Typy plynových rezačiek a ako používať rezač propánu + kyslíka
Na demontáž kovových konštrukcií je potrebné rezanie akéhokoľvek typu valcovaného pred obrábaním alebo zváraním. A ak je možné rezať hárok alebo malý profil hrúbky mechanickým nástrojom (s manuálnym, elektrickým alebo hydraulickým pohonom). Táto práca s kovovými medzerami veľkej hrúbky potrebuje plynové rezačky alebo na profesionálnom slangu - Autogén.
Návrhy rôznych modelov takéhoto zariadenia sa môžu líšiť len vo veľkosti alebo niektorých detailoch, ale princíp všetkých je rovnaký.
Bez ohľadu na veľkosť automatického a typu zmesi vykurovacieho plynu sa rezanie nastáva v dôsledku spaľovania kovu v prúde čistej kyslíka, vstrekované cez hlavu dýzy do pracovnej oblasti.
Hlavná a hlavná podmienka rezania plynu - teplota spaľovania by mala byť menšia ako teplota topenia. V opačnom prípade sa kov, ktorý nemá čas začať horieť, sa roztaví a stádo. Táto podmienka zodpovedá nízkej uhľovodovacej oceli a neželezných kovov a liatinové železo - č.
Väčšina z nich nie je tiež prístupná pre rezanie plynu - existujú obmedzenia na maximálnych prípustných dávkach legujúcich prvkov, uhlíka a nečistôt, s prekračujúcim procesom spaľovania kovu v kyslíku sa stane nestabilnými alebo je všeobecne prerušený.
Samotný proces rezania sa môže rozložiť do dvoch fáz:
- Zhrejte obmedzené zóny časti na teplotu, pri ktorej sa kov začne spáliť. A aby sa získal horák otepľovacej plameňa, niektoré z technického kyslíka v určitom pomere sa zmiešajú s horľavým plynom.
- Spaľovanie (oxidácia) vyhrievaného kovu v kyslíkovom prúde a odstránenie spaľovacích výrobkov z reznej zóny.
Ak zvážime klasifikáciu iba manuálnych rezačiek, nasledujúce funkcie majú zásadný význam:
- pohľad na palivo, výkon a spôsob získania zmesi plynov na ohrievací plameň;
- klasifikácia palivových plynov: acetylén, propán-bután, metán, univerzálny, maf.
Kerosynoresa a domáce zvieratá, hoci majú rovnaké stretnutie, sa týkajú rezačky kvapalných paliva.
- Pri práci: Malý (hrúbka rezania kovov od 3 do 100 mm) - označenie P1, priemer (do 200 mm) - p2, vysoká (až do 300 mm) - p3. Existujú vzorky so zvýšenou hrúbkou rezu - až 500 mm.
- Metódou výroby palivového plynu: injektor a needlectory.
A ak prvá funkcia ovplyvňuje iba teplotu ohrievacieho plameňa a výkon je na maximálnej hrúbke kovu, potom tretí znak je určený dizajnom rezačky.
Dizajn
1. Injekcia alebo dve potrubie, plynové rezačky je najbežnejším typom dizajnu. Technický kyslík v rezačke je rozdelený do dvoch prúdov.
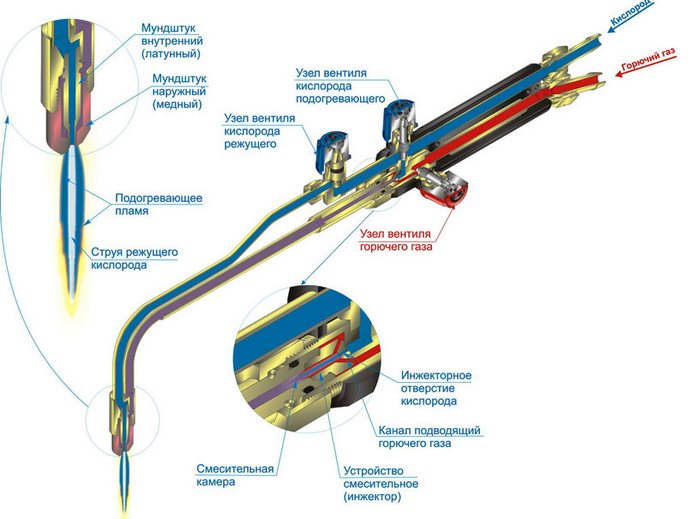
Niektoré z prúdu na hornej trubici sa pohybujú do hlavy špičky a vysokorýchlostné listy cez centrálnu dýzu vnútorného náustka. Táto časť dizajnu je zodpovedná za fázu rezu procesu. Nastavovací ventil alebo pákový ventil je dodávaný za puzdro.
