Видове газови ножове и как да се използва нож от пропан + кислород
За да разглобите металните конструкции, е необходимо рязане на всякакъв вид валцуван пред машината или заваряването. И ако лист или малък дебелен профил могат да бъдат нарязани чрез механичен инструмент (с ръчно, електрическо или хидравлично задвижване). Тази работа с метални заготовки с голяма дебелина се нуждае от газов нож или на професионален жаргон - автоген.
Проектите на различни модели на такова устройство могат да се различават само по размер или някои подробности, но принципът на всеки е един и същ.
Независимо от размера на автогена и вида на сместа за отопление, рязането се дължи на изгарянето на метала в потока от чист кислород, инжектиран през главата на дюзата в работната зона.
Основното и основното състояние на газовото рязане - температурата на горенето трябва да бъде по-малка от точката на топене. В противен случай металът, който няма време да започне да горя, ще се стопи и ще стане. Това състояние съответства на нисковъглеродна стомана и цветни метали и чугун - не.
Повечето също не са подлежащи на рязане на газ - има ограничения за максимално допустимите дози с легиращи елементи, въглерод и примеси, с превишаване на процеса на изгаряне на метал в кислород става нестабилен или обикновено се прекъсва.
Самият процес на рязане може да бъде разграден в две фази:
- Загрейте ограничените части на зоната до температура, при която металът започва да изгаря. И за да се получи факел на пламъка затопляне, някои от техническия кислород в определена пропорция се смесват с запалим газ.
- Горенето (окисление) на нагрятия метал в кислородната струя и отстраняването на горивни продукти от зоната на рязане.
Ако разгледаме класификацията на само ръчни фрези, следните характеристики са от основно значение:
- изгледът на горивото, мощността и метода за получаване на смес от газове за затоплящ пламък;
- класификация на горивата: Ацетилен, пропан-бутан, метан, универсален, МЗХ.
Керосиносера и домашни любимци, въпреки че имат същото назначение, свързано с фрези за течно гориво.
- Чрез мощност: малка (дебелина на метала от 3 до 100 mm) - маркиране Р1, средна (до 200 mm) - P2, висока (до 300 mm) - p3. Има проби с повишена дебелина на рязане - до 500 mm.
- Чрез метод за производство на горивен газ: инжектор и неинтектор.
И ако първата функция засяга само температурата на затоплящия пламък, и захранването е върху максималната дебелина на метала, след това третият знак се определя от дизайна на режещия.
Дизайн
1. Инжектиране или двупарк, газовият нож е най-често срещаният тип дизайн. Техническият кислород в ножа е разделен на два потока.
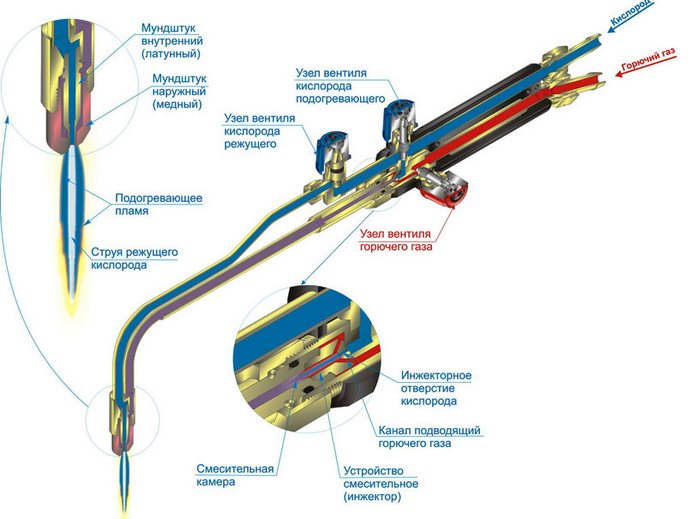
Някои от потока на горната тръба се движат в главата на върха и с високоскоростни листа през централната дюза на вътрешния мундщук. Тази част от дизайна е отговорна за фазата на рязане на процеса. Регулиращият клапан или лост клапан се доставя извън корпуса.
Другата част влиза в инжектора. Принципът е, че инжектираният газ (кислород), оставяйки смесителната камера под високо налягане и при висока скорост, създава вакуумна зона и през периферните отвори пламенните (изхвърлени) газ. Поради сместа скоростта се изравнява и потокът на сместа от газове се образува при изхода на камерата със скорост от тази на инжектирания кислород, но по-висок от този на изхвърления горивен газ.
След това газовата смес се движи по протежение на долната тръба към главата на върха, тя се оказва през дюзите между вътрешния и външния мундщук и образува факела на пламъка затопляне. Всеки канал има собствен клапан на корпуса, който се регулира от снабдяването с кислород и горив газ в инжектора.
2. Неинтемиран или три тръбен резач има по-сложен дизайн - както кислородният поток, така и газът идват до главата на отделни тръби.
Смесването на отоплителната смес се появява вътре в главата. Но липсата на смесителна камера, която осигурява по-високо ниво на сигурност, не създава условия за "обратен удар" (разпространението на горящите газове в режещите канали и тръби в обратна посока).
В допълнение към по-сложен дизайн и висока цена, недостатък на тристранен газов нож, се смята, че за стабилната му работа е необходимо да има по-високо налягане на газта (няма ефект на изхвърляне и увеличаване на потока скорост).
Размери и тегло
Размерите на ръчния инжекторен газов резач се договарят от стандартната GOST 5191-79 и зависят от нейната сила:
- р1 - до 500 mm;
- p2 и P3 са в диапазона от 580 mm. Но произвеждат "удължени" модели за работа в специални условия.
