Gazni kesish metall: kislorod iste'moli va propan, texnologiya
Bugungi kunda metall kesishni amalga oshirishning eng keng tarqalgan usuli - bu avtogen, shuningdek, gaz yoki kislorod deb ataladi. Uning mohiyati gaz olovining ta'siri ostida, metall isitiladi va eritishni boshlaydi va kislorod jet ta'siri ostida uning yonishi kesilib, tor piyozni aylantiradi.
Acetilen, propan-butan, tabiiy, koks gazi isitgich sifatida ishlatiladi.
Metallni kesish kerakli yakuniy natijaga qarab tasniflanishi mumkin:
- yuzaki;
- ajratish;
- nayza kesish.
Yuzaki gazni kesish, metall qatlamlarni, uyalar, groov va boshqa tarkibiy elementlarni hosil qilish uchun metall qatlamlarni olib tashlash kerak bo'lgan hollarda qo'llaniladi.
Bo'linish turlari kerakli miqdordagi metall elementlar, qismlarni olish uchun oxirigacha kesilishni amalga oshirishni ta'minlaydi. Chuqur yoki teshiklarni olish uchun metallni olish o'tkir nayza deb ataladi.
Texnologik jarayon
Mustaqillikka kesish turlaridan mustaqillik, ushbu jarayonni bajarish texnologiyasi bir xil bo'ladi. Gazning yonishi 1000 dan 1300 ° C gacha haroratni ta'minlaydi, qattiq po'latni eritib yuborish kifoya. Shu orada, kuchli metallodli kislorod etkazib beriladi, ular eritilgan metall molekulalari, ularni oksidlash oksidlashadi.
Natijada kesilgan kesilgan. Kislorod yuqori bosim ostida oziqlanadi, ko'pincha u 12 atmosferaga etadi, bunday jet terini ham terini kesish mumkin.
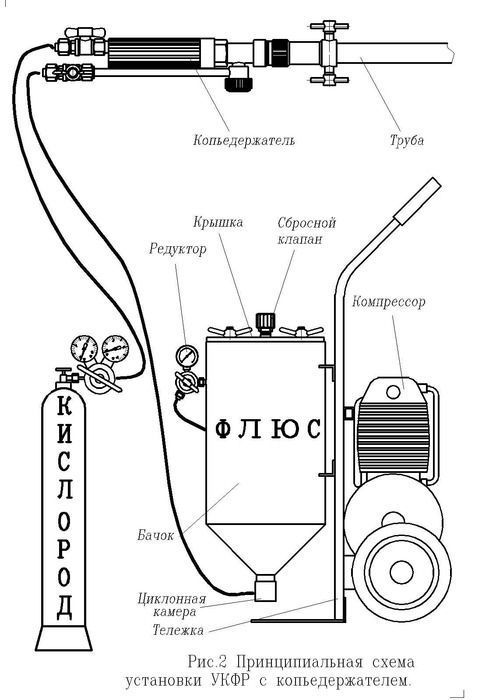
Kesish apparati tuzilmasi shu tarzda ishlab chiqilgan:
- gaz o'choq;
- ikkita silindrlar;
- mikser;
- bosimni sozlash;
- shlanglar.
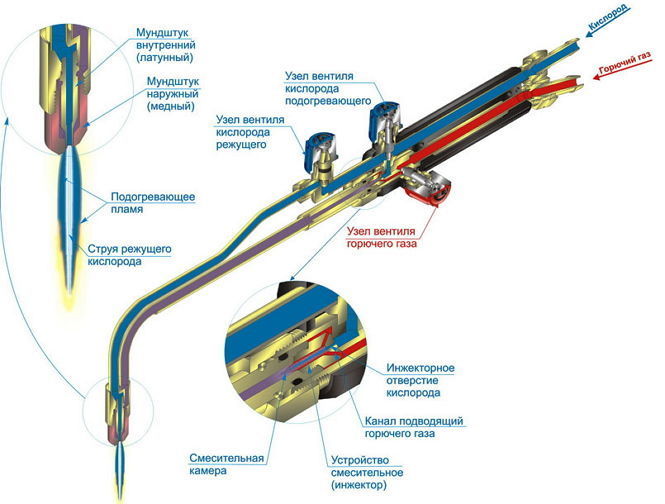
Gaz yonishi bir nechta nozullar, asosan uchta. Ikki tomondan yonilg'i moddasi oziqlanadi, uchinchi, o'rtada joylashgan uchinchi, kislorod etkazib beriladi. Silindrlar to'g'ridan-to'g'ri gaz va kislorod uchun mo'ljallangan, rejalashtirilgan ish hajmiga qarab, mos keladigan silindrlar tanlanadi.

