Metallni propan va kislorod, uskunalar va ish tartibi bilan kesish texnologiyasi
Metall namunalar bilan ishlash deyarli har doim ajratish texnologiyasi bilan amalga oshiriladi (agar faqat mayda mayda-chuyda narsalarni olish kerak bo'lsa, u holda, Jetning kirib ketmasdan). Metalllarni kesish uchun bir nechta usullar mavjud. Eng mashhur - sof kislorod va propan.
Ammo bu ba'zi cheklovlar bilan ajralib turadi. Masalan, ishning qalinligi. Boshqa narsalar qatorida, ushbu kesish narxi etarlicha yuqori. Samarali (va arzon) texnologiyasi bu jarayonning yoki 2 xil gaz ishlatilishi hisoblanadi -
kislorod + propan (atsetilen, butan) yoki belgilangan birikmalardan iborat kislorod + aralashma.
Ish printsipi
Yuqorida aytib o'tilganidek, toza kislorod reaktividan foydalanish har qanday metallni kesishga imkon bermaydi. Masalan, agar u "yorug'lik" toifasi bo'lsa, unda nominal qiymatga yetmasdan oldin harorat ko'tarilishda (deformatiya) bug'lanadi. Shuning uchun eng ko'p qirrali texnologiyalar birlashtirildi. Ushbu usulning mohiyati nima?
Ishning dastlabki bosqichi 2 bosqichga bo'linadi. Birinchidan, metall kerakli haroratga qizdiriladi, bu uning xilma-xilligiga, propaniga bog'liq (bu gaz haqida). Shundan so'ng, sof kislorod ish joyiga etkazib beriladi va ikkinchi bosqich yuzaga keladi. Issiq yuza bilan aloqa qiladigan gaz darhol yonadi va metall kesishning to'g'ridan-to'g'ri jarayoni boshlanadi.
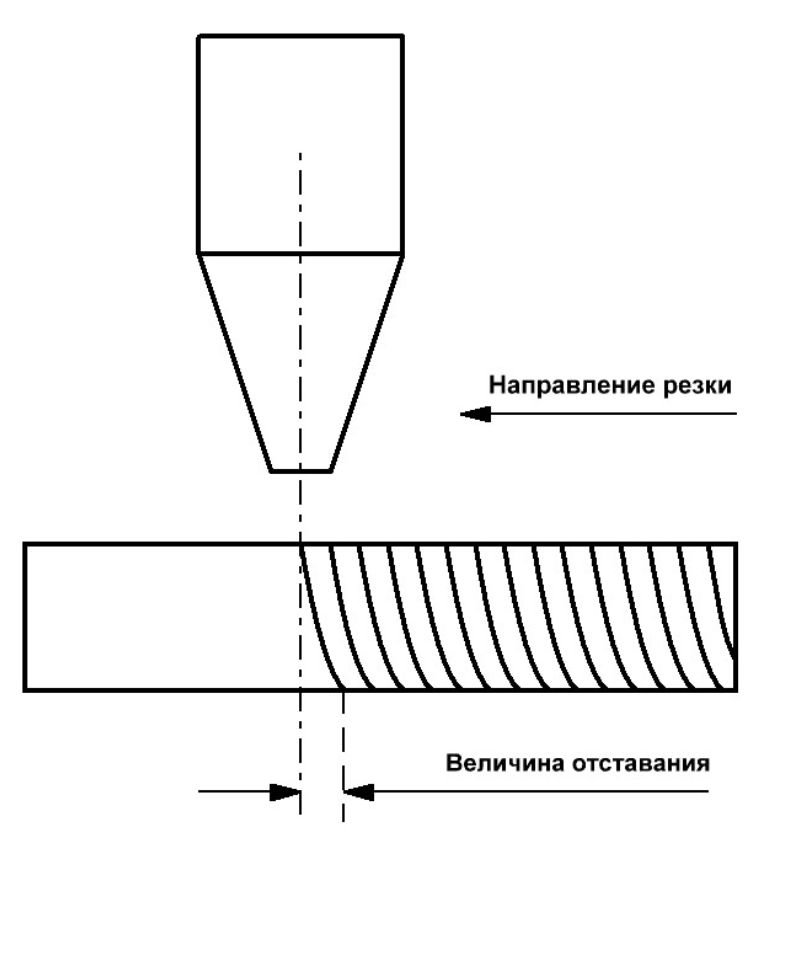
* Diagrammada atsetilen (cxę) ko'rsatadi. Formula propane boshqacha - C.8.
