi.
LABORITÖÖDE ALGANDMED
6.1 Horisontaalse freespingi mudeli 6P80G põhiandmed:
6.2 Toorik - paralleelsete tasapindade ja nelinurkse kontuuriga, millel on täisnurgad ilma aukudeta. Osa soovitatav konstruktsioon on näidatud joonisel fig. 8. Osade materjal - keskmiselt kõva teras: teras 35 GOST 1050-88. Võimalik on malm SCh 20 GOST 1412-88. Esialgne toorik võib olla sepis (valmistatud terasest) või lihtvalu (valmistatud malmist). Lubatud - pikad kuumvaltsitud ruudukujulised sektsioonid vastavalt standardile GOST 2591-88.

Riis. 8 Töödeldava detaili kujundus.
6.3 Tegevuskaartide vormid vastavalt standardile GOST 3.1404-86, vormid 2, 2a kuni 3 ja eskiiskaardid vastavalt GOST 3.1105-84, vormid 7 ja 7a tehnoloogilise dokumentatsiooni töötlemiseks aruande lisana.
TÖÖDE TEOSTAMISE KORD
7.1. Ohutusjuhendamine.
7.2. Ettevalmistav etapp.
7.2.1 Tutvuge masina ja juhtseadiste üldise paigutusega. Nad mäletavad tööorganite liikumist, mis võivad olla peamised (töötavad) ja abistavad. Koostatakse masina üldine paigutusskeem, mis seejärel lisatakse lahutamatu osana tööaruandesse.
7.2.2 Uurida etteantud detaili valmistamise tehnoloogilist protsessi, süvenedes üksikasjalikult töö sisusse, töötlemisrežiimidesse ja lõppmõõtmete kontrolli. Joonistage töödeldava detaili eskiis.
7.2.3 Kaaluge masina seadistamisel ja konfigureerimisel töö sisu antud toimingu sooritamiseks.
7.2.4 Arvestada tehnilises protsessis nimetatud lõike- ja mõõteriistadega ning tehnoloogiliste seadmetega.
7.3 Täitev etapp.
7.3.1 Tööprotsessi kaardi abil masin seadistatakse ja konfigureeritakse.
7.3.1.1 Lõikuri paigaldamine. Esiteks kinnitatakse lõikur südamikule, seejärel kinnitatakse see komplekt spindli seest läbiva õhukese telje abil ühest otsast käigukasti ja teisest otsast riputusklambri toesse.
7.3.1.2 Seadme paigaldamine masinalauale. Tõste- ja transpordiseadme abil langetatakse pöörlev kruustang masinalauale ja kinnitatakse spetsiaalsete poltide abil, mille pead asuvad laua T-kujulistes soontes, samuti seibid ja mutrid.
7.3.1.3 Pärast masina sisselülitamist kontrollige põhiliigutusi tagavate tööosade funktsionaalsust: spindli pöörlemine, laua ja selle konsooli piki-, põiki- ja vertikaalliikumine.
7.3.1.4 Masina seadistamine seatud töörežiimile seisneb kiiruskasti hooratta seadistamises lõikuri spindli pöörlemiskiirusele ja laua etteande seadistamises etteandekasti käepideme abil.
7.3.1.5 Tooriku paigaldamine ja kinnitamine kruustangisse toimub vastavalt tööskeemis toodud tehnoloogilistele alustele.
7.3.2 Laua paigaldamine lõikuri suhtes vertikaaltasapinnale toimub katsekiibi meetodil. Selleks asetage toorik lõikuri alla, tõstke laud üles, kuni see puudutab lõikuri hambaid, seejärel nihutage see küljele. Mööda laua vertikaalset etteandeketast tõstetakse laud töötlemata freesimiseks lõikesügavuseni.