Има ограничения за теглото за всяка мощност категория: 1.0 и 1,3 kg, съответно за P1 и P2 / P3.
Същата ГОСТ определя, че тип P3 е кислород-пропан резачът, а Р1 и Р2 могат да работят при всякаква форма на запалим газ.

Според ГОСТ, те се дефинират като съвети за рязане до заваръчната горелка. Разликата в структурата е, че разделянето на кислород и смесване на горивната смес се появява във върха и има много по-малки размери и тегло от ножа. Така че теглото на PB1 има горната граница от 0.6 kg, и PV2 и PV3 - 0.7 kg.
Но едва ли е възможно да се назове този газов резач на металния компактен - в работното положение с тялото от горелката, неговият размер и тегло ще бъде не по-малко от този на специализиран инструмент. Предимството е само, че можете да си купите горелка с върхове с различни типове (заваряване и рязане), а целият комплект ще бъде поставен в малък случай. Или закупуване на съществуваща горелка на пещерня.
Но тук има един нюанс. Пропан е много по-евтин от ацетилен. Следователно цената на експлоатацията на резач на ацетилен ще бъде значително по-висока от кислородната пропан. И за метално заваряване, ацетиленовата горелка е по-добра, в която температурата на пламъка е по-висока при 300-400, отколкото в кислород-пропан (в чисто пропан горелка, температурата е по-малка от 2000 ° С).
Компактността на цялата "публикация" за ръчно рязане на газ може да бъде осигурена само от капацитета на цилиндрите с газове.
Преносими газови ножове
Наскоро можете да видите оферти за продажба на преносими газови ножове, които са накрайник до малък цилиндър с газ.
Но поне те са позиционирани като фрези, всъщност е горелки. Температурата на горелката на повечето от тях не надвишава 1300 ° С. Въпреки че има "професионални" преносими ножове с температура на горелката от 2000-25 ° С (например Kovea Kt-2610, когато работи с газова смес от MAPP), и това вече е близо до температурата на отоплителния пламък на кислорода -Пропански нож - 2700-2800 ° С.

Но във всеки случай няма основен компонент за рязане, за да се създадат условия на "изгаряне" - струята на кислород, поради което се случва металното окисление.
Преносимите фрези включват метални метали и сплави: калай, алуминий, месинг, бронз, мед. Но за тях не говорим за рязане, а за топене. Ето защо те се използват по-често за осигуряване или заваряване на малки части от цветни метали (например при поправяне на климатици и хладилници) и могат да бъдат нарязани с ръчен електрически инструмент.
Да се \u200b\u200bобърне внимание при избора на газов нож
Ако "Go" от маркучите към главата е важно, както следва:
- зърната от месинг сервират по-дълго от алуминий;
- материалът на дръжката трябва да бъде алуминий, пластмасовата облицовка е по-малко трайна и може да "плува";
- клапаните трябва да се въртят с малко усилия;
- препоръчителен диаметър на режещия кислороден клапан ръкохватка - не по-малко от 40 mm;
- моделите на лоста са по-удобни за работа и позволяват газ;
- клапани в шпиндела: от неръждаема стомана - най-надеждните (до 15 000 цикъла), от месинг - бързо неуспех (около 500 цикъла), комбинирани - имат "средни" индикатори;
- материали и тръби - неръждаема стомана, месинг, мед;
- в ацетиленовите фрези, частите в контакт с горивия газ до смесителната камера не трябва да се правят от мед или сплави със своето съдържание над 65%;
- сгъваемият дизайн ви позволява да поправите ножа, почистете инжекционната единица, тръбите на върха;
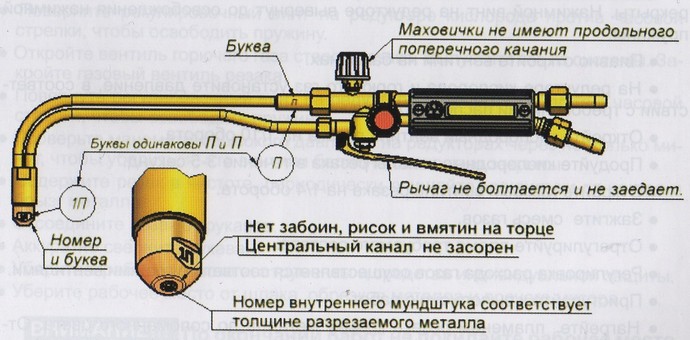
- външен мундщук само от мед;
- вътрешният мундщук на ацетилен нож - мед, кислород-пропан - може да бъде направен от месинг;
- избраният модел на продавача трябва да има резервни части и консумативи в асортимента.
Как да използвате кислород-пропан резач
Общ:
- работата с ножа трябва да се извършва в маската на заварчика (или специални очила);
- препоръчителни облекла и работни ръкавици с огнеупорни (непланими) свойства;
- пламъкът на автогена трябва да изглежда настрани към маркучите за доставка, а маркучите не трябва да се намесват в работата на каре;
- газовите цилиндри нямат по-близки от пет метра до мястото на работа;
- рязането на метала се извършва или на открито или в добре проветриво помещение.
След дълга почивка или когато първо стартирате нов нож на инжектор, трябва да се уверите, че каналите са "чисти" и кислородът в инжектора създава необходимото ниво на захранване с газ.
Първоначално със затворени клапани на нож и на цилиндри с нож, маркуч с пропан се отстранява. След това на цилиндър с кислород се монтира работното налягане и клапанът на отоплителния кислород и газ се отваря върху ножа. Проверка на производителността на инжектора се проверява чрез нанасяне на пръст към горивото за зърно - засмукването на въздуха трябва да се усети в дупката на зърната.





