Kislorod-propan
Metall konstruktsiyalarni demontaj qilish jarayoni ixtisoslashgan vositadan foydalanishni talab qiladi. Ehtiyotkorlik bilan qismlarning ish qismi kesish orqali amalga oshiriladi, chunki u propan gazli - kislorod turini va boshqa qurilmalar sifatida metallni tarqatish uchun ishlatiladi. Kichik qalinlikdagi tuzilish tuzilmalari, mexanik qurilmalar mos, qalin varaqlar gazni kesish orqali qayta ishlanadi. Dizayndan qat'i nazar, o'rnatishni ishlatish printsipi bir xil. Mexanizmdan zavqlanish, turli xil texnik xususiyatlarni tavsiflash kerak, xavfsizlik talablari, boshqa xususiyatlarga rioya qilish kerak.
Ishlash va turlar printsipi
Ishlash printsipi gazni kesish ko'krak orqali toza ko'rinishi bilan kislorod terini etkazib berishga asoslanadi. Autogenning tarkibiy xususiyatlaridan qat'i nazar, qatllar to'g'ri - kislorod muhitining ta'siri ostida metallning yonishi natijasida yuzaga keladi. Qurilmadan foydalanishning asosiy talabi - yonish harorati eriyishdan yuqori bo'lishi kerak, aks holda materiallar yuqori sifatli ishlarga aralashadi va quritadi.
Ko'pgina po'latdan yasalgan qotishmalar kislorod propanining keskin qismiga ta'sir qilmaydi, chunki doplangan aralashmalarning maksimal ulushi tufayli. Element tarkibidagi uglerodning mavjudligi beqaror operatsiyaga olib kelishi yoki jarayonni to'xtatish mumkin. Metallga ta'sir bir necha bosqichlarda sodir bo'ladi:
- Harorat po'lat yoqish darajasiga ko'tariladi. Kerakli olovli mash'alani olish uchun ozon kerakli nisbatlar bo'lgan yonilg'i aralashmasi bilan aralashtiriladi.
- Isitishdan keyin zona kislorodli o'rta va qayta ishlash joyidan materiallarni chiqaradigan zona paydo bo'ladi.
Qo'lda tikuvchilarning tasnifi ish turiga qarab bir nechta parametrlarga bo'linadi. Asosiy xususiyatlar:
- turli xil yonuvchan gaz, metan ishlatiladi, propaniya - butan, atsetilen va boshqalar;
- quvvat, isitish uchun aralashmani olish parametrlari;
- gaz ishlab chiqarish bo'yicha aktyorlik dizayni injektorlar qurilmalari va in'ektsiyasiz ishlatiladi.

Quvvat bir nechta turlarga, kichikdan materiyani yuqori darajada kesish uchun bo'linadi. Kam quvvatda, qalinligi 3 dan 100 mm qalinlikda bo'lgan narsalar, qalinligi 200 mm gacha bo'lgan qalinligi, yuqori - 300 mm qalinlikdagi materiallarni kesish mumkin. 500 mm gacha bo'lgan mahsulotni davolash qobiliyatiga ega bo'lgan navlar mavjud, bunday qurilmalarda ham sanoat va uy sharoitlari qo'llaniladi. Ba'zi tarkibiy qismlar nafaqat kuchga, balki gazni kesish dizaynida ham bog'liqdir.
Dizayn
Po'lat konstruktsiyalarni qayta ishlashda ishlatiladigan eng keng tarqalgan qurilmaning eng keng tarqalgan turi ikki-trubkali in'ektsiya Yonuvchan aralashma bir necha oqimlarga bo'linadi, bu esa ishlayotganda alanganing kuchini o'zgartirishga imkon beradi. Sozlash mexanizmi korpusning tashqi qismida joylashgan, bu erda boshqa asboblar mavjud.
Oqim naychaning uchiga boshi orqali o'tadi, versiyada markaziy ko'krak qafasi bilan yuqori tezlikda bo'ladi. Og'iz bo'shlig'i kesishishning asosiy funktsiyasi, jarayonning kesish qismi uchun javobgardir. Gazning bir qismi yuqori bosim ostida qoldiradigan injektorga tarjima qilinadi, u oqilona aralashmani ulaydi. Aralash jarayoni amalga oshiriladigan oqim stavkasini moslashtirdi.