Druhá časť vstupuje do injektora. Princípom je, že vstrekovaný plyn (kyslík), ktorý opustí miešaciu komoru pri vysokom tlaku a pri vysokej rýchlosti, vytvára vákuovú zónu a cez periférne otvory horľavé (vyhodené) plynové ťahy. Vďaka zmesi sú rýchlosti vyrovnané a prietokom zmesi plynov je vytvorený na výstupe komory rýchlosťou, ako je vstrekovaného kyslíka, ale vyššie ako ejekovaného horľavého plynu.
Potom sa plynová zmes pohybuje pozdĺž spodnej trubice na hlavu špičky, ukáže sa cez dýzy medzi vnútorným a vonkajším náustkom a tvorí horák otepľovania plameňa. Každý kanál má svoj vlastný ventil na puzdre, ktorý je regulovaný prívodom kyslíka a horľavým plynom v injekcii.
2. Neinterbarly, alebo trojpotivácia rezačka má komplexnejší dizajn - obaja kyslíkový tok a plyn prichádzajú do hlavy na samostatných skúmavkách.
Miešanie vykurovacej zmesi sa vyskytuje vo vnútri hlavy. Je to však nedostatok zmiešavacej komory, ktorá poskytuje vyššiu úroveň bezpečnosti, nevytvára podmienky pre "spätný náraz" (šírenie horiacich plynov v rezacích kanáloch a rúrkach v opačnom smere).
Okrem zložitejšieho dizajnu a vysokej ceny, nevýhoda trojpulovacej plynovej rezačky, predpokladá sa, že pre jeho stabilnú prevádzku je potrebné mať vyšší tlak palivového plynu (neexistuje žiadny účinok vyhadzovania a zvýšenie prietoku sadzba).
Veľkosti a hmotnosť
Rozmery ručného vstrekovacieho plynového rezačky sú odsúhlasené štandardnou GOST 5191-79 a závisí od jeho výkonu:
- p1 - Až do 500 mm;
- p2 a P3 sú v rozsahu 580 mm. Ale produkujú "predĺžené" modely pre prácu v špeciálnych podmienkach.
K dispozícii sú hmotnostné obmedzenia pre každú kategóriu výkonu: 1,0 a 1,3 kg, pre P1 a P2 / P3.
Rovnaká GOST určuje, že typ P3 je rezačka kyslík-propán a P1 a P2 môžu pracovať na akejkoľvek forme horľavého plynu.

Podľa GOST sú definované ako tipy na rezanie na zvárací horák. Rozdiel v štruktúre je, že separácia kyslíka a miešania horľavého zmesi sa vyskytuje v špičke, a má oveľa menšie veľkosti a hmotnosť ako rezačka. Takže hmotnosť PB1 má hornú hranicu 0,6 kg a PV2 a PV3 - 0,7 kg.
Je však ťažké pomenovať tento plynový rezač na kovové kompaktné - v zostave pracovnej polohy s telesom z horáka, jeho veľkosť a hmotnosť nebude menšia ako špeciálne nástroje. Výhodou je len to, že si môžete kúpiť horák s tipmi rôznych typov (zváranie a rezanie) a celá súprava bude umiestnená v malých prípadoch. Alebo zakúpte existujúci horák zásuvnej rezačky.
Ale tu je jeden nuance. Propán je oveľa lacnejší ako acetylén. Náklady na prevádzku acetylénového frézy budú preto významne vyššie ako kyslíkové-propán. A na zváranie kovov je acetylénový horák lepší, v ktorom je teplota plameňa vyššia pri 300-400 ako v kyslíkovom propáne (v čisto propánnom horáku, teplota je menšia ako 2000 ° C).
Kompaktnosť celého "príspevku" pre ručné rezanie plynu môže byť zabezpečená len kapacitou valcov s plynmi.
Prenosné plynové frézy
V poslednej dobe môžete vidieť ponuky na predaj prenosných plynových rezačiek, ktoré sú tryskou na malý valec Colet s plynom.
