ประเภทของเครื่องตัดแก๊สและวิธีการใช้เครื่องตัดของโพรเพน + ออกซิเจน
เพื่อรื้อโครงสร้างโลหะตัดชนิดของการกลิ้งใด ๆ ที่ด้านหน้าของการตัดเฉือนหรือการเชื่อม และหากแผ่นงานหรือโปรไฟล์ความหนาเล็ก ๆ สามารถตัดได้โดยเครื่องมือเครื่องจักรกล (พร้อมด้วยตนเอง, ไฟฟ้าหรือไดรฟ์ไฮดรอลิก) ที่ทำงานกับช่องว่างโลหะของความหนาขนาดใหญ่ต้องการเครื่องตัดแก๊สหรือสแลงมืออาชีพ - Autogen
การออกแบบของรุ่นที่แตกต่างกันของอุปกรณ์ดังกล่าวสามารถแตกต่างกันในขนาดหรือรายละเอียดบางอย่างเท่านั้น แต่หลักการของทุกคนเหมือนกัน
โดยไม่คำนึงถึงขนาดของ Autogen และประเภทของการผสมก๊าซความร้อนการตัดเกิดขึ้นเนื่องจากการเผาไหม้ของโลหะในลำธารของออกซิเจนบริสุทธิ์ฉีดผ่านหัวฉีดเข้าไปในพื้นที่ทำงาน
เงื่อนไขหลักและหลักของการตัดก๊าซ - อุณหภูมิการเผาไหม้ควรน้อยกว่าจุดหลอมเหลว มิฉะนั้นโลหะไม่มีเวลาที่จะเริ่มการเผาไหม้จะละลายและแห่กัน เงื่อนไขนี้สอดคล้องกับเหล็กกล้าคาร์บอนต่ำและโลหะที่ไม่ใช่เหล็กและเหล็กหล่อ - ไม่
ส่วนใหญ่ยังไม่สามารถคล้อยตามการตัดก๊าซ - มีข้อ จำกัด เกี่ยวกับปริมาณสูงสุดที่อนุญาตขององค์ประกอบการผสมคาร์บอนและสิ่งสกปรกที่เกินกระบวนการเผาไหม้โลหะในออกซิเจนไม่เสถียรหรือถูกขัดจังหวะโดยทั่วไป
กระบวนการตัดสามารถย่อยสลายเป็นสองขั้นตอน:
- ความร้อนชิ้นส่วนโซนที่ จำกัด เป็นอุณหภูมิที่โลหะเริ่มไหม้ และเพื่อให้ได้ไฟฉายของเปลวไฟอุ่นบางส่วนของออกซิเจนทางเทคนิคในสัดส่วนบางอย่างผสมกับก๊าซที่ไวไฟได้
- การเผาไหม้ (ออกซิเดชัน) ของโลหะอุ่นในเจ็ทออกซิเจนและการกำจัดผลิตภัณฑ์เผาไหม้จากโซนตัด
หากเราพิจารณาการจำแนกประเภทของเครื่องตัดด้วยตนเองเท่านั้นคุณสมบัติดังต่อไปนี้มีความสำคัญขั้นพื้นฐาน:
- มุมมองของเชื้อเพลิงพลังงานและวิธีการได้รับการผสมผสานของก๊าซสำหรับเปลวไฟที่อบอุ่น
- การจัดหมวดหมู่ก๊าซเชื้อเพลิง: อะเซทิลีน, โพรเพนบิวเทน, มีเธน, สากล, maf
Kerosynoresa และสัตว์เลี้ยงแม้ว่าพวกเขาจะมีการนัดหมายเดียวกันเกี่ยวข้องกับใบมีดเชื้อเพลิงเหลว
- โดยพลังงาน: ขนาดเล็ก (ความหนาตัดโลหะจาก 3 ถึง 100 มม.) - ทำเครื่องหมาย P1 โดยเฉลี่ย (สูงถึง 200 มม.) - P2 สูง (สูงถึง 300 มม.) - P3 มีตัวอย่างที่มีความหนาตัดเพิ่มขึ้น - สูงถึง 500 มม.
