เครื่องตัดออกซิเจน
กระบวนการของโครงสร้างโลหะที่รื้อถอนจะต้องใช้เครื่องมือพิเศษ ชิ้นส่วนชิ้นส่วนของชิ้นส่วนจะดำเนินการโดยการตัดสำหรับสิ่งนี้จะใช้เพื่อเผยแพร่โลหะเป็นการติดตั้งก๊าซของโพรเพน - ชนิดออกซิเจนและอุปกรณ์อื่น ๆ สำหรับการจัดการโครงสร้างของความหนาเล็ก ๆ อุปกรณ์เครื่องจักรกลที่เหมาะสมแผ่นหนาจะถูกประมวลผลโดยเครื่องตัดแก๊ส หลักการดำเนินงานของการติดตั้งเหมือนกันโดยไม่คำนึงถึงการออกแบบ วิธีการเพลิดเพลินไปกับกลไกอธิบายข้อกำหนดต่างๆมีความจำเป็นต้องปฏิบัติตามข้อกำหนดด้านความปลอดภัยคุณสมบัติอื่น ๆ
หลักการดำเนินงานและประเภท
หลักการดำเนินงานขึ้นอยู่กับการจัดหาของเจ็ทของออกซิเจนที่มีมุมมองที่สะอาดผ่านหัวฉีดเครื่องตัดแก๊ส โดยไม่คำนึงถึงคุณสมบัติของโครงสร้างของ Autogen การประหารชีวิตเกิดขึ้นเนื่องจากการเผาไหม้ของโลหะภายใต้อิทธิพลของสื่อออกซิเจนที่เหมาะสม ข้อกำหนดพื้นฐานสำหรับการใช้งานของอุปกรณ์ - อุณหภูมิการเผาไหม้ควรสูงกว่าการละลายมิฉะนั้นวัสดุจะละลายและระบายน้ำซึ่งรบกวนการทำงานที่มีคุณภาพสูง
โลหะผสมเหล็กส่วนใหญ่ไม่ส่งผลกระทบต่อตัวตัดของโพรเพนออกซิเจนเนื่องจากการ จำกัด ส่วนแบ่งสูงสุดของสิ่งสกปรกตามเนตรดอวน การปรากฏตัวของคาร์บอนในองค์ประกอบขององค์ประกอบสามารถนำไปสู่การทำงานที่ไม่เสถียรหรือหยุดกระบวนการ ผลกระทบต่อโลหะเกิดขึ้นในหลายขั้นตอน:
- อุณหภูมิสูงขึ้นไปจนถึงระดับของวิธีที่เหล็กเริ่มเผาไหม้ เพื่อให้ได้ไฟฉายเปลวไฟที่ต้องการโอโซนผสมกับส่วนผสมของเชื้อเพลิงซึ่งเป็นสัดส่วนที่จำเป็น
- หลังจากความร้อนโซนจะเกิดการเกิดออกซิเดชันของเหล็กอุ่นของสื่อออกซิเจนและการเปิดตัววัสดุจากเว็บไซต์แปรรูป
การจำแนกประเภทของการตัดด้วยตนเองแบ่งออกเป็นหลายพารามิเตอร์ขึ้นอยู่กับประเภทของงาน ลักษณะสำคัญ:
- ก๊าซที่ติดไฟได้หลากหลายมีเทนใช้โพรเพน - บิวเทนอะเซทิลีนและอื่น ๆ
- พลังงานพารามิเตอร์ของการได้รับส่วนผสมสำหรับความร้อน;
- การออกแบบของหัวฉีดที่ทำหน้าที่ในการผลิตก๊าซใช้ทั้งการติดตั้งหัวฉีดและไม่มีการฉีด

พลังงานแบ่งออกเป็นหลายสายพันธุ์ตั้งแต่ขนาดเล็กถึงระดับสูงของการตัดของสสาร ที่พลังงานต่ำรายการที่มีความหนาหนา 3 ถึง 100 มม. ประเภทการตั้งค่าเฉลี่ยเป็นไปได้ที่จะตัดวัสดุที่มีความหนาสูงถึง 200 มม. สูง - 300 มม. มีความสามารถในการรักษาผลิตภัณฑ์ที่มีความหนาสูงถึง 500 มม. การติดตั้งดังกล่าวใช้ทั้งในอุตสาหกรรมและสภาวะที่ใช้ในครัวเรือน ส่วนประกอบบางอย่างขึ้นอยู่กับพลังงานไม่เพียง แต่ยังอยู่ในการออกแบบเครื่องตัดแก๊ส
