Gazni kesish turlari va propan + kislorodni qanday ishlatishni qanday ishlatish kerak
Metall konstruktsiyalarni demontaj qilish uchun, ishlov berish yoki payvandlashning har qanday turini kesish kerak. Va agar varaq yoki kichik qalinlikdagi profil mexanik vositasi (qo'lda, elektr yoki gidravlik haydovchi bilan) kesilishi mumkin. Bu katta qalinlikdagi metalli blanka bilan ish, yoki professional g'anglar - avtogenga muhtoj bo'lgan.
Bunday qurilmaning turli xil modellarining dizayni faqat hajmida yoki ba'zi tafsilotlarni farq qilishi mumkin, ammo har kimning printsipi bir xil.
Autogining o'lchami va isitish gaz aralashmasidan qat'iy nazar, kesish metallning metallning mato boshlig'ini ish joyiga kiritish natijasida yuzaga keladi.
Gazni kesishning asosiy va asosiy holati - yonish harorati eritish nuqtasidan kam bo'lishi kerak. Aks holda, yonishni boshlashga vaqtingiz bo'lmasa, eritib, suzadi. Ushbu holat past uglerod po'lat, rangli metallar va quyma temirga to'g'ri keladi - Yo'q.
Ko'pchilik gazni kesish taqiqlanadi - bu elektr energiyasini, uglerod va nopokliklarning ruxsat etilgan dozalarida cheklovlar mavjud bo'lib, ular metallning metalini yoki kisloroddagi aralashish jarayoni beqaror bo'ladi yoki umuman to'xtatiladi.
Kesish jarayoni ikki bosqichga bo'linishi mumkin:
- Cheklangan zona qismlarini metall yoqish boshlanadigan haroratga qizdiring. Issiqlik olovining mash'alasini olish uchun ma'lum bir nisbatda ba'zi texnik kislorod yonilg'iladigan gaz bilan aralashtiriladi.
- Kislorodli jetida isitiladigan metalning yonishi (oksidlanishi) va yonish mahsulotlarini kesilgan zonadan olib tashlash.
Agar biz faqat qo'lda kesiklar tasnifini ko'rib chiqsak, quyidagi xususiyatlar asosiy ahamiyatga ega:
- issiq alanga olish uchun gaz aralashmasini olish yoqilg'isi, kuchini va usulining ko'rinishi;
- yoqilg'i gaz tasnifi: asetilen, propan-butan, metan, universal, MAF.
Kerosynorea va uy hayvonlari, garchi ular bir xil uchrashuvda suyuq yoqilg'i kutishlari bilan bog'liq.
- Quvvat bo'yicha: kichik (3 dan 100 mm gacha bo'lgan metallni kesish) - P1, o'rtacha (200 mm gacha) - P2, yuqori (300 mm gacha) - P3. Qalinchilik qalinligi oshgan namunalar mavjud - 500 mm gacha.
- Yoqilg'i gazini ishlab chiqarish usuli bo'yicha: injektor va pastektori.
Va agar birinchi xususiyat faqat iliq olovning haroratiga ta'sir qilsa va kuch metallning maksimal qalinligida bo'lsa, unda uchinchi belgisi qisqartirish dizayni bilan belgilanadi.
Dizayn
1. In'ektsiya yoki ikki quvur, gazni kesish eng keng tarqalgan dizayn turi. Kinchterda texnik kislorod ikki oqimga bo'linadi.
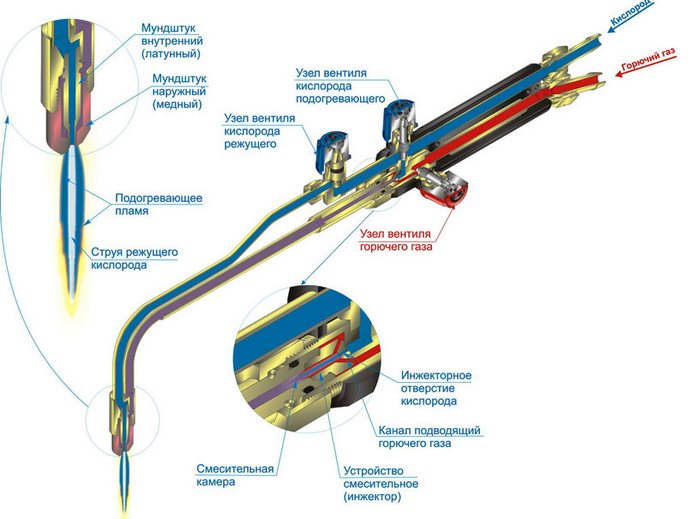
Yuqori trubada oqshomning bir qismi uch tog 'va yuqori tezlikda barglari bilan ichki og'iz bo'shlig'ini kesib o'tadi. Dizaynning bu qismi jarayonning kesish bosqichida javobgardir. Rostlash klapan yoki latf uy-joydan tashqarida etkazib beriladi.