7.3.3 Laud paigaldatakse lõikuri suhtes horisontaaltasapinnale piki laua põiksuunalist etteandeketast.
7.3.4 Tehakse soone töötlemata freesimine ja masinalaud viiakse algasendisse.
7.3.5 Mõõtke täpselt saadud soone suurus ja nihutage lauda vertikaalselt ülespoole puuduoleva koguse võrra kuni määratud suuruseni (soonte sügavus).
7.3.6 Teostatakse viimistlusfreesimine ja soone pinna ja mõõtmete kontroll peale töötlemist.
7.3.7 Detaili töötlemisel kantakse töökaardi vastavatesse veergudesse tegelikud andmed lõikerežiimide, lõike- ja mõõteriistade kohta.
7.4 Teostage töö graafiline osa: tööeskiis, üksikud võtted masina seadistamisel ja seadistamisel, masina üldine paigutusskeem, tooriku eskiis.
SOONETE TÖÖTLEMINE FREERIMISEL
Freesimisprotsess on olemasolevates tehnoloogilistes protsessides üks peamisi masinaosade ja mehhanismide töötlemiseks. Freespingid lõikavad toorikuid, freesivad tasapindu, sooni, servi, töötlevad pöörlevate kehade kõveraid ja spiraalseid pindu ning lõikavad niite. Kõigist soonte töötlemise meetoditest on kõige laiemalt levinud erinevat tüüpi freesimine. Freesimist teostatakse erinevate lõikuritega: - kolme- ja kahepoolsed ketasfreesid, otsafreesid, nurgalõikurid jne Otsafreesidega freesimine tagab pinna kareduse vahemikus R a = 25 6,3 μm, selle viimistlusfreesimisega on võimalik saavutada karedus R a = 6,3 1,6 μm. Soone töötlemise täpsus vastab 8-14 täpsusastmele.
Freesimisel saab lõikeriist reeglina pöörleva liikumise ja kinnitusse kinnitatud toorik saab translatsiooni liikumise etteande suunas.
Soonte töötlemisel tuleb lisaks töödeldud pindade kvaliteedile (karedusele) tagada:
Koordineerivate mõõtmete täpsus;
Töödeldud pinna kuju täpsus (soon, serv, soon);
Töödeldava pinna asukoha täpsus detaili teiste kindlaksmääratud pindade suhtes (paralleelsus, koaksiaalsus, perpendikulaarsus).
Keskmise suurusega detailide soonte freesimine toimub horisontaal- ja vertikaalfreespinkidel.
TÖÖ EESMÄRK
Õppige välja töötama tehnoloogilisi protsesse freesimisoperatsioonide jaoks kaasaegsetel freespinkidel ja omandage oskused nende masinate seadistamisel osade soonte töötlemiseks üldiste insenerirakenduste jaoks.
Tutvuge soonte freesimise tehnoloogia ja meetodite teoreetiliste põhimõtetega.
Tutvuge horisontaalfreespingi, lõiketööriistade, laboriseadmete, tööriistade, tarvikute ja muude materjalidega.
- Tutvuge laboritööde tegemise metoodika ja protseduuriga.
Algandmete põhjal kavandada tehnoloogiline protsess soone freesimiseks.
Tehke etteantud detaili masina reguleerimine ja proovitöötlus.
Koostada ESKD ja ESTD standardite nõuete kohaselt läbiviidud laboritööde aruanne koos vajaliku tehnoloogilise dokumentatsiooni esitamisega.
Vastake enesetesti küsimustele.
TEOREETILISED SÄTTED