- ด้วยวิธีการผลิตก๊าซเชื้อเพลิง: หัวฉีดและ Unijectertory
และหากคุณสมบัติแรกมีผลต่ออุณหภูมิของเปลวไฟอบอุ่นเท่านั้นและกำลังไฟที่มีความหนาสูงสุดของโลหะจากนั้นสัญญาณที่สามจะถูกกำหนดโดยการออกแบบตัด
ออกแบบ
1. การฉีดหรือสองท่อเครื่องตัดแก๊สเป็นประเภทการออกแบบที่พบมากที่สุด ออกซิเจนทางเทคนิคในเครื่องตัดแบ่งออกเป็นสองลำธาร
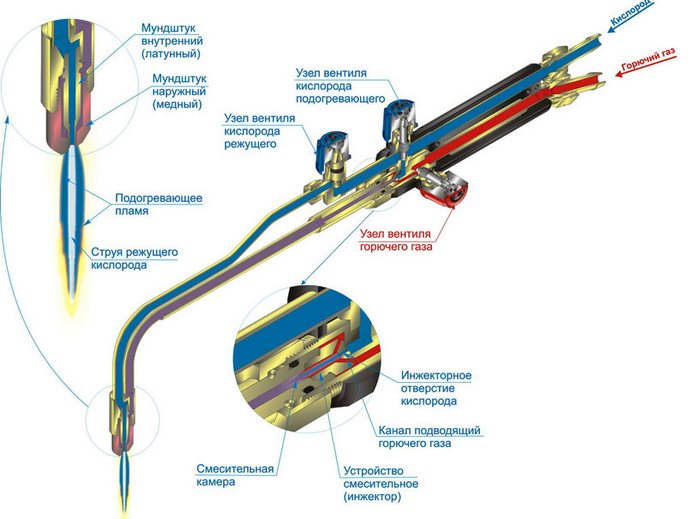
บางส่วนของลำธารบนหลอดด้านบนเคลื่อนไปที่หัวปลายและมีใบความเร็วสูงผ่านหัวฉีดกลางของหลอดเป่าภายใน ส่วนของการออกแบบนี้มีหน้าที่รับผิดชอบในการตัดขั้นตอนของกระบวนการ วาล์วปรับหรือวาล์วก้านจะถูกส่งมอบเกินกว่าที่อยู่อาศัย
ส่วนอื่น ๆ เข้าสู่หัวฉีด หลักการซึ่งเป็นก๊าซที่ฉีด (ออกซิเจน) ออกจากห้องผสมภายใต้แรงดันสูงและด้วยความเร็วสูงสร้างโซนสูญญากาศและผ่านรูอุปกรณ์ต่อพ่วงที่ติดไฟได้จากการดึงก๊าซที่ติดไฟได้ เนื่องจากส่วนผสมความเร็วจะเท่าเทียมกันและการไหลของการผสมของก๊าซจะเกิดขึ้นที่เต้าเสียบของห้องที่ความเร็วมากกว่าของออกซิเจนที่ฉีด แต่สูงกว่าของก๊าซที่ติดไฟได้ดีกว่า
ต่อไปส่วนผสมของก๊าซเคลื่อนที่ไปตามท่อด้านล่างไปที่หัวเคล็ดลับมันจะกลายเป็นหัวฉีดระหว่างหลอดเป่าภายในและภายนอกและก่อให้เกิดไฟฉายของเปลวไฟอุ่น แต่ละช่องมีวาล์วของตัวเองอยู่ในที่อยู่อาศัยซึ่งถูกควบคุมโดยการจัดหาออกซิเจนและก๊าซที่ติดไฟได้ในหัวฉีด
2. Uninterblary หรือเครื่องตัดสามท่อมีการออกแบบที่ซับซ้อนมากขึ้น - ฟลักซ์ออกซิเจนและก๊าซมาที่หัวบนหลอดแยกต่างหาก
การผสมผสานของส่วนผสมความร้อนเกิดขึ้นภายในหัว แต่มันคือการขาดห้องผสมที่ให้ความปลอดภัยในระดับที่สูงขึ้นไม่ได้สร้างเงื่อนไขสำหรับ "ผลกระทบย้อนกลับ" (การแพร่กระจายของก๊าซที่เผาไหม้ในช่องสัญญาณและท่อในทิศทางตรงกันข้าม)
นอกเหนือจากการออกแบบที่ซับซ้อนมากขึ้นและราคาสูงข้อเสียของเครื่องตัดก๊าซสามท่อมีความเชื่อกันว่าสำหรับการดำเนินงานที่มั่นคงมีความจำเป็นต้องมีแรงดันก๊าซเชื้อเพลิงที่สูงขึ้น (ไม่มีผลกระทบของการออกและเพิ่มการไหล ประเมินค่า).