Boshqa qismi injektorga kiradi. Buning printsipi, in'ektsiyalangan gaz (kislorod), aralashtirish kamerasini yuqori bosim ostida qoldiradi va yuqori tezlikda yong'in zonasini va yonuvchan (chiqariladigan) gazni tortuvchi periferik teshiklarni yaratadi. Aralashishi tufayli tezlik tenglashtiriladi va gazlar aralashmasining oqimi Palataning rozetkasida in'ektsiya qilingan kisloroddan ko'ra tezlikda hosil bo'ladi, ammo chiqadigan yonadigan gazdan yuqori.
Keyin gaz aralashmasi pastki naycha bo'ylab uchib ketadi, u ichki va tashqi og'iz bo'shlig'i orasidagi nozullar orqali paydo bo'ladi va isinish olovining mash'alasini hosil qiladi. Har bir kanalning uy-joyida kislorod etkazib berish va injektorda yonuvchan gaz bilan tartibga solinadigan uy-joy mavjud.
2. Noqilli yoki uch-trubka kesishasi yanada murakkab dizayni mavjud - ikkala kislorod oqimi va gaz alohida naychalarga keladi.
Isitish aralashmasini aralashtirish boshning ichida paydo bo'ladi. Ammo bu xavfsizlikning yuqori darajasini ta'minlaydigan aralash palataning etishmasligi "teskari ta'sir ko'rsatish" uchun shart-sharoitlarni yaratmaydi (qisqartirish kanallarida yonayotgan gazlar va qarama-qarshi quvurlar tarqalishi).
Yanada murakkab dizayn va yuqori narxga qo'shimcha ravishda, uch-trubkali gazni kesish kamog'iga qo'shimcha ravishda, uning barqaror ishlashi uchun uning barqaror ishlashi uchun kamroq yoqilg'i bosimiga ega bo'lishi kerak deb ishoniladi (oqimning ta'siri yo'q) stavka).
O'lchamlari va vazn
Qo'l asboblari injektorining o'lchamlarining o'lchamlari GOST 5191-79-ga kelishib olinadi va uning quvvatiga bog'liq:
- p1 - 500 mm gacha;
- p2 va P3 580 mm oralig'ida. Ammo maxsus sharoitda ishlash uchun "cho'zilgan" modellarni ishlab chiqaring.
Har bir kuch uchun vazn cheklovlari mavjud: mos ravishda 1,0 va 1,3 kg, p1 va p3 uchun.
Xuddi shu shov-shuvli p3 tipidagi kislorod-propan va P1 va P2 yonuvchan gazning har qanday shaklida ishlashi mumkinligini aniqlaydi.

GOST ma'lumotlariga ko'ra, ular payvandlash yonuvchisiga kesish bo'yicha maslahatlar sifatida belgilanadi. Kislorodni ajratish va yonuvchan aralashmani aralashtirishning farqligi - bu uchastkada va kesishgandan ko'ra katta o'lcham va og'irlik mavjud. Shunday qilib, Pb1 ning og'irligi 0,6 kg, PV2 va PV3 - 0,7 kg.
Ammo bu gazni metall ixchamga berish deyarli mumkin emas - ish joyini kuydirgichdan yig'ish paytida, uning o'lchami va vazni ixtisoslashgan asbobdan kam bo'lmaydi. Afzallik faqat siz turli xil turdagi maslahatlar (payvandlash va kesish) va butun to'plam kichik bir holatga joylashtiriladi. Yoki plaginni kesish vositasining mavjud burchini sotib oling.
Ammo bu erda bitta nuance bor. Propan atsetilendan ancha arzon. Shu sababli, atsetilen to'sarlarning narxi kislorod-propanga qaraganda ancha yuqori bo'ladi. Metall payvandlash uchun atsetilen yonish yaxshidir, unda alanga harorati kislorod-propanga qaraganda 300-400 ga teng (sof propan yonishida harorat 2000C dan kam).
"Post" ning "Post" ning qo'lni kesish uchun butun "post" kompaktligi faqat ballinlar quvvati gaz quvvati orqali gaz bilan ta'minlanishi mumkin.
