Кислород-пропан резач
Процесът на демонтиране на метални конструкции ще изисква използването на специализиран инструмент. Детайлът на частите се извършва чрез рязане, за това се използва за разпространение на метала като газова инсталация на пропан-кислород и други устройства. За обработка на структури с малка дебелина, механични устройства са подходящи, дебелите листове се обработват от газов нож. Принципът на експлоатация на инсталацията е същият, независимо от дизайна. Как да се насладите на механизма, опишете различни спецификации, необходимо е да се спазят изискванията за сигурност, други функции.
Принцип на работа и видове
Принципът на работа се основава на подаването на струя кислород с чист изглед, през дюза за газова резачка. Независимо от структурните особености на автогена, изпълнението се дължи на изгарянето на метала под влиянието на правилната - кислородна среда. Основното изискване за използване на устройството - температурата на горене трябва да бъде по-висока от топенето, в противен случай материалът ще се стопи и да се отцеди, което пречи на висококачествената работа.
Повечето стоманени сплави не засягат ножа на кислородния пропан, поради ограничението за максималния дял на допираните примеси. Наличието на въглерод в състава на елемента може да доведе до нестабилна работа или да спре процеса. Въздействието върху метала се осъществява в няколко стъпки:
- Температурата се повишава до нивото на това как стоманата започва да гори. За да се получи желаната факела на пламъка, озонът се смесва с горивна смес, която е необходима пропорции.
- След нагряване, зоната се осъществява както окисление на отопляема стомана на кислородната среда и освобождаването на материали от мястото за обработка.
Класификацията на ръчните фрези е разделена на няколко параметъра в зависимост от вида на работата. Основни характеристики:
- използва се разнообразен горивен газ, метан, пропан - бутан, ацетилен и др.;
- мощност, параметърът за получаване на смес за нагряване;
- дизайнът на дюзата, действащ върху производството на газ, се използва както инжекционни инсталации, така и без инжектиране.

Мощността е разделена на няколко вида, от малък до висока степен на рязане на материята. При ниска мощност, елементите с дебелина от 3 до 100 mm дебелина, средният тип настройки е възможно да се режат материалите с дебелина до 200 mm, висока - 300 mm. Има сортове, способни да третират продукт с дебелина до 500 mm, такива инсталации се използват както по индустриални и домашни условия. Някои компоненти зависят не само от захранването, но и върху дизайна на газовия нож.
Дизайн
Най-често срещаният тип устройство, използван при преработката на стоманени конструкции, е двукументен резакст. Голатата смес е разделена на няколко потока, което ви позволява да регулирате силата на пламъка при работа. Механизмът за регулиране се намира на външната част на корпуса, има устройства тип лост.
Потокът се движи през тръбата към върха през главата, освобождаването се появява при висока скорост през централната дюза. Мундщукът е отговорен за основната функционалност на ножа, режещата част на процеса. Част от газа се превежда на инжектора, който се оставя под високо налягане, създава разтоварване, като по този начин свързва запалима смес. Процесът на смесване определя подравняването на дебита, който се извършва.
Образуването на сместа се извършва с главата на върха, който попада в долната тръба. Факелът се образува между външния, вътрешния мундщук, следствие от образуването на горима смес. Двуканалната система е оборудвана с регулируеми клапани, позволяващи регулиране на захранването както на кислород, така и на спомагателния газ към инжектора.
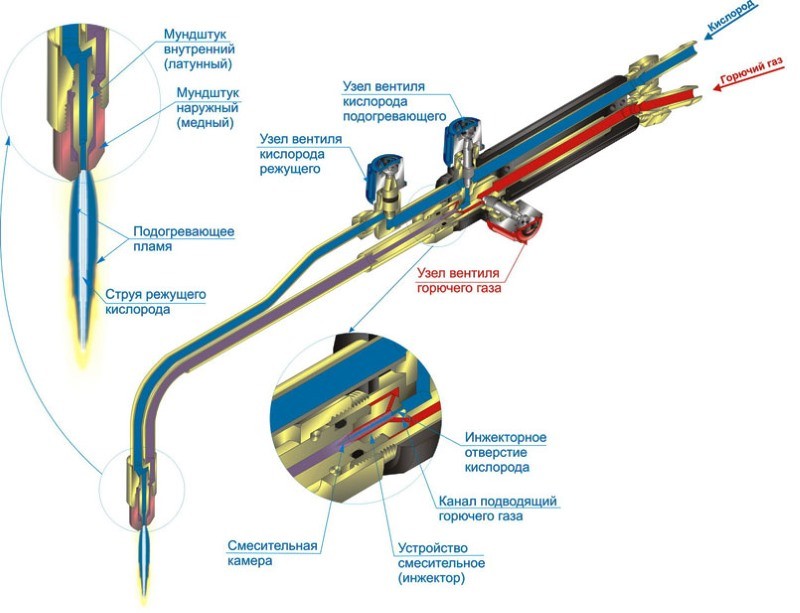
Дизайнът без инжекционен тип е по-сложен, тъй като за два кислородни потоци и отделно за газ има тръби. Сместа от горимия състав възниква директно вътре в главата, този дизайн се счита за по-сигурен ефект. За извършване на действия ще се изисква по-високо налягане на кислород и горими газове.
