Газово (кислородно) рязане на метал
Така че газовото рязане на метал сега е най -популярното. Защо?
Тъй като се изпълнява много просто, не е необходимо да използвате никакви фазоинвертори (както при електрически нож), не е необходимо да спазвате задължителните стайни стандарти (наличието на централен заземяващ кабел).
И практически всички факли са мобилни, тоест могат да се транспортират с редовен транспорт.
При рязане газовата горелка използва два газа - директно кислород, с помощта на който се извършва процесът на разделяне на метали, както и нагревател, който най -често е пропан или ацетилен.
Нагревателят загрява повърхността, която трябва да се реже, до температура от 1000-1200 градуса, след което се подава поток от кислород. При контакт с нагрята повърхност струята се запалва.
Оказва се - горяща струя, която лесно реже метала. В този случай най -важното е да се поддържа непрекъснато снабдяване с кислород.
Ако има прекъсване, пламъкът може просто да изгасне, след което повърхността ще трябва да се затопли отново.
Стандартното кислородно рязане на метал се извършва с горелка R1-01P. Той е най -подходящ за работа с закалена стомана, включително чугун!
Тази горелка не се използва като заваръчна машина.
Но е подходящ за прецизно рязане на тръбата - за това се използва специална шарнирна подложка RF7, която е изработена от стомана, но покрита със слой волфрам.
Между другото, напоследък се извършва и рязане на метал с помощта на комбинация от ацетилен и пропан. Но такова оборудване се използва изключително за работа с метали с висока якост (например стомана за копулиране на ножове).
Оборудването, което поддържа този газ, не е евтино! Така че няма да говорим за него особено ...
Съвременната технология за газово рязане на метал е малко по -различна от описаната по -горе. Например, когато работите с „леки метали“, температури от 1000 градуса по Целзий и повече могат просто да унищожат метала, с който работите (да се стопят и изпарят).
В тези случаи самото рязане се извършва с едновременно нагряване. Върхът на факела има пирамидална форма с 3 дюзи.
Отоплителна смес се подава през две странични, а в центъра е монтирана тънка дюза за подаване на кислород под високо налягане.
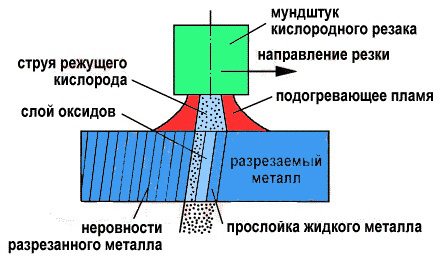
В съвременните фрези кислородът се подава под налягане от 12 атмосфери! Просто казано - дори кожата може да бъде повредена под струя въздух (което означава неосветена струя).
Потокът, който се образува по време на такова рязане, или се изхвърля от нагряващия пламък отстрани, или се изгаря директно през целия метал (ако се извършва рязане).
Не забравяйте, че газовият режещ метал има голямо предимство пред електрическото рязане. Който?
Не се създава „скъсан“ шев. И ако допълнително използвате наслагвания (шаблони, както ги наричат професионалните заварчици), тогава режещият шев се оказва много спретнат!
Но имайте предвид, че рязането на метал с кислород не включва използването на метали, които се топят под 600 градуса по Целзий. В този случай ще се извърши просто отстраняване на горния слой метал, вместо да се реже.
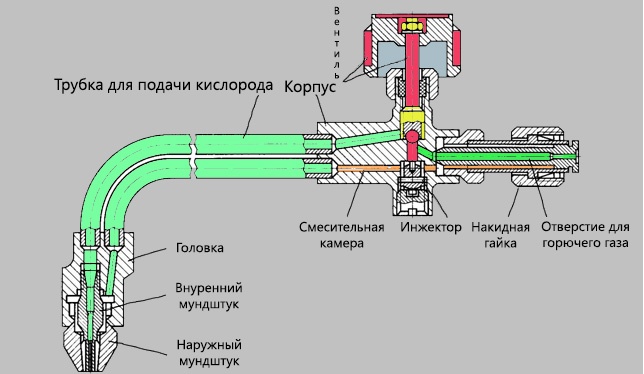
Стандартната технология за рязане на кислород използва гориво с гореща горелка. Подаването на газ се регулира с помощта на два клапана (в някои модели - един общ вентил).