Soonte ja soonte freesimisel eelistatakse sageli kasutada kolmepoolseid ketaslõikureid, mitte otsafreese.
- Töödeldud sooned või sooned võivad olla erineva geomeetriaga - olla lühikesed või pikad, avatud või suletud, sirged või kõverad, sügavad või madalad, laiad või kitsad
- Tavaliselt määrab tööriista valiku soone laius ja sügavus ning teatud määral ka selle pikkus
- Masina tüüp ja seeriatootmine määravad, millist lõikurit kasutada - otsafreesi, pika serva või ketast
- Kolmepoolsed ketaslõikurid on tõhusam lahendus pikkade ja sügavate pilude töötlemiseks, eriti horisontaalsete masinate kasutamisel. Vertikaalsete freespinkide ja töötluskeskuste levik tähendab aga seda, et otsfreese ja pika serva freesi kasutatakse sageli ka mitmesugustes soonte freesimise rakendustes.
Erinevat tüüpi lõikurite võrdlus
Kolmepoolne freesimine
+ Avatud sooned+ Sügavad sooned
+ Reguleeritav laius/tolerantsid
+ Freesimine lõikurite komplektiga
+ Segment
+ Lai valik erinevaid laiusi/sügavusi
– Suletud sooned
– Ainult sirged sooned
– Kiibi evakueerimine

Lõppveskid
+ Suletud sooned+ Madalad sooned
+ Mittelineaarsed sooned
+ Mitmekülgsus (lisameetodid):
- Raskesti lõigatavatest materjalidest (karastatud terased, kuumakindlad sulamid jne) valmistatud osade pilude trohhoidne freesimine
- Süvisfreesimine probleemide lahendamiseks suurte üleulatuvate osadega töötamisel
- Võimalus teostada ka muud tüüpi poolviimistlus- või peenfreesimistoiminguid
- Otsfreese saab kasutada rohkemaks kui lihtsalt pilude freesimiseks
– Suured lõikejõud
– Kalduvus vibratsioonile vajutamisel

Kolmepoolne freesimine

Kolmesuunalised ketaslõikurid on tõhusamad pikkade, sügavate, avatud pilude lõikamisel ning tagavad seda tüüpi freesimisel optimaalse stabiilsuse ja tootlikkuse. Mitme soone samaaegseks töötlemiseks ühes tasapinnas saab toimingu läbi viia lõikurite komplektiga.
Rakenduse omadused

- Lõikuri suurus, hammaste samm ja lõikuri asukoht koos peavad tagama, et vähemalt üks hammas oleks alati võrgus
- Kontrollige laastu paksust, et saavutada optimaalne ettenihe hamba kohta
- Keerulistes tingimustes freesimisel kontrollige võimsuse ja pöördemomendi nõudeid. Lõikuri kinnitamisel torni külge on äärmiselt oluline viimase jäikus ja reguleerimisüleulatuse suurus.
- Vajalik on tagada detaili ja südamiku enda kinnituse jäikus ja töökindlus, et taluda vastufreesimise lõikejõude
Allafreesimine:
- Eelistatud freesimisviis
- Kasutage tangentsiaalsete lõikejõudude suunas jäika tõket, et vältida tooriku nihkumist Etteande suund langeb kokku lõikejõudude suunaga, mis seab kõrged nõuded masina jäikusele ja kuulkruvis tühikute puudumisele.
Üles freesimine:
- Hea alternatiiv ebapiisava jäikuse korral või raskesti lõigatavate materjalidega töötamisel
- See on hea lahendus, kui sügavate soonte lõikamisel tekivad probleemid laastu eemaldamisega.
Freesimine käsirattaga:
- Täiendav freesimismeetod süsteemi madala jäikuse ja masina ebapiisavate võimsusomaduste jaoks
- Asetage käsiratas tööriistale võimalikult lähedale
- Tooriku kinnituse töökindluse suurendamine aitab alati kaasa headele töötlustulemustele
Avatud pilude freesimine kolmepoolsete ketaslõikuritega