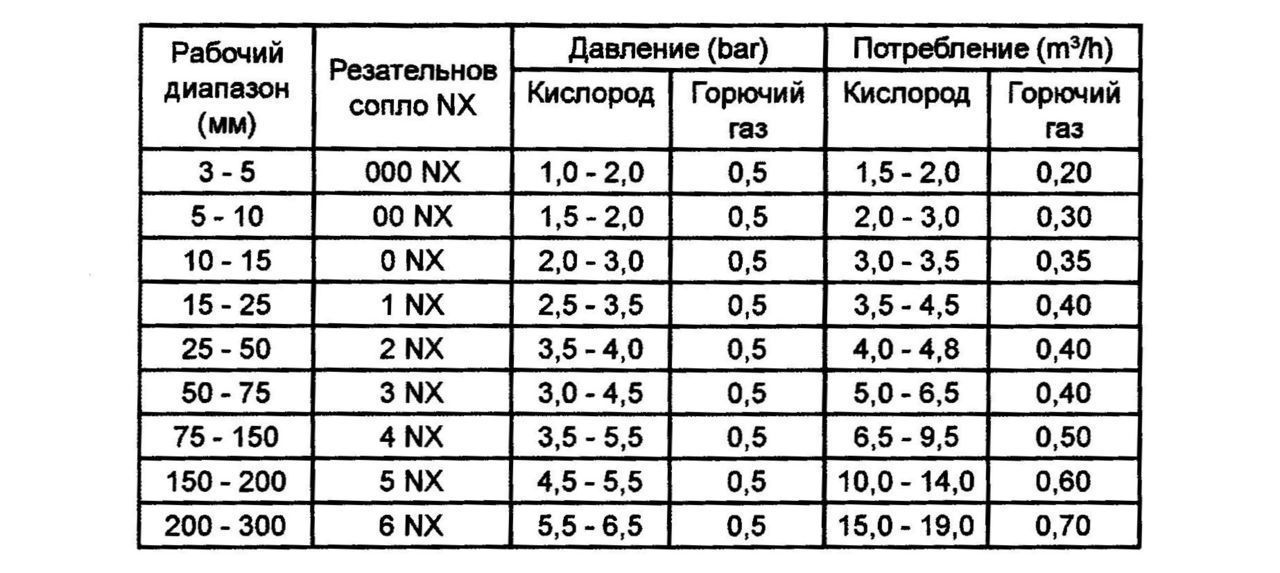
Bir soat davom etishning bir soatini ta'minlash uchun o'rtacha 0,7 m 3 asetilen (1 m 3 propan) va 10 m 3 kislorod iste'mol qilinadi. Umuman olganda, kerakli miqdordagi xom ashyo metallning zichligiga va uning isitish uchun zarur haroratga bog'liq bo'ladi. Axborot texnologiyalari kamayishi ma'lum bir yo'nalishda gaz ta'minotini tuzatadigan mayda nozullar tufayli, yonilg'i iste'moli kuchayadi.
Shovqinlar silindrlarning kislorod va yoqilg'ini mikkaga etkazib berish uchun zarur, ular ham qisma deb atashadi. Shutatlar tayyorlangan material ikki qavatli shinalar, paxta ipidan yasalgan ramka qatlamlari o'rtasida. Diametri 12 mm gacha, havo haroratida ishlash ehtimoli - 35 OF dan past emas.
