Kislorodni kesish
Kislorodni kesish jarayonining mohiyati
Kislorodni kesish metallarning xususiyatlariga va texnik jihatdan toza kislorod reaktivida kuyish uchun ularning qotishmalariga asoslanadi. Metallni kesish, quyidagi asosiy talablarni qondirish mumkin:
- Metallning erish nuqtasi kisloroddagi yonish haroratidan yuqori bo'lishi kerak. Ushbu talabga javob bermaydigan metall eriydi va yonmaydi. Masalan, kam uglerod po'latida 1500 ° C ga teng va kislorodda 1300 ° C haroratda yonib ketadi. Temirdagi uglerod tarkibining ko'payishi eritish nuqtasining pasayishi va kislorod haroratining ko'payishi bilan birga keladi. Shuning uchun, uglerod mazmuni va aralashmalari bilan po'latning kesilishi murakkablashadi.
- Missiya oksidi osonlikcha puflab, oksidlanish va kesish jarayoniga xalaqit bermasligi uchun metallning erishi va kesish jarayoniga xalaqit bermasligi kerak. Masalan, xrium po'latlarini kesish, 2000 ° C ning eritilishi bilan xrom oksidi shakllanadi va eritadi, bu oksidlar metall sirtini qoplaydi va to'xtatadi Keyingi kesish jarayoni.
- Kesish paytida hosil bo'lgan shlaklar etarlicha suyuqlikka ega bo'lishi va kesilganidan osongina zarba berish kerak. Ishlab turish va yopishtiruvchi shlaklar kesish jarayonining oldini oladi.
- Metallning issiqlik o'tkazuvchanligi eng kichik bo'lishi kerak, chunki metall bilan atalgan issiqlikning eng yuqori issiqlik o'tkazuvchanligi kesish bo'limiga intensiv ravishda beriladi va parkani pardaga qizdiradi.
- Metallning yonish paytida chiqariladigan issiqlik miqdori katta bo'lishi kerak; Ushbu issiqlik metallning qo'shni qismlarini isitish uchun hissa qo'shadi va shu bilan kesish jarayonining uzluksizligini ta'minlaydi. Masalan, uglerod po'latining pastligi 65 .... Umumiy issiqlikning 70 foizi kislorod (atigi 30 ... 35% isitish churkali olovidan issiqroq bo'ladi.
Kislorodni kesishning ikkita asosiy turlari mavjud: ajratish va yuzasi.
Anjir. biri
Ajratish kesish (1-rasm) turli xil blankalarni, payvandlash va metall qismlarini kesish bilan bog'liq boshqa asarlar uchun turli xil blankalarni, kesish qirralarini kesish uchun ishlatiladi. Jarayonning mohiyati shundan dalolat beradiki, metallning chizig'i bo'ylab kisloroddagi yonish harorati bilan isitiladi, ular kislorodli va kislorodli oksidlar bu jetni bo'limi qismidan chiqarib yuboradi.