Aralashishni shakllantirish pastki naychani ushlab turadigan uchuvchining boshi bilan amalga oshiriladi. Magar tashqi, ichki og'iz bo'shlig'i o'rtasida hosil bo'ladi, u yonuvchan aralashmani shakllantirishning natijasi. Ikki kanal tizimi injektorga kislorod va yordamchi gaz ta'minotini sozlashga imkon beradigan sozlanadigan klapanlar bilan jihozlangan.
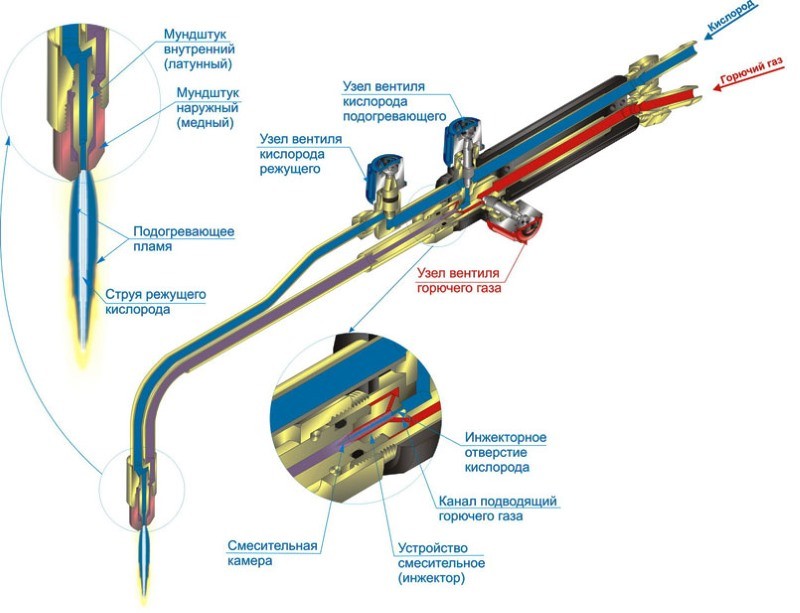
Inyeksiya turisiz dizayni yanada murakkab, chunki ikkita kislorod oqimlari va alohida gaz uchun quvurlar mavjud. Yonuvchan kompozitsiya aralashmasi to'g'ridan-to'g'ri bosh ichida uchraydi, bu dizayn ko'proq xavfsiz effekt hisoblanadi. Harakatlarni bajarish uchun, ikkala kislorod va yonadigan gazlarning ham yuqori darajada ta'minlanishi talab qilinadi.
To'petlarning o'lchami GOST standartlari bilan belgilanadi, kichik qismlar bilan ishlab chiqarish uchun, p1da umumiy uzunligi 50 sm dan oshadi. Yaqinroq dizaynlar shaklda ishlab chiqariladi, vazifalarni bajarish uchun mo'ljallangan maxsus kengaytirilgan tuzilmalar mavjud kesish joyiga kirish qiyinligi bilan.
Afzallik va kamchiliklar
Gaz yonishi ishlab chiqarish sharoitida ishlab chiqarish sharoitida ishlab chiqarish sharoitida ishlab chiqarishga mo'ljallangan. Qurilmani qo'llashdan oldin, propan va kislorod bilan metall kesish asosiy xususiyatlarini tushunish juda muhimdir:
- Harakatlanish mexanizmi kesilgan silliq chiziqlar kesilganda qulay bo'ladi. Barqaror quvvat bizga turli xil qalinliklarning metall buyumlarini ajratishga imkon beradi. Burchak mashinasi kabi vositani ishlatishning iloji bo'lmagan holatlarda gaz yonuvchisi ishlatiladi. Dumaloq mahsulot yoki karning ochilish vazifasi gaz yonishi tomonidan maxsus sa'y-harakatlarni talab qilmasdan amalga oshiriladi.
- Gazni kesish benzin modellaridan farqli o'laroq afzalliklarga ega. Kam vazndan tashqari, ishlayotganda mexanizm, shuningdek ixcham, shuningdek, siqilishda shovqinni ko'paytirmaydi.
- Qurilmadan foydalanish vositalarining yonuvchan gazning ta'siri asosida foydalanish, qatlamni tezlashtirish ikki baravar, bu mexanik asboblarning kuchi ostida emas.
- Propan, suyuq holatdagi gaz kabi past narx bilan ajralib turadi. Shuning uchun u nafaqat mahsulotni ishlab chiqarish ehtiyojlarida, balki metall va boshqa tadbirlarda ham qo'llaniladi.