Turli xil rejimlar va kesish tezligini ta'minlash uchun bosimni tartibga solish talab qilinadi. Kichik miqdordagi yoqilg'ini oziqlantirishning past harorati bilan ta'minlanishi mumkin, bu nozik po'lat yoki metall uchun zarur bo'lgan, shuningdek xom ashyo iste'molini kamaytirish uchun zarurdir.
Vitubning yana bir muhim vazifasi - bu yagona bosim darajasini saqlash. Agar kesish jarayonida gaz bilan uzilib qolsa, metall tezda salqin bo'lib, keyinchalik qayta ishlash imkonsiz bo'ladi.
Propan va kislorod bilan metall kesish
Kerakli uskunalar
 P101 KIRISh.
P101 KIRISh. Birinchi navbatda birinchi bo'lib R1-01 qurilmasi edi, u SSSRda qurilgan, keyin ko'proq modellar paydo bo'ldi - P2 va P3. Qurilmalar naushniklarning o'lchamlari va vites qutisining kuchi bilan ajralib turadi. Zamonaviy qo'llanma sozlamalari:
- O'zgartirish;
- Tez;
- Orbita;
- Sektor.
Ular qo'shimcha funktsiyalar va ishlash uchun tavsiflanadi.
Jinoyat bilan kesishni amalga oshirishi mumkin, ko'rsatilgan rasmlarga ko'ra, ish tezligi daqiqada 1000 mm, metallning maksimal qalinligi 100 mm gacha. Qurilmada metall varaqlarni yoki turli xil qalinlikdagi quvurlarni ta'minlash uchun olinadigan nozullar to'plami mavjud.
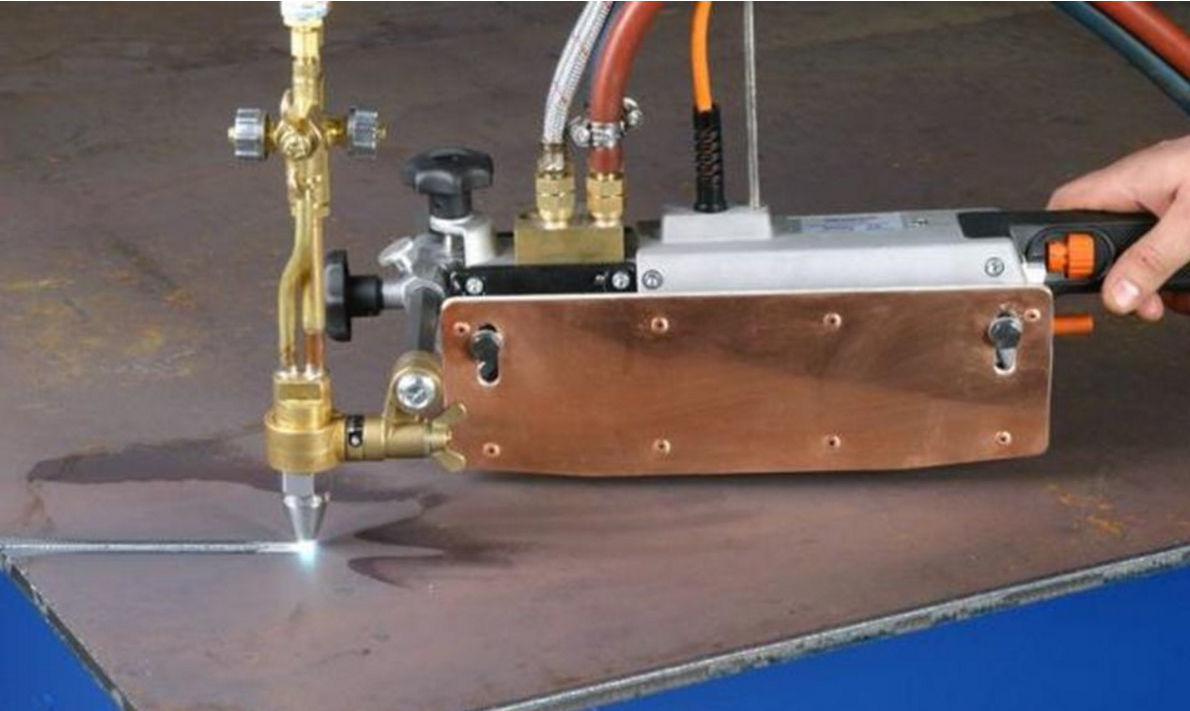
Ushbu apparat turli xil yonadigan gazni, faqat atsetilenda ishlaydigan prototipidan farqli o'laroq, turli xil yonadigan gazdan foydalangan holda ishlashi mumkin.