ออกแบบ
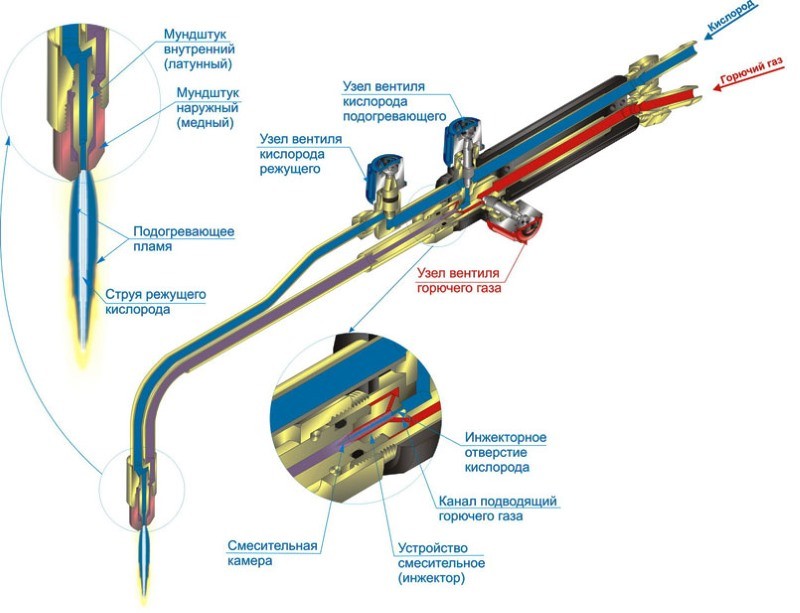
อุปกรณ์ที่ใช้กันมากที่สุดที่ใช้ในการประมวลผลโครงสร้างเหล็กคือเครื่องตัดฉีดสองท่อ ส่วนผสมที่ติดไฟได้ถูกแบ่งออกเป็นหลายสตรีมซึ่งช่วยให้คุณสามารถปรับพลังของเปลวไฟเมื่อทำงาน กลไกการปรับตั้งอยู่ที่ส่วนนอกของที่อยู่อาศัยมีอุปกรณ์ประเภทคันโยก
การไหลเคลื่อนผ่านท่อไปที่ปลายผ่านหัวการปล่อยก็เกิดขึ้นที่ความเร็วสูงผ่านหัวฉีดกลาง กระบอกเสียงมีหน้าที่รับผิดชอบต่อการทำงานหลักของเครื่องตัดส่วนการตัดของกระบวนการ ส่วนหนึ่งของก๊าซได้รับการแปลเป็นหัวฉีดซึ่งทิ้งไว้ภายใต้แรงดันสูงสร้างการปล่อยมันจึงเชื่อมต่อส่วนผสมที่ติดไฟได้ กระบวนการผสมกำหนดการจัดตำแหน่งของอัตราการไหลซึ่งดำเนินการ
การก่อตัวของส่วนผสมจะดำเนินการโดยหัวของปลายซึ่งกระทบท่อด้านล่าง ไฟฉายเกิดขึ้นระหว่างด้านนอก, ปากภายใน, ผลที่ตามมาของการก่อตัวของส่วนผสมที่ติดไฟได้ ระบบสองช่องทางติดตั้งวาล์วปรับได้เพื่อปรับการจัดหาก๊าซออกซิเจนและก๊าซเสริมให้กับหัวฉีด
การออกแบบที่ไม่มีประเภทการฉีดมีความซับซ้อนมากขึ้นสำหรับการไหลออกซิเจนสองลำและแยกต่างหากสำหรับก๊าซมีท่อ การผสมผสานขององค์ประกอบที่ติดไฟได้เกิดขึ้นโดยตรงภายในหัวการออกแบบนี้ถือเป็นผลกระทบที่ปลอดภัยมากขึ้น เพื่อดำเนินการเพื่อดำเนินการอุปทานแรงดันที่สูงขึ้นของก๊าซออกซิเจนและก๊าซที่ติดไฟได้
ขนาดของใบมีดได้รับการแก้ไขตามมาตรฐาน GOST สำหรับการผลิตที่มีชิ้นส่วนขนาดเล็กรุ่น P1 ใช้กับจำนวนเงินที่ยาวนานไม่เกิน 50 ซม. การออกแบบที่มีประสิทธิภาพมากขึ้นมีการผลิตในรูปแบบอีกต่อไปมีโครงสร้างแบบขยายที่เฉพาะเจาะจงที่ออกแบบมาเพื่อทำงาน ด้วยการเข้าถึงที่ยากไปยังสถานที่ตัด
ข้อดีและข้อเสีย
เตาแก๊สถูกออกแบบมาเพื่อแยกผลิตภัณฑ์ในสภาพการผลิตด้วยงานจำนวนมาก ก่อนที่จะใช้อุปกรณ์เป็นสิ่งสำคัญที่จะต้องเข้าใจสิ่งที่สำคัญของการตัดโลหะด้วยโพรเพนและออกซิเจนมี:
- กลไกของการกระทำนั้นสะดวกเมื่อดำเนินการตามเส้นโค้งของการตัดแบบโค้ง พลังงานที่มั่นคงช่วยให้เราสามารถแบ่งผลิตภัณฑ์โลหะของความหนาต่าง ๆ ในสถานการณ์ที่มันเป็นไปไม่ได้ที่จะใช้เครื่องมือเช่นเครื่องมุมที่ใช้เตาแก๊ส ภารกิจในการทำผลิตภัณฑ์ทรงกลมหรือการเปิดหูหนวกจะดำเนินการโดยเตาก๊าซโดยไม่ต้องใช้ความพยายามพิเศษ
- เครื่องตัดแก๊สมีข้อได้เปรียบในทางตรงกันข้ามกับรุ่นน้ำมันเบนซิน นอกจากน้ำหนักที่มีน้ำหนักเบากลไกไม่ได้เพิ่มเสียงรบกวนเมื่อทำงานรวมถึงกะทัดรัด
- การใช้อุปกรณ์ตามผลของก๊าซที่ติดไฟได้ช่วยให้คุณสามารถเร่งการดำเนินการได้เป็นสองเท่าซึ่งไม่ได้อยู่ภายใต้พลังของเครื่องมือเครื่องจักรกล
- โพรเพนเช่นก๊าซในสภาพของเหลวมีความโดดเด่นด้วยราคาต่ำ ดังนั้นจึงใช้ไม่เพียง แต่ในการประมวลผลผลิตภัณฑ์ในความต้องการการผลิต แต่ยังอยู่ในการกำจัดโลหะและการกระทำอื่น ๆ
- การใช้โพรเพนเป็นส่วนผสมที่ติดไฟได้ช่วยให้คุณสามารถตัดคุณภาพสูงได้ การตัดจะดำเนินการโดยแคบยกเว้นซึ่งเป็นปัจจัยหลักในการทำงานที่มีคุณภาพ
ข้อเสียสามารถสังเกตได้ว่าวัสดุบางอย่างไม่สามารถรับการรักษาด้วยเครื่องตัดโพรเพนเช่นเหล็กหล่อและเหล็กโลหะผสมสูง
คุณสมบัติของการใช้งาน
วัสดุเหล็กที่มีปริมาณคาร์บอนสูงไม่แนะนำให้ตัดอุปกรณ์ก๊าซ เหตุผลคือจุดหลอมเหลวสูงใกล้กับพารามิเตอร์โฟกัส แทนที่จะเป็นสเกลที่ปล่อยออกมาจากการสัมผัสของหัวฉีดวัสดุจะมีปฏิกิริยากับขอบของขอบผลลัพธ์ที่ออกซิเจนหยุดไม่สามารถประมวลผลการเชื่อมต่อได้
การทำงานกับเหล็กหล่ออาจทำให้เกิดปัญหาบางอย่างเช่นการปรากฏตัวของกราไฟท์รูปร่างของธัญพืช นอกจากนี้ยังไม่ได้ใช้การตัดแก๊สในกรณีของการแปรรูปทองแดงอลูมิเนียมเหล็กกล้าละลายได้ง่าย
อุปกรณ์ที่จำเป็น
ในการทำภารกิจการประมวลผลเหล็กต่างๆจำเป็นต้องเตรียมอุปกรณ์ที่เหมาะสม ดำเนินการใช้งาน:
- กระบอกสูบที่มีออกซิเจนและโพรเพน;
- ตัดเครื่องมือ;
- หลอดเป่าขนาดที่แน่นอน;
- ท่อ
เทคนิคความปลอดภัยเกิดจากการปรากฏตัวของวาล์วปรับในแต่ละกระบอกสูบ กระบอกสูบโพรเพนมีเธรดเธรดย้อนกลับเป็นผลให้การติดตั้งกล่องเกียร์เพิ่มเติมเป็นไปไม่ได้ อุปกรณ์มีการออกแบบที่คล้ายกันทั้งที่บ้านและเป้าหมายการผลิต ก่อนที่จะผลิตตัดโลหะมีความจำเป็นต้องตรวจสอบประสิทธิภาพการปรากฏตัวขององค์ประกอบการปรับทั้งหมด

โอโซนมาถึงของโอโซนถูกทำเครื่องหมายด้วยสีน้ำเงินวาล์วตั้งอยู่ทั้งสองโดยตรงบนกระบอกสูบและบนเครื่องตัด การไหลของโพรเพนถูกทำเครื่องหมายเป็นก๊าซและสารระเบิดอื่น ๆ สีแดงหรือสีเหลือง