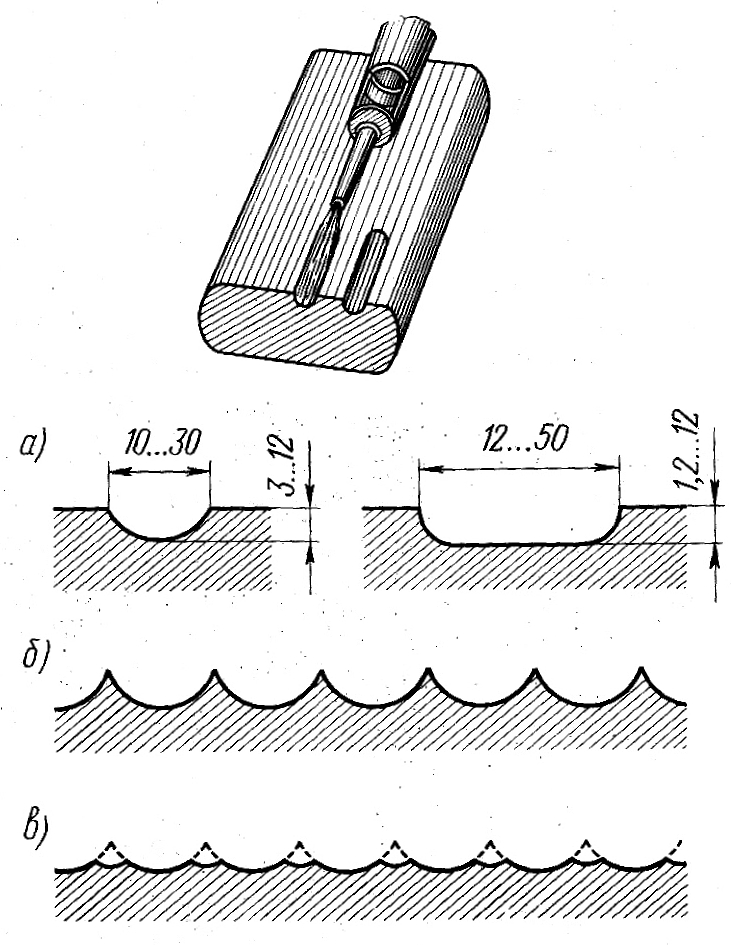
Sirt kesilishi (95-rasm, a b c) Metallning sirt qatlamini olib tashlash uchun qo'llang, maydalangan groovlar, sirt kamchiliklarini olib tashlash va boshqa ishlarni olib tashlash.
Anjir. 2.
Ikki turdagi sirt kesmalarini qo'llang - insult va o'tkirlash . Qattiq bo'lsa, to'satdan qabul qiluvchi harakatni planerni to'lashga olib keladi. Qatratilganda, to'xtagan bo'g'in kabi ishlaydi.
Kislorodni kesish uchun uskunalar
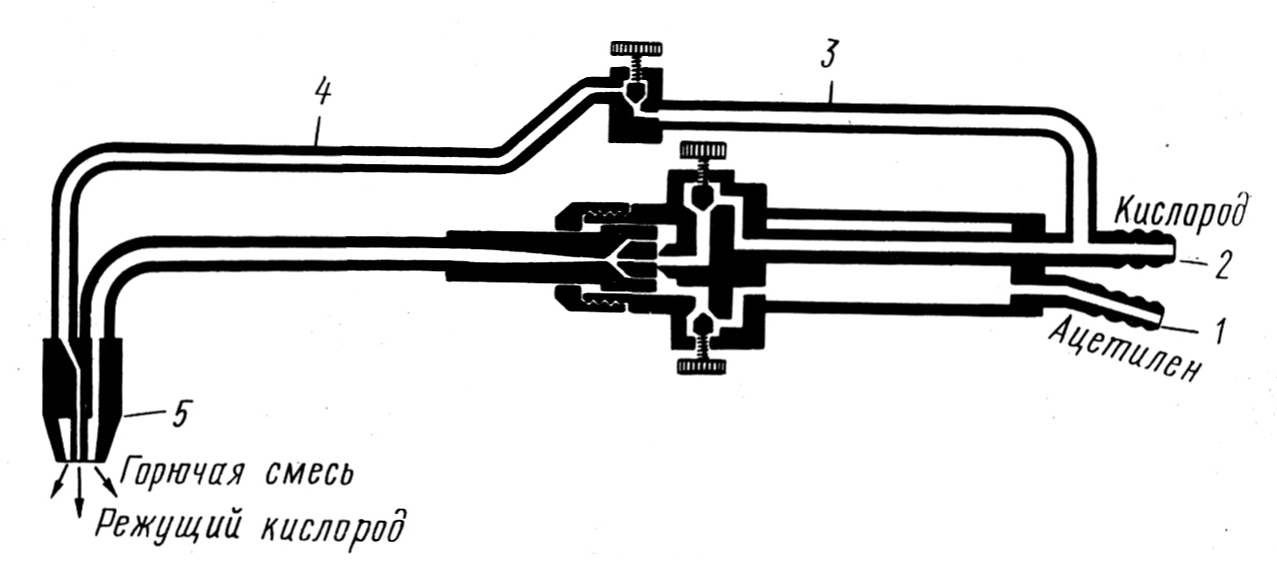
Kislorodni kesish kruizining kesitilishi yonuvchan gazlar yoki suyuqlik bug'larini kislorod bilan to'ldirish, issiqlik kislorodining kesish zonasiga etkazib berish va etkazib berish zonasiga etkazib berishni to'g'ri hal qilishga xizmat qiladi. To'piqlar tayinlash bilan tasniflanadi ( universal va maxsus), gazlarni aralashtirish printsipiga binoan ( injektor, I. sandiqsiz),, deya tashlaydigan turlarga ko'ra (uchun ajratish va sirtmoq Kesish), foydalanish uchun (uchun qo'llanma va mashina kesish). Ajratish kesish uchun universal in'ektsiya qo'lini kesish (3-rasm) eng katta dasturga ega bo'ldi.