- Bir yonuvchan aralashma sifatida propandan foydalanish yuqori sifatli kesishni amalga oshirishga imkon beradi. Kesish torayin tomonidan amalga oshiriladi, bu sifatli ishning asosiy omili hisoblanadi.
Kamchiliklarni ta'kidlash mumkinki, ba'zi materiallar propanli trakti bilan davolash mumkin emas, masalan, quy temir va yuqori qismli po'latdan yasalgan.
Foydalanish xususiyatlari
Yuqori uglerod tarkibiga ega po'lat materiallar gaz qurilmasini kesish tavsiya etilmaydi. Buning sababi yuqori erigan nuqta fokus parametriga yaqin. Ko'krak qafasi ekspluatatsiyasidan kelib chiqadigan o'lchov o'rniga material qirralarning qirralari bilan reaktiv reaktsiyaga kiradi, natijada kislorod to'xtamaydi.
Quyi temir bilan ishlash, grafitning mavjudligi, g'alla shakli kabi ba'zi qiyinchiliklarga olib kelishi mumkin. Shuningdek, gazni kesish propan tomonidan, mis, alyuminiy, boshqa osonlikcha erib ketadigan po'latlarni qayta ishlashda ishlatilmaydi.
Kerakli uskunalar
Tozalarni qayta ishlash bo'yicha turli xil vazifalarni bajarish uchun tegishli vositalar tayyorlash kerak. Operatsiya quyidagilardan foydalaniladi:
- kislorod va propan bilan silindrlar;
- dissertatsiya vositasi;
- ma'lum bir o'lchamdagi og'iz bo'shlig'i;
- shlanglar.
Xavfsizlik texnikasi har bir silindrda sozlash klapanining mavjudligi tufayli. Propan tsilindr tezkor ip ipiga ega, natijada qo'shimcha vites qutisini o'rnatish mumkin emas. Uskunalar shunga o'xshash dizaynlarga ega, ikkalasi ham, ishlab chiqarish maqsadlarida ham mavjud. Metall kesishdan oldin, ishlashni, barcha sozlash elementlarining mavjudligini tekshirish kerak.

Ozonning kelishi ko'k rang bilan belgilangan, valmalar to'g'ridan-to'g'ri silindrda va kesgichda joylashgan. Propan oqimi boshqa barcha gaz va portlovchi moddalar, qizil yoki sariq sifatida belgilangan.
To'xtatuvchini ulagandan so'ng, jarayon palataning aralashgan kamerasini hosil qilish uchun kislorod va propan birlashtirilishi boshlanadi. Dizayn agregatlarni o'zgartirishni ta'minlaydi, rejalashtirilgan ta'mirlash va texnik xizmat ko'rsatish uchun, tugunlardan bo'lmagan taqdirda uni almashtirish mumkin bo'lsa, ishni davom ettirish mumkin. Og'iz bo'shlig'i tanlangan vazifalar turiga qarab tanlanadi, turli xil o'qish va raqamlar bilan farq qiladi.
Nuistlar kesish
Dission jarayon tezlikni boshqarish uchun ko'zda tutilgan, parametrni vizual ravishda bosib o'tish, uchqunlar va ularning noqulayligining soniga bog'liq. Kesish jarayonida hosil bo'lgan uchqun oqimi 90 ° burchak ostida hosil bo'lishi kerak. Agar oqim yo'nalishni o'zgartirsa, tezlik sozlanadi, bu holda tezlik past bo'lsa, parametrlarni talab qiladi.
Tuzilmaning qalinligi jarayonga, barg ishlayotganida, 6 sm dan ortiq qalinligi, qalinligi past burchakka joylashtirilishi kerak. Qalinlarga ishlov berishda 15 ° dan ortiq moyillik burchagiga bardosh berish juda muhim, tezlikni boshqaring. Yo'lning o'rtasida dissektsiyani to'xtatgan taqdirda, bu jarayon yangilanmaydi va avval uni amalga oshiradi. Qalin mahsulot bilan harakatlarni o'zgartirish uchun o'zgartirishlar uchun, bir perimetri bo'ylab metall qayta ishlanganligi uchun uni ushlab turish kerak.

Po'latni kesish tugagandan so'ng, kesish gaz ta'minoti o'chirildi. Keyin klve silindrga mos keladi, oxirgi navbat yoqilg'i aralashmasi bilan yopiladi.