Ale aspoň sú umiestnené ako frézy, v skutočnosti sú horáky. Teplota horáka väčšiny nepresahuje 1300c. Hoci existujú "profesionálne" Collet prenosné rezačky s teplotou pochodu 2000-2500c (napríklad Kovea KT-2610 pri práci s mapp as plynovej zmesi), a to je už blízko teploty vykurovacieho plameňa kyslíka -Propán Cutter - 2700-2800c.

Ale v každom prípade neexistuje hlavný rezací komponent na vytvorenie podmienok "pálenia" - prúd kyslíka, vďaka čomu dochádza o oxidácii kovu.
Prenosné rezačky zahŕňajú záchranné lamely a zliatiny: cínu, hliník, mosadz, bronz, meď. Ale pre nich nehovoríme o rezaní, ale o tavenie. Preto sa často používajú na zabezpečenie alebo zváranie malých častí z neželezných kovov (napríklad pri opravách klimatizačných a chladničiek) a môžu byť rezané s manuálnym elektrickým prístrojom.
Venujte pozornosť pri výbere rezačky plynu
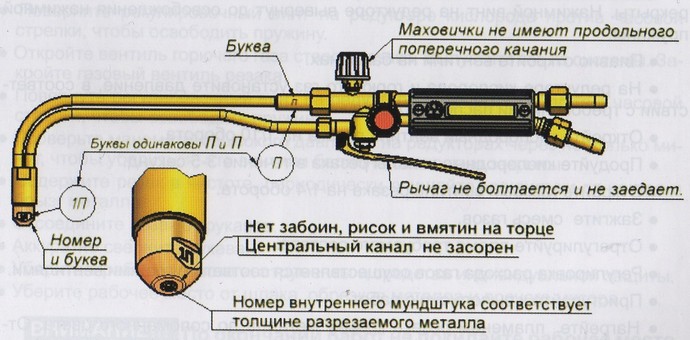
Ak je "choď" z hadíc do hlavy, je dôležité nasledovne:
- bradavky z mosadze slúžia dlhšie ako hliník;
- materiál rukoväte musí byť hliník, plastové podšívky je menej trvanlivé a môže "plávať";
- ventily by sa mali otáčať s malým úsilím;
- odporúčaný priemer rukoväte proti rezaniu kyslíkového ventilu - najmenej 40 mm;
- modely páky sú vhodnejšie na prevádzku a umožňujú plyn;
- vretenové ventily: z nehrdzavejúcej ocele - najspoľahlivejšie (až 15 000 cyklov), z mosadze - rýchlo zlyhania (približne 500 cyklov), kombinované - majú "priemerné" ukazovatele;
- prípadový materiál a rúrky - nerezová oceľ, mosadz, meď;
- v acetylénových frézach, časti v kontakte s horľavým plynom do zmiešavacej komory by nemali byť vyrobené z medi alebo zliatin s jeho obsahom nad 65%;
- skladateľský dizajn vám umožňuje opraviť rezač, vyčistite injekčnú jednotku, špičkové trubice;
- vonkajší náustok len z medi;
- vnútorný náustok acetylénového rezačky - medi, kyslík-propán - môže byť vyrobený z mosadze;
- vybraný model predávajúceho by mal mať náhradné diely a spotrebný materiál v sortimente.
Ako používať Kyslík-propán fréza
Všeobecne:
- práca s rezačkou by sa mala uskutočniť v masku zváraču (alebo špeciálnych okuliarov);
- odporúčané oblečenie a pracovné rukavice so žiaruvzdornými (nehorľavými) vlastnosťami;
- plameň Autogénu by mal pozerať na zásobovacie hadice a hadice by nemali interferovať s prácou rezbára;
- plynové valce nemajú bližšie ako päť metrov na miesto práce;
- rezanie kovu sa vykonáva buď vonku alebo v dobre vetranej miestnosti.
Po dlhej prestávke alebo pri prvom spustení nového rezačky vstrekovača, musíte sa uistiť, že kanály sú "čisté" a kyslík v injektore vytvára požadovanú úroveň prívodu rozprašovacieho plynu.
Spočiatku, s uzavretými ventilmi na rezačke a na valcov s rezačkou, sa odstráni hadica s propánom. Potom na valcov s kyslíkom je nainštalovaný prevádzkový tlak a ventil vykurovacieho kyslíka a plynu sa otvorí na rezačke. Kontrola výkonu vstrekovača sa kontroluje nanesením prsta na palivový plyn na bradavku - nasávanie vzduchu by sa malo cítiť v diere vsuvkov.