Дръжката на самия нож има две тръби, които са току -що вградени в дръжката. Първата дръжка доставя гориво за нагревателя, втората (обикновено централната) доставя кислород. Тоест, до 3 тръби се доставят към основната дюза!
Чрез две се подава пропан, през третата - кислород. По -старите фрези използваха два накрайника, които работеха по подобен начин.
Какъв е разходът на газ при рязане на метал? Зависи от температурата, до която самият метал се нагрява по време на работа.
При стандартна фреза R1-01 се изразходват средно 10 кубически метра кислород и 0,7 кубически метра ацетилен за един час работа (при използване на пропан, 1 кубичен метър гориво).
Но при фрезата Р2-01 разходът е много по -голям - 21 м3 кислород и 1,2 - ацетилен! Консумацията на нагревателя зависи от температурата на нагряване и равнината, която е нарязана.
"По-старите" горелки използват също така наречената посока на дюзата, която също частично влияе върху скоростта на потока (колкото по-близо до потока кислород, толкова по-голяма трябва да се подава струята).
Оборудване за рязане на газ
Така че в Русия, още от времето на СССР, резачката P1-01 се счита за най-разпространената. Той се държи ръчно с инжекционна дюза, която произвежда струя под високо налягане, която реже метал „като горещ нож като масло“.
По-мощните модели са P2-01 и P3-01P. Основната им разлика е размерът на дюзата, работното налягане на кислорода в системата и работното налягане на захранващата смес за отопление.
Има и самостоятелни маси - това е газово оборудване за рязане на метал в автоматичен режим, което се произвежда без участието на оператор.
Управлението на такава таблица е цифрово програмирано. Тоест човек просто задава параметрите на рязане.
Такова оборудване за рязане с кислород се използва изключително върху ламарина, където се извършва или правоъгълно, или дъгово рязане.
Заслужава да се отбележи, че има огромен брой модели на тези маси, но почти всички те са аналози на AN-01, разработен от Шепелев още в СССР!
Това например са „Промяна“, „Орбита“, „Секатор“, „Quicky-E“. Всички те имат работна температура в диапазона 1000-3200 градуса по Целзий. Те работят както с нагреватели с ацетилен, така и с пропан.
Моделите Quicky също използват отопление със смесен ацетилен-пропан. В този случай се използва само разделена дюза. Тоест, ацетиленът се подава към един от тях, а пропанът към втория.
Между другото, заслужава да се отбележи, че при такова рязане нагряващата смес се поддава от центъра (тоест от кислородната струя).
Също така се отбелязват така наречените стационарни горелки за газово рязане на метал.
Те се различават от мобилните, не е трудно да се предположи, че са вградени в специална нишова машина, която може да бъде преместена от оператора на устройството.
Тези фрези са по -удобни за работа, но са много скъпи. Но режещата им сила е повече от достатъчна, за да прореже дебел слой от високоякостен метал!
Това стана възможно поради факта, че в такива фрези се използва допълнителен вентилатор, с помощта на който нагревателят и кислородният поток се подават под още по -голямо налягане.
Допълнителен компресор се захранва от електричество, освен това - трифазен (380 волта). Поради това той не може да бъде мобилен! Тази фреза се използва изключително в професионални предприятия.
Преносим фреза - Gugark
Гугарк е най -популярният от тези фрези.
Между другото, газова горелка за рязане на метал също се предлага в два вида - така наречените прави и огънати:
- Първият е този, който всички сте свикнали да виждате. Той представлява буквата G и работи с помощта на указанията на оператора.
- Е, втората, права, е горелка тип дюзи, която се използва за рязане на маси.
Заслужава да се отбележи, че правите дюзи използват двойни накрайници, за да гарантират, че ъгълът на дюзата не се нарушава един към един по време на движение.