Sööda arvutamine hamba kohta
Kolmepoolsete ketaslõikuritega freesimisel on kriitiline tegur sobiva ettenihke saavutamine hamba kohta, f z. Ebapiisav sööt hamba kohta põhjustab tõsiseid puudujääke, seetõttu tuleb arvutamisel olla eriti ettevaatlik.
Sööt hamba kohta f z tuleks vähendada sügavate pilude freesimisel ja suurendada madalate pilude freesimisel, et säilitada soovitatav maksimaalne laastu paksus. Näiteks täispilu laiuse freesimisel M30 geomeetriaga peaks laastu esialgne maksimaalne paksus olema 0,12 mm.
Märge: Kuna kaks vahetükki töötavad koos kogu pilu laiuse freesimisel, kasutatakse ettenihke arvutamiseks poole vahetükkide arvust z n.
| a e/ Dülempiir (%) | f z (mm/hammas) | h ex (mm) |
| 25 | 0,14 | 0,12 |
| 10 | 0,20 | 0,12 |
| 5 | 0,28 | 0,12 |
Lõikesügavus
Sügavamate soonte jaoks saate tellida spetsiaalse lõikuri. Sügavate soonte töötlemisel vähenda ettenihet hamba kohta. Kui soon on madal, suurendage etteannet.
Märge: Töödeldud soone sügavust saab piirata südamiku läbimõõduga, võtmeühenduse tugevusomadustega ja laastu eemaldamise tingimustega.
Hooratta kasutamine horisontaalsetel masinatel

Kolmepoolse freesimise korral on väike arv hambaid võrku ühendatud, mis põhjustab lõikamise ajal vibratsiooni. See mõjutab negatiivselt töötlemistulemust ja tootlikkust.
- Hooratta paigaldamine freespinnale on sageli tõhus meetod vibratsiooni vastu võitlemiseks. Ebapiisava võimsuse, pöördemomendi ja masina stabiilsuse põhjustatud probleemid lahendatakse sageli hoorataste õige kasutamisega.
- Hooratta kasutamise vajadus on suurem, mida väiksem on töötlemiseks mõeldud masina võimsus või suurem kulumisaste
- Asetage käsiratas tööriistale võimalikult lähedale.
- Hooratta kasutamine muudab töötlemise sujuvamaks, mis omakorda vähendab müra ja vibratsiooni ning pikendab tööriista tööiga.
- Hooratast on soovitatav kasutada koos vastufreesimise meetodiga
- Stabiilsuse edasiseks suurendamiseks 3-poolse ketaslõikuri kasutamisel kasutage rakenduse jaoks suurimat võimalikku käsiratast.
- Hoorattana saab kasutada mitut terasketast, mille aukudega vastavad freessünni läbimõõdule
Soonte töötlemine astmeliste hammastega lõikurite komplektiga
Kahe võtmega lõikureid saab ajatada, et saaks korraga lõigata mitut pilu. Lõikurite nihutamine üksteise suhtes aitab vältida vibratsiooni. Samuti väheneb vajadus hoorataste järele.

Kitsaste ja madalate pilude ja soonte freesimine


Universaalsetel lõikuritel on erineva kujuga mitme servaga sisetükid, mis sobivad enamiku madalate soonte tüüpidega. Levinud rakenduste hulka kuuluvad sisemiste kinnitusrõngaste ja O-rõngassoonte freesimine, samuti väikesed sirged või ringikujulised välissooned, eriti mittepöörlevatel osadel.
Sisemine soonimine

- Ringfreesimisel on vaja programmeerida tööriista sujuv sisenemine lõikamisse.
- Võtke arvesse lõikuri läbimõõdu ja ava läbimõõdu suhet, D c/ D w. Mida väiksem on see suhe, seda pikem on tööriista ja töödeldava materjali vaheline kontaktjoon.
Otsfreesidega soonimine