Qo'l quruvchi to'sarlari hamkasblar bilan solishtirganda ko'proq yaxshilangan xususiyatlarga ega.

U bilan siz metallni qalinligi 300 mm gacha bo'lgan holda terish mumkin, ular to'plamga kiritilgan qo'shimcha joylar bilan ta'minlangan, ular eskirgan va ular kiyim kabi qo'shimcha ravishda sotib olinishi mumkin. Sektor quyidagi kesish turlarini ishlab chiqarishi mumkin:
- tushuntirilgan;
- to'g'ri
- uzuk;
- vida ostida.
Tezlik oralig'ida daqiqada 100,1200 mm dan, o'rnatilgan yengli birjadan foydalanib, metall varaqning silliq harakatlanishidan foydalanib moslashishi mumkin. Havo sovutilgan qizilchalar toza ishlarni ta'minlaydi va yoqilg'i sarfini kamaytiradi.
Yuqoridagi modellar qo'llanmaga tegishli, ya'ni ular jozibali, sehrgarning qo'llaridan foydalanishadi. Lekin juda katta metall uchun, shu bilan ishlash
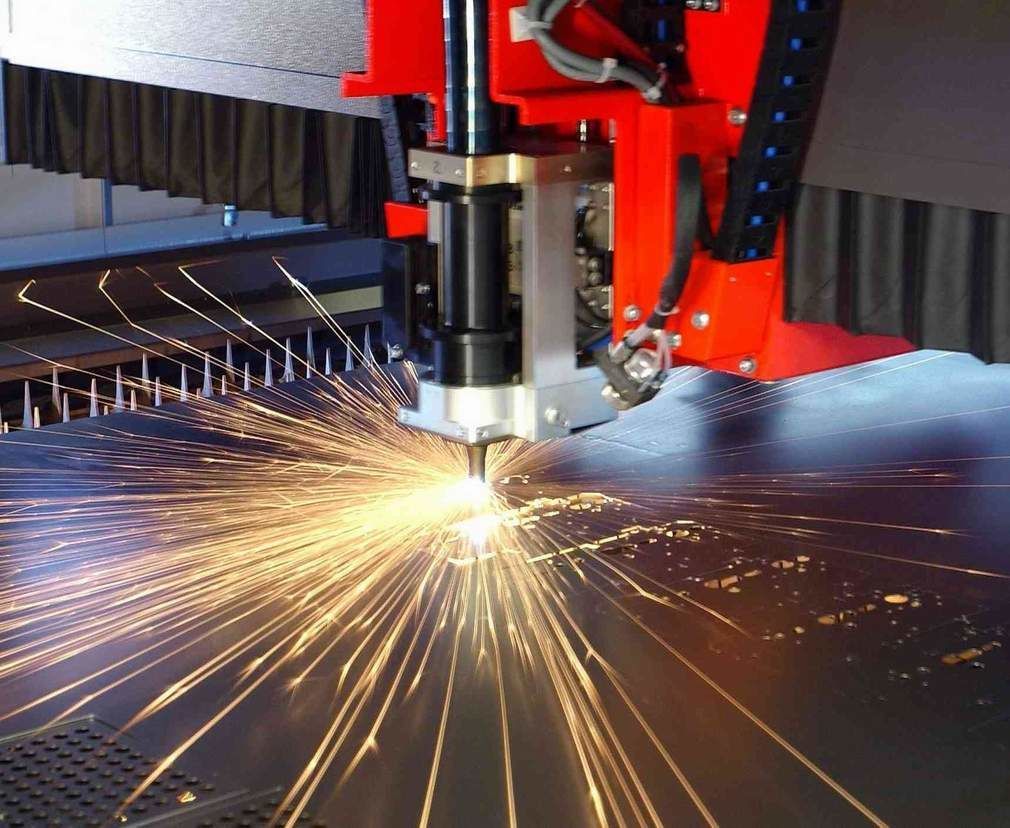
o'rnatishlar noqulay va samarali emas. Sanoat ishlab chiqarish uchun statsionar kesish asboblari qo'llaniladi - bu asosan bir xil texnologiya.