Portativ gazni kesish
Yaqinda siz mayda koletik tsilindrni gaz bilan kichik koletik tsilindrli sotish takliflarini ko'rishingiz mumkin.
Ammo hech bo'lmaganda ular kotterlar kabi joylashadi, aslida bu yonuvchilar. Ularning ko'plari mash'ala harorati 1300C dan oshmaydi. Garchi 2000-2500C gacha bo'lgan "professional" kollection portativ uchastkalari mavjud bo'lsa-da, lekin bu "AQSh gaz aralashmasi bilan ishlayotganda", va bu kislorodning isitish alangalanishiga yaqin - 2700-2800C.

Ammo har holda, "yonish" shartlarini yaratish uchun asosiy kesish komponentlari - kislorod oqimi mavjud emas, buning uchun metik oksidi uchraydi.
Portativ kepterlar o'z ichiga LETHINE metall metallari va qotishmalarni o'z ichiga oladi: qalay, alyuminiy, guruch, bronza, mis. Ammo ular uchun biz kesish haqida gapirmayapmiz, ammo eritish haqida. Shuning uchun, ular ko'pincha rangli metallardan kichik qismlarni mahkamlash yoki payvandlash uchun ishlatiladi (masalan, konditsionerlar va muzlatgichlarni ta'mirlashda) va qo'lda elektr asbobi bilan kesilishi mumkin.
Gazni tanlab olishda e'tibor berish
Agar shlanglardan boshiga "borish" bo'lsa, quyidagicha muhimdir:
- bramasning alyuminiydan ko'ra ko'proq xizmat qiladi;
- tutqichning materiallari alyuminiy, plastik qoplash kamroq bardoshli va "suzishi" mumkin;
- klapanlar ozgina kuch bilan aylanishi kerak;
- kesish kislorodli valf dastagining tavsiya etilgan diametri - kamida 40 mm;
- dastani ishlatish va gazga ruxsat berish uchun qulayroqdir;
- shpindle klapanlari: zanglamaydigan po'latdan - eng ishonchli (15000 tsikldan) - tezda muvaffaqiyatsiz (taxminan 500 tsikl), kombinatsiyalangan "o'rtacha" ko'rsatkichlari;
- ish materiallari va naychalar - zanglamaydigan po'lat, guruch, mis;
- aralash kamerasiga atsetilen kostyumlar, aralash kameraga aloqada bo'lgan qismlar 65% dan yuqori bo'lgan mis yoki qotishmalardan iborat bo'lmasligi kerak;
- qabul qilingan dizayn sizga kesuvchani ta'mirlash, in'ektsiya birligi, uchastka naychalarini tozalash imkonini beradi;
- tashqi og'iz bo'shlig'i faqat misdan;
- atsetilen trakti - mis, kislorod-propanning ichki og'zi - mis, kislorod-propandan iborat bo'lishi mumkin;
- sotuvchining tanlangan modeli assortimentda ehtiyot qismlar va sarf materiallari bo'lishi kerak.
Kislorod-Propanni qanday ishlatish kerak
Umumiy holat:
- to'xtatgich bilan ishlash payvandchi (yoki maxsus ko'zoynaklar) niqobida bo'lishi kerak;
- tavsiya etilgan kiyim va reforpers bilan ishlaydigan qo'lqoplar (yonmaydigan bo'lmagan) xususiyatlar;
- autogenning alangasi etkazib berish shlanglariga qarab turishi kerak va shlanglar akeraning ishiga xalaqit bermasligi kerak;
- gaz ballonlari ish joyiga besh metrdan yaqinlashmaydi;
- metallning kesilishi ochiq havoda yoki yaxshi shamollatiladigan xonada amalga oshiriladi.
Uzoq tanaffusdan keyin yoki yangi injektorni to'ptchasini boshlaganingizda, kanallar injektorda "toza" va injektorda kislorod kerakligiga ishonch hosil qilishingiz kerak.
Avvaliga kesgich va silindrlarda yopiq klapan bilan, proansiya bilan shlangni olib tashlanadi. Keyin, kislorodli silindrga ko'ra, operatsion bosim o'rnatilgan va kesgichda isitish kislorod va gazni isitish vagoni ochilgan. Exektorning ishlashini tekshirish, barmog'ini nipel yoqilg'i quyishiga qo'llash orqali tekshiriladi - havo assimsiyasini arpabli teshikda sezish kerak.