Otsfreese kasutatakse siis, kui on vaja teha lühikesi, madalaid sooni, eriti suletud pilusid ja taskuid ning võtmesooneid. Otsfreesid on ainsad tööriistad, mis on võimelised freesima kinniseid pilusid, millel on järgmised omadused:
- Sirge, kumer või nurga all
- Laiem kui kasutatud lõikuri läbimõõt
Raskemat pilu freesimist tehakse sageli pika servaga lõikuritega.
Tööriista valik
Otsa- ja pika serva freesid
| | | | | |
| Tahkekarbiidist otsafreesid | Otsfreesid õlgfreesimiseks | Pika serva lõikurid | Vahetatavate peadega otsafreesid | |
| Spindli/masina suurus | ISO 30, 40, 50 | ISO 40, 50 | ISO 40, 50 | ISO 30, 40, 50 |
| Stabiilsusnõuded | Kõrge | Keskmine | Kõrge | Madal |
| Karestamine | Väga hea | hea | Väga hea | Vastuvõetav |
| Viimistlemine | Väga hea | hea | Vastuvõetav | Väga hea |
| Lõikesügavus a lk | Suur | Keskmine | Suur | Väike |
| Mitmekülgsus | Väga hea | hea | Vastuvõetav | Väga hea |
| Esitus | Väga hea | hea | Väga hea | hea |
Rakenduse omadused
- Kasutage otsfreesi kergeks lõikamiseks koos pika prognoositava tööeaga koos suure jõudlusega padruniga
- Väikseima võimaliku üleulatuse saavutamiseks minimeerige kaugus padrunist lõikeservani
- Rahuldava laastu paksuse saamiseks tagage õige ettenihe hamba kohta. Et vältida õhukeste laastude teket, mis võivad põhjustada vibratsiooni, jämedust ja halba pinnaviimistlust, kasutage jämeda hambavahega lõikureid.
- Optimaalse läbimõõdu/pikkuse suhte ja stabiilsuse saavutamiseks kasutage suurima võimaliku läbimõõduga tööriista
- Kõige soodsama lõiketoimingu saavutamiseks kasutage ronimisfreesi
- Veenduge, et laastud oleks soonest eemaldatud. Kasutage suruõhku, et vältida laastude kogunemist
- Optimaalse stabiilsuse ja spindlisuunalise toe tagamiseks kasutage Coromant Capto® ühendust
Otsfreesidega soonimine

Soone või pilu freesimisel, mida sageli nimetatakse täislaiuseks freesimiseks, töödeldakse kolme pinda:
- Mõlemast otsast suletud pilud – taskud – nõuavad aksiaalset etteandmist võimaldavaid otsafreese
- Pilu täislaiuses freesimine otsafreesiga on keeruline toiming. Aksiaalne lõikesügavus peaks üldjuhul olema 70% lõikeserva pikkusest. Pilu töötlemise optimaalse meetodi määramisel tuleks arvesse võtta ka masina jäikust ja laastude eemaldamist.
- Otsfreesid on lõikejõudude suhtes tundlikud. Piiravate tegurite hulka võivad kuuluda läbipaine ja vibratsioon, eriti suurel töötlemiskiirusel ja pikkadel üleulatuvatel osadel.
Kiviavade töötlemine
See toiming nõuab lisaks üldistele tasandite ja soonte freesimise soovitustele konkreetseid juhiseid. Lõikejõudude suund ja tööriista läbipaine suletud võtmeava freesimisel ei võimalda saada täpset ristkülikukujulist lõiget. Töötlemise täpsust saab suurendada, kui kasutate veidi väiksema läbimõõduga lõikurit ja töötlete soone kahe käiguga:
- Kiilusoonte freesimine – jäme freesimine kiiluava täislaiuses
- Õla freesimine - soone töötlemine piki kontuuri, kasutades vastufreesimise meetodit, et tagada seinte risti.
Töötlemise viimistlusetappidel on vaja töötada väikese lõikesügavusega, et minimeerida tööriista läbipainde, mis on töödeldud pinna kvaliteedi ja soone geomeetrilise täpsuse (90° nurk) määrav tegur.


