Газово рязане Метал: консумация на кислород и пропан, технология
Най-често срещаният начин за извършване на метално рязане днес е автогенен, той също се нарича газ или кислород. Нейната същност се свежда до факта, че под влиянието на газовия пламък металът се загрява и започва да се топи и под влиянието на кислородния струя, възниква нейното изгаряне, което прави тесен жлеб.
Ацетилен, пропан-бутан, естествен, кокс газ се използва като нагревател.
Металното рязане може да бъде класифицирано в зависимост от желания краен резултат:
- повърхностни;
- разделяне;
- рязане копие.
Рязането на повърхностен газ се прилага в случаите, когато е необходимо да се отстранят металните слоеве за образуване на слотове, жлебове и други конструктивни елементи.
Разделителният вид предвижда прилагането на крайния край, за да се получи необходимото количество метални елементи, части. Заемането на метал за получаване на дълбоки или чрез дупки се нарича остро копие.
Технологичен процес
При независимост от типове режещи, технологията за извършване на този процес ще бъде същото. Изгарянето на газ осигурява температура от 1000 до 1300 ° С, достатъчно е да се стопи твърдата стомана. По време на това се доставя силна струя кислород, която реагира с разтопени метални молекули, окисляват ги.
В резултат на това се получава разрез. Кислородът се подава под високо налягане, често достига 12 атмосфери, такава струя, дори без да се подава огъня, може да отреже кожата.
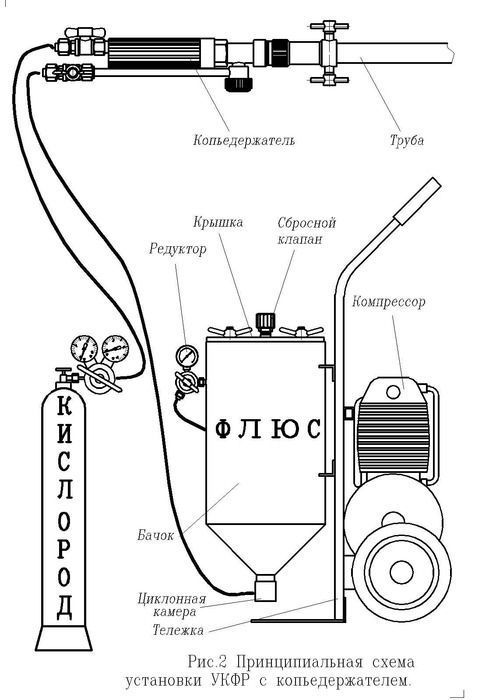
Структурата на апаратурата за рязане е проектирана по този начин:
- газов котлон;
- два цилиндъра;
- миксер;
- регулатор на налягането;
- маркучи.
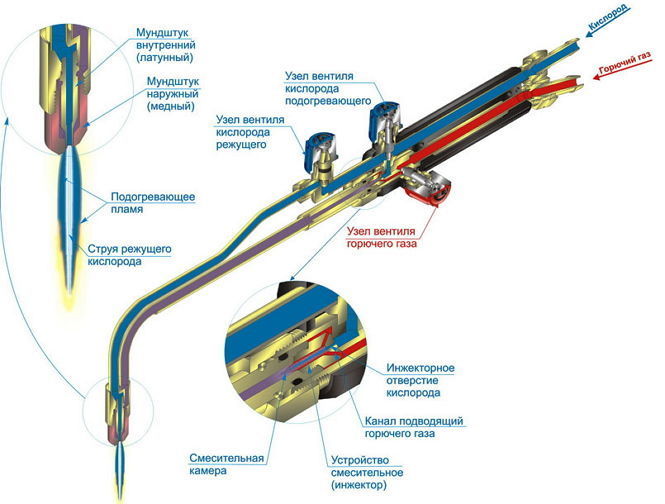
Газовата горелка се състои от глава с няколко дюзи, най-вече три. Чрез две страни горива субстанция се подава през третата, която се намира в средата, се доставя кислород. Цилиндрите са предназначени директно за газ и кислород, в зависимост от обемите на предвидената работа, са избрани съответните цилиндри.