Размерът на ножовете е фиксиран от географските стандарти, за производство с малки части, моделите Р1 се използват с общо дълъг не повече от 50 cm. По-мощните конструкции се произвеждат по-дълги по форма, има специфични разширени структури, предназначени за изпълнение на задачи с труден достъп до мястото на рязане.
Предимства и недостатъци
Газовата горелка е предназначена за дисектни продукти в производствените условия, с голямо количество задачи. Преди да приложите устройството, е важно да разберете какъв ключ има метално рязане с пропан и кислород:
- Механизмът на действие е удобен при извършване на криволинейни линии на рязане нарязване. Стабилната мощност ни позволява да разделим метални продукти с различни дебелини. В ситуации, в които е невъзможно да се използва инструмент, като например ъглова машина, се използва газова горелка. Задачата за получаване на кръгъл продукт или глух отвор се извършва от газова горелка, без да се изискват специални усилия.
- Газовият нож има предимство, за разлика от бензиновите модели. В допълнение към ниското тегло, механизмът не компенсира увеличения шум при работа, както и компактни.
- Използването на апарат, основано на ефектите на запалимия газ, ви позволява да ускорите изпълнението е двойно, което не е под силата на механичните инструменти.
- Пропан, като газ в течно състояние, се отличава с ниска цена. Следователно, тя се използва не само в преработката на продукти в производствените нужди, но и при обезвреждане на метални и други действия.
- Използването на пропан като горима смес ви позволява да извършите висококачествено рязане. Рязането се извършва по тесен, с изключение на това, което е основният фактор за качествената работа.
Недостатъците могат да бъдат отбележили, че някои материали не могат да бъдат лекувани с пропан реза, например чугун и високоплатена стомана.
Характеристики на употреба
Не се препоръчват стоманени материали с високо съдържание на въглерод за намаляване на газовото устройство. Причината е високата точка на топене, близка до параметъра на фокуса. Вместо скалата, излъчвана от експозицията на дюзата, материалът реагира с ръбовете на ръбовете, в резултат на което кислородът е спрян, връзката не може да бъде обработена.
Работата с чугун може да предизвика известни трудности, като например графитно присъствие, форма на зърно. Също така, рязането на газ не се използва от пропан, в случаите на обработка на мед, алуминий, други лесно топящи се стомани.
Необходимо оборудване
За извършване на различни задачи за обработка на стомана, е необходимо да се подготви оборудването, което са подходящи инструменти. Експлоатацията се използва чрез:
- цилиндри с кислород и пропан;
- инструмент за дисекция;
- мундщук с определен размер;
- маркучи.
Техниката на безопасност се дължи на наличието на клапан за регулиране на всеки цилиндър. Външният цилиндър има обратна резба, в резултат на това, инсталирането на допълнителна скоростна кутия не е възможно. Оборудването има подобни проекти, както при дома, така и при производствените цели. Преди да произвеждате метални, е необходимо да се провери работата, наличието на всички регулиращи елементи.

Пристигането на озона е маркирано със синьо, клапаните се намират както директно върху цилиндъра, така и на ножа. Пропановият поток е маркиран като всички други газови и експлозивни вещества, червено или жълто.
След свързване на ножа, процесът започва, при което се сливат кислород и пропан в смесителната камера, в резултат на което се образува горимата смес. Дизайнът предвижда промяна на агрегатите, за планиран ремонт и поддръжка, в случай на повреда на един от възлите е възможно да се замени, да продължи да работи. Мундщукът е избран в зависимост от вида на произведените задачи, има различни показания и се различава по числа.