Anjir. 3.
Ular maylorni etkazib berish uchun alohida naycha va ikkita almashlab turadigan maxsus bir qurilmaning mavjudligini payvandlash mash'alalaridan farq qiladi ( ochiq - Isitish uchun va ichki - sof kislorod reaktivi uchun). Acetilen shlang ustida nippelga beriladi 1 va kislorod - nigelga 2 . Nippeldan 2 Kislorod ikki yo'nalishda bo'ladi. Oddiy payvandlash mash'alalarida bo'lgani kabi, kislorod bir parcha injektorga va keyin aralash kameraga kiradi. Atsetilen bilan metrlyografiya aralashmasi va nipel orqali so'rib olish mumkin 1 . Yengil aralashmasi naychadan o'tadi, u ichki va tashqi og'iz bo'shlig'ining bir-biriga buralib qoladi 5 va isitiladigan olovni yaratadi. Naychalar orqali kislorodning yana bir qismi 3 va 4 Ichki og'iz bo'shlig'ining markaziy teshigiga kiradi 5 Va kesilgan kislorodni hosil qiladi va kesilgan metall kesilgan zonadan hosil bo'lgan metallni ochib beradi.
Ajoyib dastur qo'lda universal to'sarni qabul qildi "Mash'al" (Yaxshilangan qisqartirilgan dizayn "Olov" ). U metall qalinligini kesishga imkon beradigan beshta ichki va ikkita tashqi ko'rinadigan 300 mm tezlik bilan (metallga va uning qalinligiga qarab) 80 ... 560 mm / min . Aksetilenning gaz zaxiralari bo'yicha ishlash uchun kesiklar ishlatiladi Rzr . Ular injektorlar va og'iz bo'shlig'ining keskin o'lchamlarida farq qiladi. Sanoat uskunalari universal payvandlash mash'alalarini magistrallarga biriktirish uchun mo'ljallangan plagin uskunalari ishlab chiqariladi (masalan, Kinchter RGS-70 Kuydirgichlarga "Yulduz" va GS-3. , kesgich Rgm-70 - Kiruvchilarga "Yulduz" va GS-2 ). Bu payvandlashning tez-tez o'tish sharoitida tez-tez o'tish va aksincha.
