Метал за рязане на газ - инструкции за обработка на метал
Газовото рязане е най-популярно, тъй като не изисква съответствие със стандартите за стаята и просто се извършва. Шевът не е разкъсан и чист, ако се използват шаблони. Всички фрези са компактни и мобилни, лесни за транспортиране. Можете да използвате множество газове. Този метод ви позволява да работите с дебели заготовки и да извършите сложни операции. Няма захранване, режим може да бъде ръчен или автоматичен.
Характеристики на технологиите
Изборът на газ за рязане зависи от свойствата на металната празна. В допълнение към техническия кислород, могат да се използват ацетилен, кокс и маслен газ, метан, пропан, бутан и смеси от тях.
Кислородът се използва при рязане на метал с газ, ако материалът има определени характеристики:
- висока топлопроводимост;
- температура на топене над температурата на запалване в кислород;
- температурата на топене на огнеупорните оксиди под точката на топене на метал;
- образуването на течни шлаки по време на процеса на рязане;
- подчертаване на голям обем топлина.
За да изрежете метален празен, първо трябва да го затопли. След това материалът се изгаря, продуктите на горенето се отстраняват от газовата струя.
Рязането може да бъде:
- повърхностно образуване на слотове и канали;
- копие - образуване на дупки или отвори;
- разделяне - под формата на прекъсване.
Избрани са различни горелки за различна работа. Има няколко вида, които са предназначени да изпълняват различни произведения.
Всяка горелка се състои от:
- дръжки;
- клапан;
- клапан (не във всички модели);
- съвет (удължителна тръба);
- мундщук (дюзи).
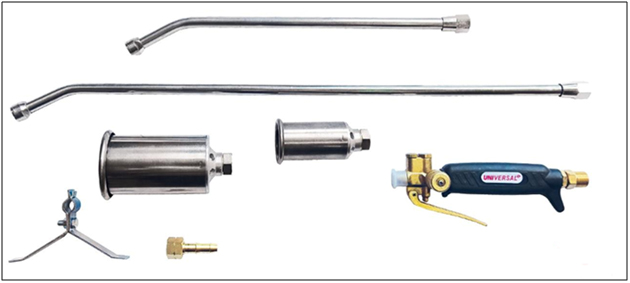
В върха или мундщука може да се появи смесващ газ с въздух. В модели с клапан с кислород, смесен в главата, което увеличава нивото на сигурност. Използването на клапани позволява да се прилага газ с различен натиск в експлоатация. Газовите ножове за рязане на дебелия метал са оборудвани с няколко мундщука.
Технологията се състои от четири стъпки:
- затопляне;
- прилагане на обработващата площ на газовата смес;
- материални запалвания;
- процеса на изгаряне.
Jet трябва да бъде еднакво, така че пламъкът да не изгасне. В процеса на изгаряне се образуват оксиди, които се отстраняват от газова струя.
Метални инструкции за рязане
Важно е да се свържете и приготвяте резачка. Цилиндрите са свързани към щорите в краищата. След това газовото снабдяване се проверява (ако е кислородно-пропан метално рязане) - клапанът се затваря, клапанът на цилиндъра се отваря. След това гледате манометъра, клапанът бавно отвори. Налягането трябва да бъде 0.35-0.55 атмосфери. Тогава трябва да взривите маркуча - отворете клапана. Газ започва да излиза с характерен звук. Ако манометър показва стабилно налягане, вентилът се затваря.
Следващата стъпка е да проверите захранването с кислород и настройката за налягане. Първо, клапанът на цилиндъра се отваря, след това регулаторът (налягането на потока от 1.7-2.7 атмосфери). За да взривите маркуча, кислородните клапани отворени на ножа. Има две от тях: за хранене в хлабав и образуване на сместа. Първо трябва да отворите първия, след това втората (за 3-5 секунди).
Внимание! Преди запалването на клапана, уверете се, че няма изтичане в връзките, децата не играят наблизо и животните не ходят.
Първият е газоснабдятелният клапан, така че се освобождава кислородът, който след проверка остава в смесителя. Клапанът трябва да бъде усукан, докато се чуе газът. Разположен преди ножа, запалката трябва да докосне мундщука. След натискане на световния лост запаметява газ.