Sirt va jingalak kesish
Metall sirtda yengillik yaratish jarayoni boshqacha qilingan. Kesish ko'krak qafasi bilan amalga oshiriladi va eritilgan shlak, mahsulotning pastki qismini qizdiradi. Isitish materialni atdirishdan oshmaydigan haroratda amalga oshiriladi.
Kesish kislorodining ochilishi materialning yonishining ma'lum bir qismini ta'minlaydi, shu bilan toza qirrali va kesilgan chiziq ishlab chiqaradi.
Aktsiya 80 ° gacha bo'lgan burchak ostida, gaz ta'minotidan so'ng, kesgich 18 dan 45 ° gacha burchakka o'tadi. Kerakli miqdordagi yivlarni shakllantirish tezlikni sozlash orqali amalga oshiriladi. Groovning kattaroq o'lchami og'iz bo'shlig'i burchagi va tezlikni sekinlashtirish, kislorod darajasini sozlash sifatida erishiladi. Goovning kengligi ko'krak oqimi va chuqurlik oqimini sozlash bilan o'zgarib, gooverning kengligi 1 dan 6 gacha. Kengligi imtiyozli ob'ektga ega, chunki kenglik imtiyozli ob'ekt mavjud, chunki Mahsulotning yuzasida quyosh botishi mumkin.
Gazni tanlab olishda e'tibor berish
Yuqori sifatli vositani tanlash natijaga bevosita bog'liq. Agar siz ba'zi parametrlarni e'tiborsiz qoldirsangiz, ba'zi bir to'xtavonlik xususiyatlari yo'qoladi, xavfsizlik sozlamalari kamayadi. Amalga oshirilgan talablarga rioya qilishni talab qiladigan propan va kislorod portlash moddalari:
- Tutqich alyuminiy qotishmalaridan amalga oshiriladi, plastmassa arzonroq qo'llaniladi, vaqt o'tishi bilan eriydi, shakllanmoqda.
- Nopol nopipple uzoq davom etadi alyuminiy tuzilmasini davom ettiradi, chunki u deformatsiyalarga ega.
- Valfning aylanishida nostandart vaziyatda jarayonni to'xtatish, jarayonni to'xtatish uchun ozgina kuch sarflash kerak. Tavsiya etilgan valf hajmi kamida 4 sm.
- Eng ishonchli shinglar 1500 tsiklgacha bo'lgan zanglamaydigan po'latdan yasalgan, ammo misra shunga o'xshash xizmat hayotiga bardosh bermaydi. Eng mos variant qulay narx sifatli nisbatiga ega bo'lgan birlashtirilgan shinglardir.
- Kapitaning dizayni buzilishi kerak, texnik xizmat ko'rsatish xizmatini kengaytirish uchun amalga oshiriladi. Moddiy og'iz bo'shlig'i - mis.

Ta'mirlash to'plamlarining mavjudligi, qisqartirish uchun ehtiyot qismlar. Agar bo'sh savdolar bo'lmasa, ta'mirlashni tiklashda muammolar bo'lishi mumkin.
Kislorod propanidan qanday foydalanish kerak
Propanning ishlashi - kislorodni kesish uchun muayyan qoidalarga muvofiqlikni talab qiladi. Uskunalarni kislorod, propanli kesish bilan ishlatishdan oldin quyidagi talablar bilan tanishish muhimdir:
- Xavfsizlik uskunalariga rioya qilish e'tiborsiz qoldirilmaydi, himoya niqobini yoki ixtisoslashgan ko'zoynaklarni qo'llash juda muhimdir. Bundan tashqari, operatorning kiyimlari rezerozli materialdan iborat bo'lishi kerak.
- Kofirdan olingan alanga gaz ta'minoti tebranishi qarama-qarshi tomondan.
- Silindrlarning joylashuvi to'g'ridan-to'g'ri ish joyiga yaqin bo'lgan besh metr masofada ruxsat berilmaydi.
- Imsiya ochiq havoda yoki yopiq shamollatish bilan yopiladi.
Uzoq muddatli oddiy uskunalar ishni davom ettirishdan oldin oldini olish kerak. Sinovni boshlashdan oldin propan shlani uzilgan, gaz bosimi etkazib beriladi. Agar so'rg'ich paydo bo'lsa, injektor barmoq bilan barmoq bilan tekshiriladi, agar uskuna yaxshi holatda bo'lsa.