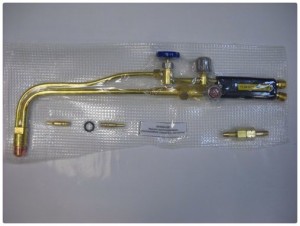
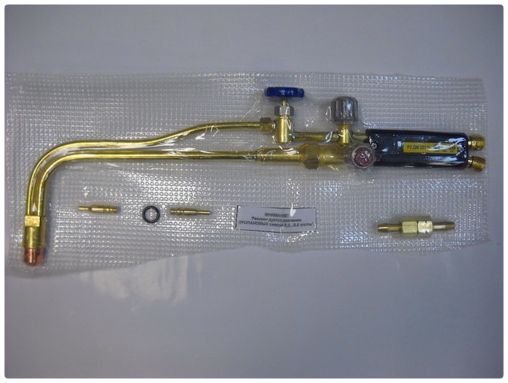 Shu bilan birga, isitish tugamaydi, chunki payvandchi doimiy ravishda kesilgan zanjirlar bo'ylab kesgichni va har bir yangi sayt ham kerakli isish kerak. Chetlash dizayni rasmda (modellardan biri) ko'rsatilgan.
Shu bilan birga, isitish tugamaydi, chunki payvandchi doimiy ravishda kesilgan zanjirlar bo'ylab kesgichni va har bir yangi sayt ham kerakli isish kerak. Chetlash dizayni rasmda (modellardan biri) ko'rsatilgan.
Uning ko'kshigi "quvurda quvur" printsipiga o'rnatiladi. Tashqi xizmatning tashqi xizmatchisi. Bu turdagi gaz konusini shakllantiradi, uning o'qi (ichki naycha) ish joyida sof o˚, ish qismini parchalarga ajratish uchun "javob berish" uchun "javob berish".
Ma'lum bo'lishicha, bu erda juda qiyin narsa yo'q. Ammo bu faqat birinchi qarashda.
Texnologiya xususiyatlari
 Kuyuvchini to'g'ri sozlash kerak. Qattiq chidamlilik yuqori sifatli garovdir. Olovning uzilishi takrorlanadigan issiqlik sohasini talab qiladi. Va bu operatsiyani amalga oshirish va gazlarni ko'paytirish vaqtini oshirish.
Kuyuvchini to'g'ri sozlash kerak. Qattiq chidamlilik yuqori sifatli garovdir. Olovning uzilishi takrorlanadigan issiqlik sohasini talab qiladi. Va bu operatsiyani amalga oshirish va gazlarni ko'paytirish vaqtini oshirish.
Namuna tayyor bo'lishi kerak - tozalangan va buzilgan. Olovning o'tishi orqali, shuning uchun ish qismini, shuning uchun tikuvni hisobga olish kerakligini aytish mantiqqa ahamiyat bermaydi.
Metall qalinligi bilan, 1 sm dan ko'proq, kesilgan esa chetidan kesilgan. Boshqa holatlarda, sirtning istalgan nuqtasidan.
Eslatmada! Agar varaq ingichka 0,5 sm bo'lsa, kesish birinchi navbatda, 15 dan 300 gacha bo'lgan burchakda (kesmaning harakati) oralig'ida (kesilgan burchakka) (kesmaning harakatiga qarama-qarshi tomondan) metall xususiyatlari asosida tanlangan).
 Agar namunaviy qalinligi 0,5 - 1 sm diapazonda bo'lsa, kesgich esa boshidanoq burchakda (ammo ikkinchisida) saqlanadi.
Agar namunaviy qalinligi 0,5 - 1 sm diapazonda bo'lsa, kesgich esa boshidanoq burchakda (ammo ikkinchisida) saqlanadi.
- Ish qismidan kesgichning maqbul changi 2,5 mm. Jet moddiy tuzilishga chuqur kirib borar ekan, olov intensivligi pasayadi va uning harakatlanish tezligi belgilangan chiziq bo'ylab harakatlanish tezligi pasayadi.
- Namunaning qalinligi qanchalik ko'p bo'lsa, uni isitish uchun olov yoqiladi. Ammo bu erda, uning haddan tashqari ko'payishi kesish joyida qirralarning erishi va gaz iste'molini ko'paytiradi, deb hisoblash kerak.
- Xuddi shu narsa kesish jetining bosimiga ham tegishli. Agar kamroq talab qilinsa, tanazzul plastiklar butunlay buzilmaydi. Ortdan oshish kesilishning tozalini ta'minlamaydi (qirralar notekis bo'ladi). Shunga ko'ra, gaz iste'moli ko'payadi.
Va oxirgi. Har bir mark uchun, to'sardagi og'iz bo'shlig'ida "uning" asari ishlatiladi. Bu alohida mavzu, ammo bunday nuans bilishi kerak.