Незабавно трябва да отворите кислородния клапан. Тя е достатъчно доказана от промяната в цвета на пламъка на синята. За да може факелът да се увеличи по размер, трябва да се приложи повече кислород. Налягането на газа и кислорода по време на металното рязане е напълно зависимо от дебелината на детайла.
Важно! Ако пламъкът е нестабилен и "Snipes", кислородът е твърде много. Обемът трябва да бъде намален, така че пламъкът да е под формата на конус.

Според технологията на газовия метал, пламъкът е възпрепятстван на върха на материала, затопляйки повърхността. След появата на разтопения метал, кислородният газ започва да го доставя. Джъмът се увеличава, докато материалът бъде отрязан до края. В същото време мундщукът се движи по линия. Искри и шлака се отстраняват от струята.
Оптималната скорост на рязане се определя от претенциите - те трябва да летят под ъгъл от 85-90 o. Ако ъгълът е по-малък, скоростта трябва да бъде намалена. Ако заготовката е дебела, тя трябва да бъде разположена под ъгъл, за да разтърси обувките. Започва без завършване на процеса не се препоръчва. В края на работата, кислородът първо се припокрива, след това газът.
Налягане на кислород по време на рязане на метал
Резачът функционира нормално, ако кислородното налягане по време на метала рязане 3-12 атмосфера (зависи от дебелината на празна и диаметъра на дюзата). Колкото по-високо е налягането за размери на бетон, толкова по-кислород пада върху металната повърхност, той е по-добре окислен (но до определен лимит). Ако налягането за определен детайл и оборудване надвишава нормата, кислородът преминава през разрез, той е безполезен.
Втората отрицателна точка е увеличаване на ширината на нарязания и превишаване на кислород. Материалът се изразходва безполезен. Следователно, за всяка дюза и празна, налягането се изчислява поотделно. Нивото се контролира от свидетелството на манометъра, но те са неточни, тъй като налягането се намалява по време на преминаването през маркуча и мундщуците.

Регулиране на кислородната предавка по време на метално рязане се извършва с помощта на винт. За да увеличите налягането, тя е усукана по посока на часовниковата стрелка, за да се намали - напротив.
Важно! Необходимо е също така да се знае как налягането върху редукторите на горимите газове по време на рязане на метал. Те се класифицират при максимално налягане (с рязане 15-30 атмосфери).
 Налягането е зададено преди работа, ролята на скоростната кутия е да поддържа нивото.
Налягането е зададено преди работа, ролята на скоростната кутия е да поддържа нивото.
Помощ за рязане на метал
Заключване на режещ метал с газов слой, който се губи в процеса на обработка, съответно, чертежа. Нормите за стоманени бланки са дефинирани в минимални квоти Gost 12169-82:
- 3-5 mm с дебелина до 60 cm;
- 5-10 mm с дебелина 100 cm;
- 10-25 mm за много голяма дебелина.
Важно! Мащабът на рязането на метал зависи от ширината на каналите, грешките на използваното оборудване, химическия състав на материала, отклонения поради деформации, направени от технологични неточности.
Безопасност с газов метал
Техника на безопасност за рязане на метални газове се определя да работи по-добре във въздуха или помещението с идеална вентилационна система, земно или бетонен под. Подовите настилки в радиус от 5-метрови трябва да бъдат почистени от елементи, които са лесно запалими: чипове, съдове, хартия, листа и растения. Детайлът най-добре се поставя върху метална таблица с удобна височина. Нито на пода, нито на масата не трябва да бъдат петна, оставени от запалими вещества.
Преди да започнете, трябва да сте сигурни, че има:
- защитно оборудване (кожени ръкавици, предпазни очила, силни обувки);
- огнеустойчиво облекло (синтетични, разкъсани ръбове, свободно нарязани);
- инструменти (специален молив, квадрат, владетел);
- специално запалка (мачове не са подходящи).
Най-голямата вреда на служителя е причинена, ако сместа експлодира поради неправилно боравене с цилиндри или горелка. Най-опасните са експлозиите на цилиндри, пълни с кислород. Ако е неправилно да се справите с горелката, можете да получите изгаряния. Видимите и инфрачервени лъчи, искри, пръски на шлаката неблагоприятно влияят върху очите. Ако не използвате защитни очила, има шанс за известно време да изгубите поглед.