Между другото, имайте предвид, че всеки от фрезите има свой собствен коефициент на работа и мощност с всеки метал.
Например, когато се използва стандарт P1-01, за рязане на мед е достатъчен коефициент от 0,5 ацетилен, но за алуминий са необходими до 0,7.
Най -много, разбира се, ще отидат за волфрам - цели 1,4! В този случай отоплението ще бъде в района на 3800 градуса по Целзий (използвайте само специализирани съвети)!
Услуги, популярни на пазара
Ако трябва да режете метал, тогава най -лесният начин е да наемете майстор или специалист, който да ви предостави услугите, от които се нуждаете. В края на краищата не всяка къща в гаража има фреза с две кислородни бутилки и нагревател.
Освен това е много опасно да се работи с такова оборудване без опит! Ако не знаете как, тогава е по -добре да не се захващате с този бизнес - поверете работата на професионалисти!
Е, средно цената на газовото рязане на метал се състои от следните показатели: металът, с който ще е необходимо да се работи, използваната фреза, дебелината на метала, качеството и вида на рязането.
Например, конвенционалното рязане на листове е най -евтиното. Рязане на тръби - това е много по -скъпо, тъй като по време на такава работа се използват допълнителни облицовки!
Но рязането в дълбочина е скъпо удоволствие, тъй като използва скъпо оборудване.
Освен това, ако такава работа се извършва „на път“, това ще бъде много скъпо. Автомобилите, които могат да транспортират станции за рязане, трябва да бъдат допълнително ремонтирани.
Рязане на кислородни метали - видео:
Е, газовото рязане на ламарина може да се извърши дори с обикновен газов поялник. Ако използвате алуминий или мед, това би трябвало да е достатъчно за тази работа.
В някои случаи можете да използвате газово заваряване. Но вместо въглероден диоксид се доставя пропан, ацетилен или бутилен (не всяко газово заваряване поддържа използването на такъв газ, бъдете внимателни)!
Най -скъпото рязане на ламарина е това, което се извършва по подготвения контур за рязане. В този случай се използва машина с ЦПУ, чиито услуги не се заплащат евтино!
Между другото, ако трябва да правите рязане, а рязане, тогава в някои случаи ще бъде много по -лесно и по -евтино да използвате нож за рязане на метал, а не газова резачка. За повече подробности относно това можете да разберете директно от капитана, на когото бихте искали да поверите изпълнението на работата.
Сега много предприятия предлагат газово рязане на метал на място.
Ето го, оценено по следните параметри:
- металът, с който ще трябва да работите;
- сложността на работата;
- използвана фреза.
Той също така взема предвид колко време ще отнеме работата. Средно един час работа на майстор се заплаща на около 300 рубли. Можете предварително да изчислите колко ще ви струват услугите за рязане на метал!
И накрая, трябва да говорим за онези случаи, когато се извършва некачествена работа. Много често много хора използват вместо ацетилен - неговият евтин аналог е пропан или пропилен. Или използват по -евтини фрези, отколкото самите те обявиха.
Например, вместо P2-01, се използва P1-01 или други подобни. Това, между другото, е най -често срещаният проблем! Можете да различите двата фрези чрез визуална проверка.
Моделът P1-01 има двойна дюза със златна стойка (златист цвят), докато моделът P2-01 има стоманена стойка (има черен или меден оттенък).
Между другото, фрезата P1-01 не е толкова скъпа, така че дори можете да я получите! Средната цена е в диапазона от 900-1000 рубли на парче. Е, разбира се, ще трябва да закупите две бутилки - с кислород и нагревател, и транспортна количка.
Средно целият комплект ще ви струва 3000 рубли, не повече. Ще бъде достатъчно за 3 часа рязане на метал. За домашни нужди това е повече от достатъчно.
И когато работите с газова горелка, не забравяйте да спазвате правилата за безопасност! А това е използването на защитна маска, гащеризон и ръкавици. Ръкавиците са задължителни!