Anjir. to'rt
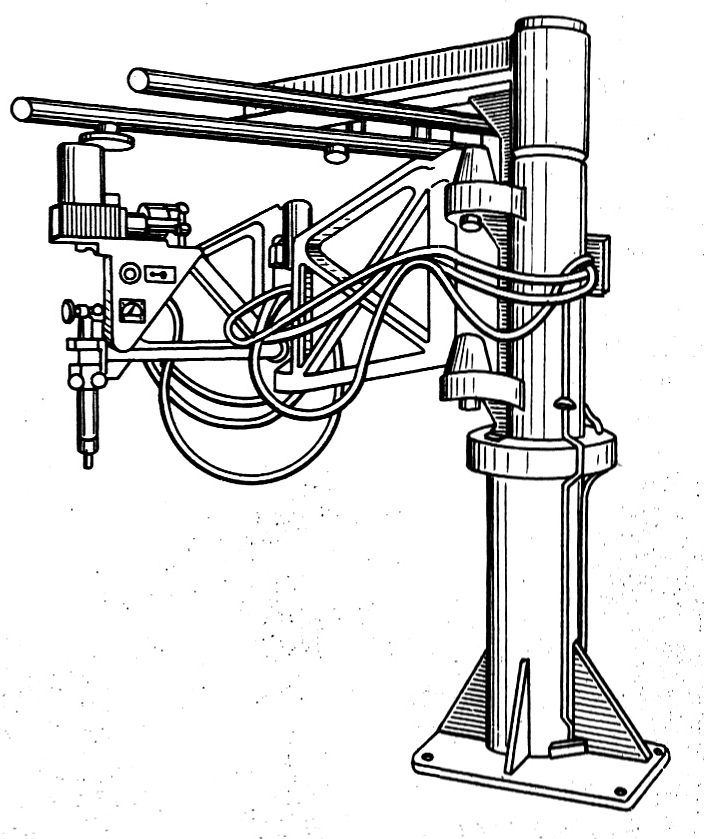
Statsionar menteşe dastgohlari mashina kesish uchun ishlatiladi Assah-2. (4-rasm) va Assah-70 dan farqli Assah-2. Ko'proq ilg'or drayver va bir vaqtning o'zida uchta qismni kesishga imkon beradigan pantografning mavjudligi. Kesish metallining qalinligi 5 ... 100 mm . Portativ mashinalar - bu kesish va kesish metall orqali harakatlanadigan o'z-o'zidan tashlangan aravalar. Drayv - bu elektr motor, bahor mexanizmi yoki gaz turbinasi. Masalan, mashina "Kamalak" Qalin choyshablarni kesish uchun mo'ljallangan 5 ... 160 mm tezlikda 90 ... 1600 mm / min . Massa mashinasi 16 kg . Portativ avtomobillar "Sun'iy yo'ldosh-3" Diametri bilan po'lat quvurlarni kesish uchun mo'ljallangan 194 ... 1620 mm Devor qalinligi bilan 5 ... 75 mm tezlik bilan 100 ... 900 mm / min . Ommaviy mashina - 18 kg .
Kislorodni kesish texnologiyasi
Metall kesish yuzasi axloqsizlik, bo'yoqlar, shkala va zangdan yaxshi tozalanishi kerak. Tarmoqlar, bo'yoqlar va moylarni olib tashlash uchun, rejalashtirilgan sektsion chiziq bo'ylab asta-sekin yonish yoki kesgichning alangasi bilan sekinlashishi kerak. Bunday holda, bo'yoq va neft kuyib, metall orqasida qobig'i ko'tariladi. Keyin metall sirtida metall cho'tka bilan tozalanadi.
Kesish jarayoni metallni isitishdan boshlanadi. Isitish olovini to'sar, kisloroddagi yonish haroratiga (deyarli deyarli erigan nuqtaga) qizdirilgan metallning chetiga yo'naltirilgan. Keyin kislorodni kesish oqimini qo'ying va kesgichni kesish liniyasi bo'ylab harakatlantiring. Kislorod yuqori isitiladigan metall qatlamlarni yoqadi. Yuvish paytida chiqarilgan issiqlik invashyon haroratiga asosiy metall qatlamlarni isitadi va kesish jarayonining uzluksizligini saqlaydi.
Varaqasi qalinligi 20 ... 30 mm Og'zaki tanqisni kesish natijasida boshida o'rnatilgan 0 ... 5 ° yuzaga, keyin - burchak ostida 20 ... 30 ° yon tomonga, teskari kartover harakati. Bu metallni isishi jarayoni tezlashadi va ishlashni yaxshilaydi.