Намаляване на нюансите
Процесът на дисекция осигурява контрол на скоростта, като изборът на параметъра възниква визуално, зависи от броя на искрите и техния недостатък. Трябва да се образува искрен поток, образуван от процеса на рязане, трябва да се образува под ъгъл от 90 ° по отношение на повърхността. Скоростта се регулира, ако потокът промени посоката, в този случай скоростта е ниска, изисква настройка.
Дебелината на структурата влияе върху процеса, в случай на обработена листа, дебелина над 6 cm, тя трябва да бъде поставена под нисък ъгъл, за да тече шлаката. При обработката на дебели продукти е важно да издържате на ъгъла на наклона повече от 15 °, да контролирате скоростта. В случай на спиране на дисекцията в средата на пътя, процесът не се подновява в този момент и е необходимо първо. За да се избегнат промени, когато действията с дебел продукт е необходимо да се запази ножа, така че металът да се обработи по време на периметъра.

След завършване на рязането на стомана, захранването на рязане е изключено. След това клапанът се припокрива върху цилиндъра, последната опашка е затворена с горивна смес.
Повърхностно и къдрава рязане
Процесът на създаване на облекчение на металната повърхност е направен по няколко по друг начин. Рязането се извършва с дюза и разтопената шлака, загрява долната част на продукта. Нагряването се извършва до температура, която не надвишава запалването на материала.
Отварянето на режещия кислород ще осигури определена част от изгарянето на материала, като по този начин се произвежда чист ръб и линия.
Действието се извършва под ъгъл до 80 °, след подаване на газ, ножът се движи към ъглите от 18 до 45 °. Образуването на жлебовете на необходимия размер се извършва чрез регулиране на скоростта. По-големият размер на жлеба се постига като промяна в ъгъла на мундщука и забавяне на скоростта, регулиране на нивото на кислород. Ширината на жлеба варира чрез регулиране на потока на струята през дюзата, съотношението дълбочина, ширината на жлеба е равна на 1 до 6. Ширината има преференциален обект, защото Възможно е да се образува залез на повърхността на продукта.
Да се \u200b\u200bобърне внимание при избора на газов нож
Изборът на висококачествен инструмент зависи директно от резултата. Ако пренебрегвате някои параметри, се губят някои свойства на режете, настройките за защита се намаляват. Пропанови и кислородни експлозивни вещества, които изискват съответствие с някои изисквания по време на работа:
- Дръжката се извършва от алуминиеви сплави, пластмаса се прилагат по-евтини инструменти, с течение на времето, губи, губи форма.
- Месинговият нипел ще продължи по-дълго алуминиевата структура, тъй като има по-голям ресурс за деформации.
- Ротацията на клапана трябва да бъде направена с малко усилия, за да се спре процеса в случай на нестандартна ситуация. Препоръчваният размер на клапана е най-малко 4 cm.
- Най-надеждните шпиндели са изработени от неръждаема стомана, способни да издържат до 1500 цикъла без подмяна, месинг не издържа на подобен експлоатационен живот. Най-подходящата опция е комбинирана вретена, която има благоприятно съотношение цена.
- Дизайнът на ножа трябва да бъде сгъваем, поддръжката е направена за разширяване на експлоатационния живот. Материал на мундщука - мед.

Необходимо е да се обърне внимание на наличието на ремонтни комплекти, резервни части за ножа. Ако няма безплатни продажби, може да има проблеми при поправянето на ремонта.
Как да използвате фреза на кислородната пропан
Функционирането на пропан-кислородния резач изисква спазването на определени правила. Преди да използвате оборудването с кислород, резач на пропан, е важно да се запознаете със следните изисквания:
- Спазването на оборудването за безопасност не е пренебрегнато, важно е да се прилага защитна маска или специализирани очила. Също така, облеклото на оператора трябва да бъде направено от огнеупорен материал.
- Пламъкът от ножа трябва да бъде освободен от маркучите за доставка на газ от другата страна.
- Местоположението на цилиндрите с газове не се допуска на разстояние пет метра близо до мястото на директна работа.
- Дисекцията се извършва на открито или на закрито с добра вентилация.
Дългосрочното просто оборудване изисква превенция преди възобновяване на работата. Преди да започнете теста, маркучът на пропан е изключен, се доставя налягането на газ. Инжекторът се проверява с пръст в дупката, ако се случи засмукване, това означава, че оборудването е в добро състояние.