หลังจากเชื่อมต่อเครื่องตัดกระบวนการเริ่มต้นที่ออกซิเจนและโพรเพนรวมอยู่ในห้องผสมซึ่งเป็นผลมาจากการผสมผสานที่ติดไฟได้ การออกแบบให้การเปลี่ยนแปลงของมวลรวมสำหรับการซ่อมแซมและบำรุงรักษาตามแผนในกรณีที่เกิดความล้มเหลวของหนึ่งในโหนดมันเป็นไปได้ที่จะเปลี่ยนไปทำงานต่อไป หลอดเป่าถูกเลือกขึ้นอยู่กับประเภทของงานที่ผลิตมีการอ่านที่หลากหลายและแตกต่างกันไปตามตัวเลข
ความแตกต่างตัด
กระบวนการของการผ่าให้การควบคุมความเร็วการเลือกพารามิเตอร์เกิดขึ้นตามสายตานั้นขึ้นอยู่กับจำนวนประกายไฟและข้อเสียของพวกเขา สตรีมประกายที่เกิดขึ้นจากกระบวนการตัดควรเกิดขึ้นที่มุม 90 °ที่สัมพันธ์กับพื้นผิว ความเร็วสามารถปรับได้หากการไหลเปลี่ยนทิศทางในกรณีนี้ความเร็วต่ำต้องมีการตั้งค่า
ความหนาของโครงสร้างมีผลต่อกระบวนการในกรณีของใบแปรรูปความหนามากกว่า 6 ซม. จะต้องวางไว้ที่มุมต่ำเพื่อไหลของตะกรัน เมื่อประมวลผลผลิตภัณฑ์หนาเป็นสิ่งสำคัญที่จะต้องทนต่อมุมของความโน้มเอียงมากกว่า 15 °ควบคุมความเร็ว ในกรณีที่หยุดการหยุดอยู่ตรงกลางของเส้นทางกระบวนการจะไม่ได้รับการต่ออายุ ณ จุดนี้และใช้เวลาก่อน เพื่อหลีกเลี่ยงการเปลี่ยนแปลงเมื่อการกระทำที่มีผลิตภัณฑ์หนามีความจำเป็นต้องเก็บเครื่องตัดเพื่อให้โลหะถูกแปรรูปทั่วปริมณฑล

หลังจากเสร็จสิ้นการตัดเหล็กการตัดก๊าซตัดจะปิด จากนั้นวาล์วจะซ้อนทับกันบนกระบอกสูบคิวสุดท้ายจะปิดด้วยส่วนผสมของเชื้อเพลิง
พื้นผิวและการตัดหยิก
กระบวนการสร้างความโล่งอกบนพื้นผิวโลหะนั้นเกิดขึ้นอีกหลายวิธี การตัดถูกดำเนินการโดยหัวฉีดและตะกรันละลายให้ความร้อนส่วนล่างของผลิตภัณฑ์ การทำความร้อนจะดำเนินการกับอุณหภูมิที่ไม่เกินการจุดระเบิดของวัสดุ
การเปิดออกซิเจนในการตัดจะให้ส่วนหนึ่งของการเผาไหม้ของวัสดุซึ่งจะทำให้เกิดความสะอาดและเส้นตัด
การกระทำที่ดำเนินการที่มุมสูงถึง 80 °หลังจากการจัดหาก๊าซเครื่องตัดจะเคลื่อนที่ไปที่มุมตั้งแต่ 18 ถึง 45 ° การก่อตัวของร่องของขนาดที่ต้องการดำเนินการโดยการปรับความเร็ว ร่องที่มีขนาดใหญ่กว่านี้คือการเปลี่ยนแปลงมุมของหลอดเป่าและความเร็วที่ชะลอการปรับระดับออกซิเจน ความกว้างของร่องแตกต่างกันไปตามการปรับการไหลของเจ็ทผ่านหัวฉีดอัตราส่วนความลึกความกว้างของร่องเท่ากับ 1 ถึง 6. ความกว้างมีวัตถุพิเศษเพราะ เป็นไปได้ที่จะสร้างพระอาทิตย์ตกบนพื้นผิวของผลิตภัณฑ์