ขนาดและน้ำหนัก
ขนาดของเครื่องตัดก๊าซหัวฉีดด้วยตนเองได้รับการยอมรับจากมาตรฐาน GOST 5191-79 และขึ้นอยู่กับพลังงาน:
- p1 - สูงถึง 500 มม.;
- p2 และ P3 อยู่ในช่วง 580 มม. แต่ผลิตแบบจำลอง "ยาว" สำหรับการทำงานในเงื่อนไขพิเศษ
มีข้อ จำกัด น้ำหนักสำหรับแต่ละพลังงานหมวดหมู่: 1.0 และ 1.3 กก. ตามลำดับสำหรับ P1 และ P2 / P3
GOST เดียวกันกำหนดว่าประเภท P3 เป็นเครื่องตัดโพรเพนออกซิเจนและ P1 และ P2 สามารถทำงานได้ในรูปแบบของก๊าซที่ติดไฟได้

ตามที่ gost พวกเขาถูกกำหนดให้เป็นเคล็ดลับสำหรับการตัดไปยังเครื่องเขียนเชื่อม ความแตกต่างในโครงสร้างคือการแยกออกซิเจนและผสมส่วนผสมที่ติดไฟได้เกิดขึ้นในปลายและมีขนาดที่เล็กกว่าและน้ำหนักมากกว่าเครื่องตัด ดังนั้นน้ำหนักของ PB1 จึงมีขอบเขตบน 0.6 กก. และ PV2 และ PV3 - 0.7 กก.
แต่มันอาจเป็นไปไม่ได้ที่จะตั้งชื่อเครื่องตัดแก๊สนี้บนโลหะขนาดกะทัดรัด - ในการประกอบตำแหน่งการทำงานกับร่างกายจากเตาขนาดและน้ำหนักของมันจะไม่น้อยกว่าเครื่องมือพิเศษ ข้อได้เปรียบเป็นเพียงที่คุณสามารถซื้อเครื่องเขียนด้วยเคล็ดลับของประเภทต่าง ๆ (การเชื่อมและการตัด) และชุดทั้งหมดจะถูกวางในกรณีเล็ก ๆ หรือซื้อเครื่องตัดปลั๊กอินที่มีอยู่
แต่ที่นี่มีหนึ่งความแตกต่างกัน โพรเพนราคาถูกกว่าอะเซทิลีนมาก ดังนั้นค่าใช้จ่ายในการดำเนินงานของเครื่องตัดอะเซทิลีนจะสูงกว่าโพรเพนออกซิเจนอย่างมีนัยสำคัญ และสำหรับการเชื่อมโลหะเตาอะเซทิลีนจะดีกว่าที่อุณหภูมิเปลวไฟสูงกว่า 300-400 กว่าในโพรเพนออกซิเจน (ในเตาโพรเพนหมดจดอุณหภูมิน้อยกว่า 2000C)
ความกะทัดรัดของ "โพสต์" ทั้งหมดสำหรับการตัดก๊าซด้วยตนเองสามารถให้ได้โดยความจุของกระบอกสูบที่มีก๊าซเท่านั้น
เครื่องตัดแก๊สแบบพกพา
เมื่อเร็ว ๆ นี้คุณสามารถเห็นข้อเสนอสำหรับการขายเครื่องตัดก๊าซแบบพกพาซึ่งเป็นหัวฉีดต่อกระบอกสูบขนาดเล็กที่มีก๊าซ
แต่อย่างน้อยพวกเขาก็อยู่ในตำแหน่งที่เป็นเครื่องตัดในความเป็นจริงมันเป็นเตา อุณหภูมิของไฟฉายส่วนใหญ่ไม่เกิน 1300C แม้ว่าจะมี "มืออาชีพ" เครื่องตัดแบบพกพาแบบพกพาที่มีอุณหภูมิไฟฉายของปี 2000-2500C (ตัวอย่างเช่น Kovea KT-2610 เมื่อทำงานกับส่วนผสมก๊าซ Mapp US) และนี่อยู่ใกล้กับอุณหภูมิของเปลวไฟความร้อนของออกซิเจนแล้ว -propane cutter - 2700-2800c

แต่ในกรณีใด ๆ ไม่มีองค์ประกอบการตัดหลักในการสร้างเงื่อนไขของ "การเผาไหม้" - เจ็ทของออกซิเจนเนื่องจากการเกิดออกซิเดชันโลหะเกิดขึ้น