Anjir. beshta
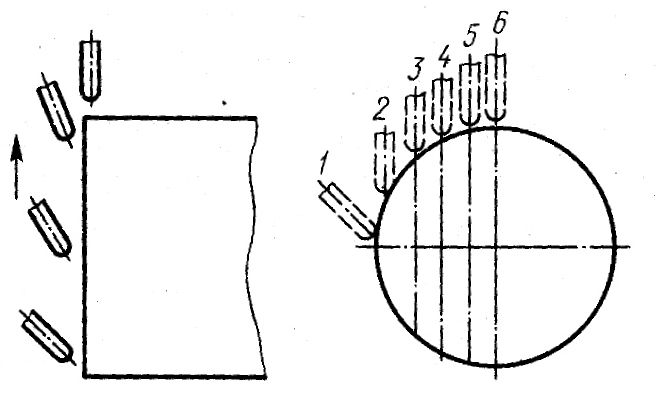
Katta qalinliklarni metall kesish quyidagicha amalga oshiriladi. Og'izgatulting Kpterta birinchi bo'lib isitish olovi oqimiga perpendikulyar ravishda o'rnating, shunda kesish olanti, keyin kesish kislorod, metall kesilgan vertikal yuzi bo'ylab joylashgan. Metallni yoqish haroratiga isitishdan so'ng, kislorodni kesish oqimi ruxsat etiladi. Kesgichni kesish chizig'i bo'ylab harakatlantirish Ushbu chiziqning boshida metallning boshida barcha qalinligi uchun kesiladi. Kesishni oldini olish uchun, metallning pastki qatlamlarida, jarayon oxirida kesish tezligini sekinlashtirishi va qiyalikini oshirishi kerak 10 ... 15 ° yon tomonga, teskari harakat. Shaklda ko'rsatilganidek, kesish jarayonini pastki chetidan boshlash tavsiya etiladi. 5. Xizmat qilish 300 ... 400 ° S Yuqori tezlikda kesish imkonini beradi. To'xtash tezligi metall yonish tezligiga mos kelishi kerak. Agar kesish tezligi to'g'ri o'rnatilgan bo'lsa, uchqunlar va shlaklarning iplari kesilgan va qirralar tugunlar va ko'zlarsiz tozalanadi. To'xtashni harakatlantirgan holda, uchqun tomonda silkinish balandligi bilan uning orqasida qolmoqda, pastki chetidagi metall yonish uchun vaqt bo'lmaydi va oxir-oqibat kesish to'xtatiladi. Spark pastli tezlikda keskin, kesmaning qirralari eritiladi va kampaniyalar bilan qoplangan.
Kesish bosimi kesish metallining qalinligiga va kislorodning tozaligiga qarab belgilanadi. Kislorodning pokligi, kam bosim va kislorod iste'moli yuqori. Metalni kesish bilan kislorod bosimining qaramligi quyidagicha:
Kesishning kengligi va pokligi metall kesish va qalinligi qalinligining ta'siriga bog'liq. Mashinani kesish materialni kesishdan ko'ra toza qirralarni va kichikroq kesilgan kenglikni beradi. Metallning qalinligi qanchalik katta bo'lsa, kesishning kengligi katta. Bu quyidagi ma'lumotlardan ko'rinib turibdi:
| Metall qalinligi, mm | 5…50 | 50…100 | 100…200 | 200…300 |