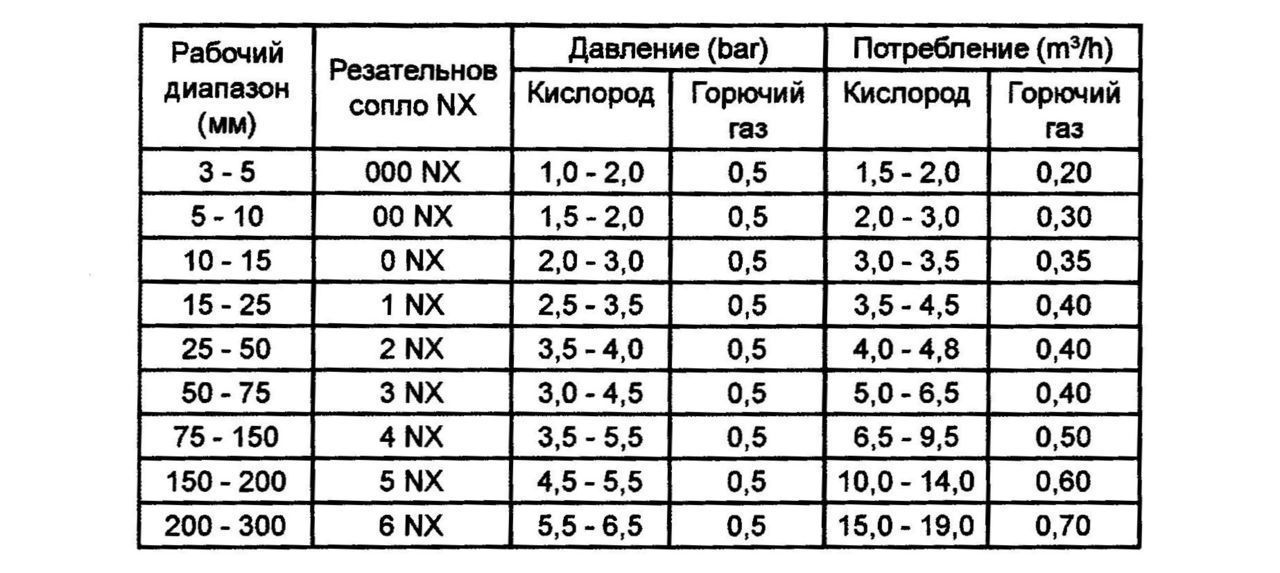
За да се осигури един час непрекъсната работа, ще се консумират средно 0,7 m3 ацетилен (1 m 3 пропан) и 10 m 3 кислород. Като цяло, необходимото количество суровини ще зависи от плътността на метала и необходимата температура за нейното отопление. Намаленото потребление на пропан може да се дължи на специални дюзи върху дюзите, които фиксират доставката на газ в определена посока, толкова по-близо до захранването на кислородния струя, разходът на гориво ще се увеличи.
Маркучите са необходими за снабдяването с кислород и гориво от цилиндри в миксера, те също се наричат \u200b\u200bръкавите. Материалът, от който са направени маркучите, са двуслойни гуми, между слоевете на рамката, направени от памучна нишка. Диаметър - до 12 mm, възможността за работа при температура на въздуха не е по-ниска от -35 ° С.
Необходимо е регулатор на налягането, за да се осигурят различни режими и скорост на рязане. Храненето на по-малко количество гориво може да бъде снабдено с ниска температура, която е необходима за фина стомана или метал с ниска якост, както и намаляване на консумацията на суровини.
Друга важна функция на скоростната кутия е да се поддържа равномерно ниво на налягане. Ако доставката на газ се прекъсне по време на процеса на рязане, металът бързо ще се охлади и по-нататъшната обработка ще стане невъзможна.
Метално рязане с пропан и кислород
Необходимо оборудване
 RESTER P101.
RESTER P101. Първият нож е R1-01 устройството, е построено в СССР, след това се появяват по-модернизирани модели - P2 и P3. Устройствата се отличават с размери на дюзите и силата на скоростната кутия. Още модерни ръчни инсталации:
- Промяна;
- Quicky;
- Орбита;
- Секретатор.
Те се характеризират с набор от допълнителни характеристики и производителност.
Quicky може да извърши къдрава рязане, според определените чертежи, скоростта на работа достига 1000 mm в минута, максималната допустима дебелина на метала до 100 mm. Устройството има набор от сменяеми дюзи за осигуряване на метални листове или тръби с различна дебелина.
Този апарат може да работи с различни видове горими газ, за \u200b\u200bразлика от прототипа Р1-01, който работи само върху ацетилен.
Ръчният резач на секретари има по-подобрени характеристики в сравнение с партньорите.

С него можете да се справите с метал с дебелина до 300 мм, те са снабдени с допълнителни дюзи, включени в комплекта, те са подвижни и могат да бъдат закупени допълнително, като износване. Секретателят може да произвежда следните видове рязане:
- фигуриран;
- ясен
- пръстен;
- под винта.