ให้ความสนใจกับเมื่อเลือกเครื่องตัดแก๊ส
การเลือกเครื่องมือคุณภาพสูงขึ้นอยู่กับผลลัพธ์โดยตรง หากคุณละเลยพารามิเตอร์บางอย่างคุณสมบัติการตัดบางอย่างจะหายไปการตั้งค่าความปลอดภัยจะลดลง โพรเพนและสารระเบิดออกซิเจนที่ต้องปฏิบัติตามข้อกำหนดบางประการในระหว่างการดำเนินการ:
- ที่จับจะดำเนินการจากอลูมิเนียมอัลลอยด์พลาสติกถูกนำไปใช้เครื่องมือราคาถูกกว่าการละลายในเวลาสูญเสียรูปร่าง
- หัวนมทองเหลืองจะใช้โครงสร้างอลูมิเนียมได้นานขึ้นเนื่องจากมีทรัพยากรที่มีความผิดปกติมากขึ้น
- การหมุนของวาล์วควรทำด้วยความพยายามเพียงเล็กน้อยเพื่อหยุดกระบวนการในกรณีที่มีสถานการณ์ที่ไม่ได้มาตรฐาน ขนาดวาล์วที่แนะนำอย่างน้อย 4 ซม.
- แกนหมุนที่เชื่อถือได้มากที่สุดทำจากสแตนเลสสามารถทนต่อได้ถึง 1,500 รอบโดยไม่ต้องเปลี่ยนทองเหลืองไม่ได้ทนต่ออายุการใช้งานที่คล้ายกัน ตัวเลือกที่เหมาะสมที่สุดคือแกนหมุนรวมมีอัตราส่วนคุณภาพราคาที่ดี
- การออกแบบการตัดจะต้องพับเก็บได้การบำรุงรักษาเพื่อยืดอายุการใช้งาน หลอดไฟวัสดุ - ทองแดง

มีความจำเป็นต้องใส่ใจกับความพร้อมใช้งานของชุดซ่อมชิ้นส่วนอะไหล่สำหรับเครื่องตัด หากไม่มียอดขายฟรีอาจมีปัญหาเมื่อซ่อมแซมการซ่อมแซม
วิธีใช้เครื่องตัดโพรเพนออกซิเจน
การทำงานของโพรเพน - เครื่องตัดออกซิเจนต้องปฏิบัติตามกฎบางอย่าง ก่อนที่จะใช้อุปกรณ์ที่มีออกซิเจนเครื่องตัดโพรเพนเป็นสิ่งสำคัญที่จะต้องทำความคุ้นเคยกับข้อกำหนดต่อไปนี้:
- การปฏิบัติตามอุปกรณ์ความปลอดภัยไม่ได้ถูกทอดทิ้งเป็นสิ่งสำคัญที่จะต้องใช้หน้ากากป้องกันหรือแว่นตาเฉพาะทาง นอกจากนี้เสื้อผ้าของผู้ประกอบการจะต้องทำจากวัสดุทนไฟ
- เปลวไฟจากเครื่องตัดควรถูกปล่อยออกจากท่อซัพพลายก๊าซโดยฝั่งตรงข้าม
- ตำแหน่งของกระบอกสูบที่มีก๊าซไม่ได้รับอนุญาตในระยะห้าเมตรใกล้กับสถานที่ทำงานโดยตรง
- การผ่าทำขึ้นในอากาศเปิดหรือในบ้านด้วยการระบายอากาศที่ดี
อุปกรณ์ง่าย ๆ ในระยะยาวต้องมีการป้องกันก่อนที่จะกลับมาทำงาน ก่อนเริ่มการทดสอบท่อโพรเพนจะถูกตัดการเชื่อมต่อความดันก๊าซมีการจัดหา หัวฉีดจะถูกตรวจสอบด้วยนิ้วที่รูหากการดูดเกิดขึ้นมันหมายถึงอุปกรณ์อยู่ในสภาพดี