เครื่องตัดแบบพกพารวมถึงโลหะตามเส้นผมและโลหะผสม: ดีบุกอลูมิเนียมทองเหลืองทองแดงทองแดง แต่สำหรับพวกเขาเราไม่ได้พูดถึงการตัด แต่เกี่ยวกับการหลอม ดังนั้นพวกเขามักจะใช้ในการรักษาความปลอดภัยหรือเชื่อมชิ้นส่วนเล็ก ๆ จากโลหะที่ไม่ใช่เหล็ก (ตัวอย่างเช่นเมื่อซ่อมเครื่องปรับอากาศและตู้เย็น) และสามารถตัดด้วยเครื่องใช้ไฟฟ้าด้วยตนเอง
ให้ความสนใจกับเมื่อเลือกเครื่องตัดแก๊ส
หาก "ไป" จากท่อไปที่หัวมีความสำคัญดังนี้:
- หัวนมจากทองเหลืองให้บริการนานกว่าอลูมิเนียม
- วัสดุของที่จับต้องเป็นอลูมิเนียมซับพลาสติกมีความทนทานน้อยลงและสามารถ "ว่ายน้ำ";
- วาล์วควรหมุนด้วยความพยายามเพียงเล็กน้อย
- เส้นผ่านศูนย์กลางที่แนะนำของการตัดออกซิเจนวาล์วจับ - ไม่น้อยกว่า 40 มม.;
- โมเดลคันโยกสะดวกในการใช้งานและให้ก๊าซ
- วาล์วแกนหมุน: จากสแตนเลส - ความน่าเชื่อถือที่สุด (สูงถึง 15,000 รอบ) จากทองเหลือง - ล้มเหลวอย่างรวดเร็ว (ประมาณ 500 รอบ) รวมกัน - มีตัวบ่งชี้ "เฉลี่ย"
- วัสดุวัสดุและท่อ - สแตนเลส, ทองเหลือง, ทองแดง;
- ในการตัดอะเซทิลีนชิ้นส่วนที่สัมผัสกับก๊าซที่ติดไฟได้ไปยังห้องผสมไม่ควรทำจากทองแดงหรือโลหะผสมที่มีเนื้อหาสูงกว่า 65%;
- การออกแบบที่พับเก็บได้ช่วยให้คุณสามารถซ่อมแซมเครื่องตัดทำความสะอาดหน่วยฉีดหลอดปลาย;
- กระบอกเสียงด้านนอกเท่านั้นจากทองแดงเท่านั้น
- ปากของเครื่องตัดอะเซทิลีน - ทองแดง, โพรเพนออกซิเจน - สามารถทำจากทองเหลือง;
- แบบจำลองที่เลือกของผู้ขายควรมีชิ้นส่วนอะไหล่และวัสดุสิ้นเปลืองในการจัดประเภท
วิธีการใช้เครื่องตัดออกซิเจนโพรเพน
ทั่วไป:
- การทำงานกับเครื่องตัดควรเกิดขึ้นในหน้ากากของช่างเชื่อม (หรือแว่นตาพิเศษ);
- เสื้อผ้าที่แนะนำและถุงมือทำงานที่มีคุณสมบัติทนไฟ (ไม่ติดไฟได้);
- เปลวไฟของ Autogen ควรมองไปที่ท่ออุปทานและท่อไม่ควรแทรกแซงการทำงานของช่างแกะสลัก
- ถังแก๊สไม่มีที่ใกล้เคียงกับสถานที่ทำงานมากไปกว่าห้าเมตร
- การตัดโลหะจะดำเนินการออกนอกบ้านหรือในห้องที่มีการระบายอากาศที่ดี
หลังจากหยุดพักระยะยาวหรือเมื่อคุณเริ่มต้นเครื่องตัดหัวฉีดใหม่คุณต้องตรวจสอบให้แน่ใจว่าช่องสัญญาณนั้น "สะอาด" และออกซิเจนในหัวฉีดสร้างระดับการจ่ายก๊าซสเปรย์สเปรย์ที่ต้องการ
ในตอนแรกด้วยวาล์วปิดบนเครื่องตัดและในกระบอกสูบที่มีเครื่องตัดท่อที่มีโพรเพนจะถูกลบออก จากนั้นในกระบอกสูบที่มีออกซิเจนมีการติดตั้งแรงดันใช้งานและวาล์วของการให้ความร้อนออกซิเจนและก๊าซเปิดอยู่บนเครื่องตัด การตรวจสอบประสิทธิภาพของหัวฉีดจะถูกตรวจสอบโดยการใช้นิ้วไปจนถึงก๊าซเชื้อเพลิงจุกนม - ควรดูดอากาศในรูหัวนม