Скоростта може да се регулира в диапазона от 100,1200 mm в минута и се използва вграденото съединение втулка, е осигурено гладко движение на метален лист. Air-охладен редуктор осигурява по-чиста работа и намалява разхода на гориво.
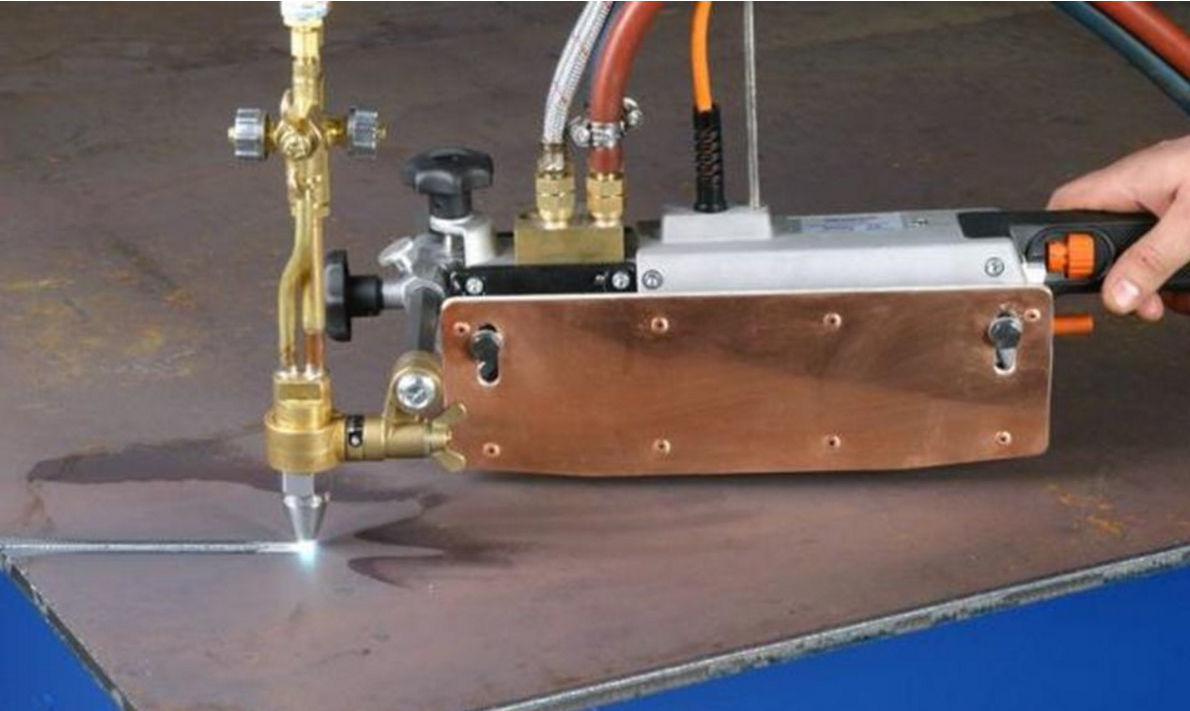
Горните модели принадлежат към ръчно, т.е. те са компактни, управляват с помощта на ръцете на магьосника. Но за големи обеми от метал, работещи с такива
инсталациите са неудобни и не ефективно. За промишлено производство се прилагат стационарни режещи инсталации - това е по същество същата технология.