|---|---|---|---|---|
| Kengligi, mm | ||||
| Qo'lda kesish bilan | 3…5 | 5…6 | 6…8 | 8…10 |
| Mashina kesish bilan | 2,5…4,0 | 4,0…5,0 | 5,0…6,5 | 6,5…8,0 |
GOST 14792-80 "Kislorod va plazma-yoy bilan kesilgan tafsilotlar va blankalar. Kesish yuzasining aniqligi, sifati kesish usuliga (bo'sh joylar) va metall qalinligining o'lchamlari (bo'sh joylar) miqdoridagi qismlarning nominal o'lchamlarining nominal o'lchamlari cheklanganligini ta'minlaydi; Uch sinf aniqligini o'rnatadi:
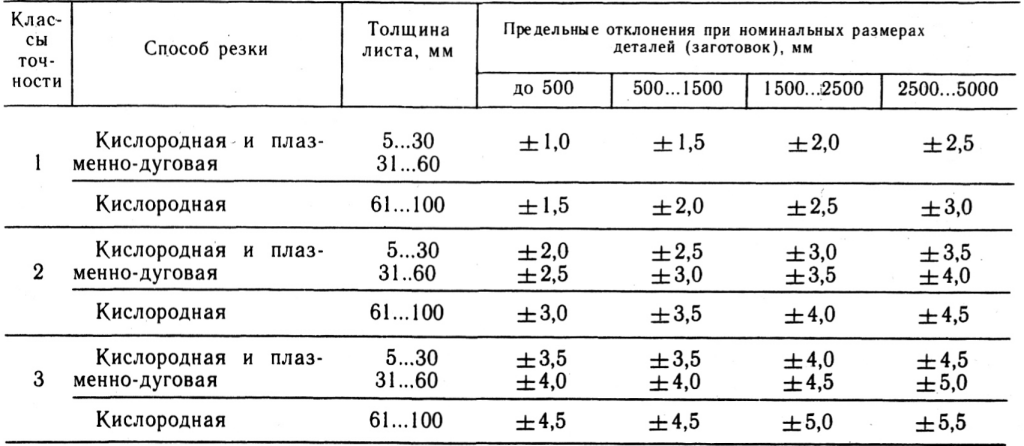
Kesish yuzasi sifatining ko'rsatkichlari ham quyidagilar keltirilgan:
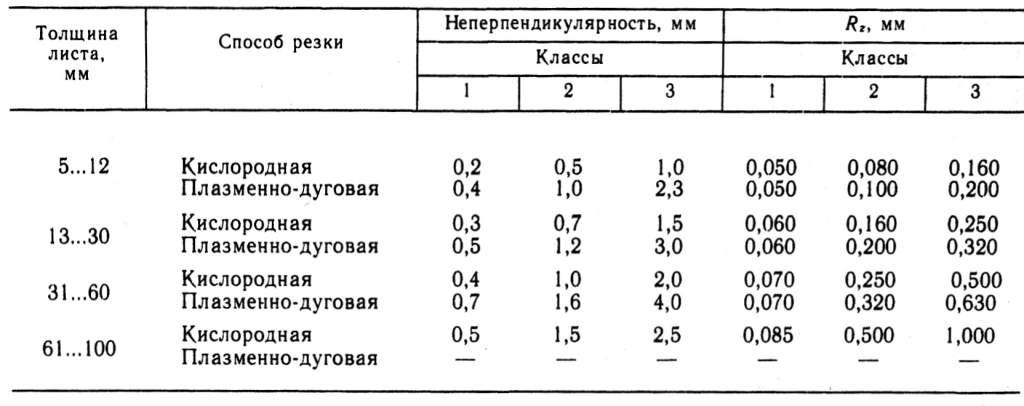
Ushbu ko'rsatkichlar kam uglerod po'lat kislorodini kesish mashinasi kislorodli kesish bilan bog'liq 1-chi va 2-navli navlar.
Kesish jarayoni metallning tuzilishi, kimyoviy tarkibi va mexanik xususiyatlarini o'zgartirishga olib keladi. Kam uglerod po'latini kesish bilan, jarayonning tuzilishi issiqlik ta'siri unchalik katta emas. Perlitning bir qismi bilan bir qatorda sorbitolning muvozanatsiz tarkibiy qismi paydo bo'ladi, ular ham metallning mexanik xususiyatlarini yaxshilaydi. Uglerod tarkibiga ega bo'lgan po'latdan yasalgan, shuningdek sorbitoldan tashqari aralashmalar, trocostitdan tashqari, trostostit shakllanadi va hatto fritensit. Bu po'latning qattiqligi va mo'rtligi va qirralarning yomonlashishi kuchayadi. Sovuq yoriqlarni hosil qilish mumkin. Po'latning kimyoviy tarkibidagi o'zgarishlar to'g'ridan-to'g'ri kesish yuzasida kesish yuzasida kesish yuzasi kesish natijasida kesma kislorodning ta'siri ostida uglerod yonishi natijasida kesilgan yuzaga keladigan metal qatlamini shakllantirishda namoyon bo'ladi. Bir oz chuqurroq, uglerod boshlang'ich metalldan ko'ra katta miqdordagi fitna. Keyin, uglerod tarkibi kesilgandan olib tashlanganligi sababli manbaga kamayadi. Shuningdek, po'latning qiziqarli elementlarining yonishi sodir bo'ladi.