Võluavade freesimine kahe käiguga
Meetodid suletud pilu või tasku suunamiseks tahke tooriku sisse

Pikkade, kitsaste, täislaiuste pilude freesimiseks valmistumisel on kõige tavalisem tasku avamise meetod pärast puurimist lineaarne süvistamine.
– Sügavad sooned töödeldakse mitme käiguga
Trochoidaalne freesimine
 + Madalad radiaalsed lõikejõud – vähem altid vibratsioonile
+ Madalad radiaalsed lõikejõud – vähem altid vibratsioonile+ Minimaalne läbipaine sügavate soonte freesimisel
+ Tootlik meetod:
- kõrgkõvade teraste ja kuumakindlate sulamite töötlemine (ISO H ja S)
- vibratsioonitundlikud rakendused
+ Hea laastude evakueerimine
+ Tekib veidi soojust
- Vaja on rohkem programmeerimist
Süvisfreesimine
 + Näitab suurepärast jõudlust, kui on kalduvus vibratsioonile:
+ Näitab suurepärast jõudlust, kui on kalduvus vibratsioonile: - pika tööriista üleulatusega
- sügavate pilude freesimisel
- masina või seadistuse ebapiisava jäikuse korral
– Vajalik freesimine/viimistlus
– Otsafreesidega freesimine võib põhjustada raskusi laastu eemaldamisel
– Piiratud valik tööriistu
Pilude töötlemata freesimine pika servaga lõikuritega
- Karestamiseks kasutatakse tavaliselt suure metallieemalduskiirusega lõikurid
- Lühemad versioonid on võimelised freesima nii sügavaid pilusid kui lõikuri läbimõõt stabiilsetel ja võimsatel freespinkidel
- Selliste toimingute jaoks valige 50 koonusega masinad, kuna seda tüüpi lõikurite tööga kaasnevad suured radiaalsed lõikejõud
- Kontrollige võimsuse ja pöördemomendi nõudeid, kuna need on sageli optimaalseid tulemusi piiravad tegurid
- Valige iga operatsioonitüübi jaoks optimaalne hammaste samm

Peamiselt on pikemad lõikurid
mõeldud servade töötlemiseks (piki kontuuri).
| Samm | L | M  | H  |
| Kasutusala | Pikad sõlmed | Universaalne | Lühikesed sõlmed |
| Õla freesimine | Suur sügavus a p/ a e | Keskmine sügavus a p/ a e | Madal sügavus a p/ a e |
| Madal sügavus a p/ a e | Piirangud | __ | |
| v s m/min | | | |
Käsiruuteri tarvikud võivad laiendada käeshoitavate elektriliste tööriistade funktsionaalsust ning muuta nende kasutamise mugavamaks, mugavamaks ja ohutumaks. Selliste seadmete seeriamudelid on üsna kallid, kuid saate nende ostmisel säästa ja valmistada seadmeid puidu ruuteri varustamiseks oma kätega.
Erinevat tüüpi tarvikud võivad muuta käsiruuteri tõeliselt universaalseks tööriistaks.
Peamine ülesanne, mida freestööriistad lahendavad, on tagada, et tööriist asetseks töödeldava pinna suhtes vajalikus ruumilises asendis. Mõned kõige sagedamini kasutatavad freespinkide lisaseadmed on freespinkide standardvarustuses. Need mudelid, millel on väga spetsiifiline eesmärk, ostetakse eraldi või tehakse käsitsi. Samas on paljudel puiduruuteri seadmetel selline disain, et nende ise tegemine ei tekita erilisi probleeme. Käsiruuteri omatehtud seadmete jaoks pole isegi jooniseid vaja - piisab nende joonistest.
Puiduruuteri tarvikute hulgas, mida saate ise valmistada, on mitmeid populaarseid mudeleid. Vaatame neid lähemalt.
Ripppiire sirgete ja kumerate lõigete jaoks
Ruuteri stabiilsust on võimalik tagada kitsaste pindade töötlemisel ilma spetsiaalsete seadmeteta. See probleem lahendatakse kahe plaadi abil, mis kinnitatakse töödeldava detaili mõlemale küljele nii, et moodustuks pinnaga, millele soon on tehtud, ühe tasapinna. Selle tehnoloogilise tehnika kasutamisel asetatakse ruuter ise paralleelse peatusega.