Ular kesish mexanizmi qurilgan stolli mashina. Uning ishi elektr ta'minlaydi
kuchli panjara kamida 380 v va uch fazali retetkadan kerak bo'lgan kompressor. Statsionar kesish instalektlari ishlaydigan modellar texnologiyasi hech narsa emas, ammo qo'llanmadan farq qiladi. Farqi faqat ishlashi, maksimal isitish harorati va metallni qayta ishlash qobiliyati, qalinligi 300 mm dan ortiq.
Metallni kesish shartlari
Metallning gazni kesish faqat metall yonish harorati eritish nuqtasidan kamroq bo'ladi. Bunday nisbatlar past uglerod qotishmalarida kuzatiladi, ular 1500 ° C da eriydi va yonish jarayoni 1300 O C da sodir bo'ladi.
O'rnatishning yuqori sifatli ishlashi uchun tabiiy gaz ta'minoti uchun, kislorod doimiy ravishda (70%) metall va atigi 30% ga ko'tariladi (70%) gaz alangasini ta'minlaydi. Agar u to'xtab qolsa, metall issiqlik va kislorod ishlab chiqarishni to'xtatadi, unga tayinlangan funktsiyalarni bajara olmaydi.
Ishni qisqartirish, metall kesishni o'rgatish
Qo'lda gazni kesishning maksimal harorati 1300 ° C ga etadi, bu juda yuqori haroratda, oksid, oksid alyuminiy - 2050 O C ( Bu sof alyuminiy eriganidan deyarli uch baravar ko'p), xrom miqdori - 2000 o c, nikel - 1985 S.
Agar metall etarli bo'lmasa va erish jarayoni boshlanmasa, kislorod sufrakni omolikdan xalos qila olmaydi. Ushbu vaziyatni gazning past erigan punktga ega bo'lganda, bu vaziyatni past erigan holatga olib, u eritib, quyma temir uchun kesish usulidan foydalanish mumkin emas.
Xavfsizlik texnikasi
Gazni o'rnatish yordamida metall kesishni amalga oshirish tajribali mutaxassisni to'ldirish yaxshiroqdir, chunki noto'g'ri shikoyat bilan oqibatlari etarlicha qayg'uli bo'lishi mumkin.
Xavfsizlik quyidagi shartlarni o'z ichiga oladi:
- ish olib boriladigan joylarda yaxshi shamollatish;
- 5 metr masofada silindrlar yoki boshqa yonuvchan moddalar bilan silindrlar bo'lmasligi kerak;
- ishni himoya niqobi yoki maxsus oynalarda, shuningdek, o'lik kiyimlarda olib borilishi kerak;
- olovni gaz manbaidan qarama-qarshi yo'nalishda to'g'ridan-to'g'ri kerak;
- qurilmaning ishlash jarayonidagi shlanglar ishga tushirilishi, ularga uchraydigan, oyoqlarini siqib chiqarishi mumkin emas;
- agar tanaffus amalga oshirilsa, unda yonboshda alanga qo'shilib, kuydirgichga to'liq javob berishi va silindrlarning gazli klaflarini tortmasligi kerak.
Ushbu oddiy shartlarga rioya qilish metallni kesish gazni o'rnatish bo'yicha xavfsiz va samarali ishlarni ta'minlaydi.
VIDEO: Ishni kesish, metall kesish mashqlari