Kesish bilan past uglerod po'latining mexanik xususiyatlari deyarli o'zgarmaydi. Uglerod, marganets, xrom va molibdenning yuqori miqdori bilan po'lat keskin hosil bo'ladi, kesish zonasida qattiqroq va yoriqlar bo'ladi.
Zanglamaydigan xrom va xromoxichel po'lat, quyma temir, rangli metallar va ularning qotishmalari an'anaviy gaz kislotasi kesish bilan ta'minlanmaydi, chunki ular yuqoridagi sharoitlarni qoniqtirmaydilar.
Ushbu metallar uchun kislorod-fluxni kesish ishlatiladi, uning mohiyati quyidagicha. Chang oqim chang oqimi kesish zonasiga doimiy ravishda qo'shimcha uskunalar yordamida etkazib beriladi, bu qo'shimcha asbob-uskuna bilan birlashtiriladi va bo'limning harorati yaxshilanadi. Bundan tashqari, oqaron oksidlar bilan reaktsiya reaktsiyaga reaktsiya va kesilgan qismidan osonlikcha, suyuqlik to'planadigan shlaklar bilan reaktsiya qilinadi.
Flux kabi yaxshi naslchilik temir brend kukuni ishlatiladi PZ5M. (GOST 9849 - 74). Chromiumni kesishda va xromosichel po'latlar qo'shing 25…50% Shkala. Quyma temirni kesishda ~30…35% Dominal ferrrofsizfasiz. Mis va uning qotishmalarini kesish bilan, oq kukunning aralashmasi alyuminiy kukuni bilan aralashadi ( 15…20% ) va ferroforiy ( 10… 15% ).
Kesish amalga oshiriladi Urhs-5. fluxit va to'sardan iborat. O'rnatish Qo'l va mashina kislorod-flomini kesish uchun ishlatiladigan va xromosichel po'latlarning qalinligi 10 ... 200 mm Kesish tezligi bilan 230 ... 760 mm / min . Ustida 1 m Kesilgan kislorod iste'mol qilinadi 0.20 ... 2.75 m 3 , atsetilen - 0,017 ... 0.130 m 3 va Flux - 0.20 ... 1.3 kg .
Kislorod-Flux kesish bo'lsa, isitish olovining bir qismi oqimni isitish uchun ketadi. Shuning uchun olovning kuchi olinadi 15…25% an'anaviy gazni kesish bilan yuqori. Olov normal yoki asetilenning ortiqcha bo'lishi kerak. Og'iz bo'shlig'ining uchidan kesish metall yuzasiga og'iz bo'shlig'i bilan qoplangan masofa o'rnatildi 15 ... 25 mm . Kichik masofada oqim zarralari metall sirtdan aks ettirilgan va kesish tugmachasiga tushib, paxta va teskari zarbalarni keltirib chiqaradi. Bundan tashqari, og'iz bo'shlig'ining haddan tashqari qizib ketishi mavjud, bu kesish jarayonining buzilishiga olib keladi. Og'iz bo'shlig'ining moyilligi burchagi bo'lishi kerak 0…10 0 yon tomonga, kesish yo'nalishi. Yaxshi natijalar qizdiradi. Xrom va xromoxichel po'latdan so'radi 300 ... 400 ° S va mis qotishmalari - ga 200 ... 350 ° S .
Kesish tezligi metall va uning qalinligi xususiyatlariga bog'liq. Chizoz qalinligi 50 mm Tezlikni kesing 70 ... 100 mm / min . Bir vaqtning o'zida 1 m Kesilgan pul sarflanadi 2 ... 4 m 3 kislorod 0.16 ... 0,25 m 3 Atsetilen I. 3.5 ... 6 kg Flite. Taxminan bir xil ma'lumotlar mis qotishmalarini kesishda olinadi. Xrom va xromoxel po'latlarni kesish bilan, barcha materiallarning iste'moli deyarli kamayadi 3 marta .