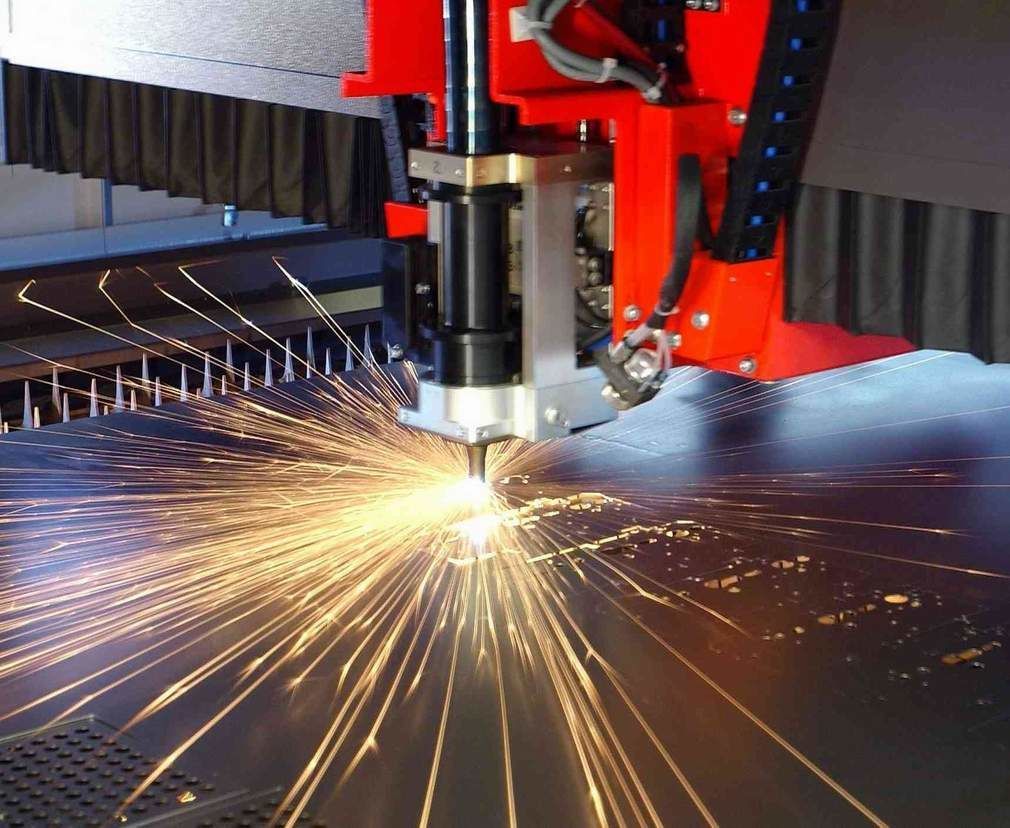
Те са машина с маса, в който е изграден механизмът за рязане. Работата му осигурява електрически
компресорът, за който е необходима електрическата мрежа от най-малко 380 V и трифазни гнезда. Технологията на работните модели на стационарни режещи инсталации не е нищо, но се различава от ръководството. Разликата е само при изпълнение, максимална температура на нагряване и способност за обработка на метал, с дебелина над 300 mm.
Условия за рязане на метал
Газовото рязане на метал ще бъде ефективно само когато температурата на металната запалване е по-малка от точката на топене. Такива пропорции се наблюдават при нисковъглеродни сплави, те се разтопяват при 1500 ° С и процесът на запалване възниква при 1300 o C.
За висококачествена работа на инсталацията е необходимо да се осигури постоянно снабдяване с газ, тъй като кислородът изисква постоянно количество топлина, което се поддържа главно (със 70%) поради изгарянето на метала и само 30% осигурява газов пламък. Ако е спрян, металът ще престане да произвежда топлина и кислород няма да може да изпълнява възложените му функции.
Рязка работа, обучение за рязане на метал
Максималната температура на ръчните газови резачки достига 1300 ° C, но това е достатъчна стойност за обработката на повечето видове метал, но има такива, които започват да се стопят при силно високи температури, например оксид алуминий - 2050 ° С ( Той е почти три пъти повече от чист алуминий за топене на температура), стомана с хром съдържание - 2000 o C, никел - 1985 o S.
Ако металът не е достатъчен и процесът на топене не е започнал, кислородът няма да може да изгрява огнеупорни оксиди. Обратната тази ситуация, когато металът има ниска точка на топене, под влиянието на горящия газ може просто да се стопи, така че е невъзможно да се използва този метод за рязане за чугун.
Техника на безопасност
Изпълнението на режещата метал с помощта на газова инсталация е по-добре да се възложи опитен специалист, тъй като с неточна обжалване последствията могат да бъдат достатъчно тъжни.
Безопасността включва следните условия:
- добра вентилация на закрито, където ще се извършва работа;
- на разстояние 5 метра не трябва да има цилиндри с газ и други горими вещества;
- работата трябва да се извършва в защитна маска или специални очила, както и в огнеупорни дрехи;
- направете пламъка е необходим в обратна посока от източника на газ;
- маркучите в процеса на работа на устройството не могат да бъдат пуснати, да се появят върху тях, затягащи краката им;
- ако се извърши почивка, тогава пламъкът в горелката трябва да бъде напълно отговорен на горелката и да затегне газовите клапани на цилиндрите.
Съответствието с тези прости условия ще осигури безопасна и ефективна работа по метала за рязане на газ.
Видео: Работен резач, обучение за рязане на метал





