Kyslík-propán fréza
Proces demontáže kovových konštrukcií bude vyžadovať použitie špecializovaného nástroja. Obrobok častí sa uskutočňuje rezaním, pretože sa to používa na šírenie kovu ako plynové montáž propán - typu kyslíka a iných zariadení. Na manipuláciu s malými hrúbkami sú mechanické zariadenia vhodné, hrubé listy sú spracované plynovým rezačom. Princíp prevádzky zariadenia je rovnaký, bez ohľadu na dizajn. Ako si vychutnať mechanizmus, opíšte rôzne špecifikácie, je potrebné dodržiavať bezpečnostné požiadavky, iné funkcie.
Princíp prevádzky a typov
Princíp prevádzky je založený na prívode prúdu kyslíka s čistým pohľadom, cez trysku rezačky plynov. Bez ohľadu na štrukturálne znaky Autogénu, vykonanie nastane v dôsledku spaľovania kovu pod vplyvom správneho kyslíka. Základná požiadavka na použitie zariadenia - teplota spaľovania by mala byť vyššia ako tavenie, inak sa materiál roztaví a odvádza, ktorý zasahuje do vysoko kvalitnej práce.
Väčšina z oceľových zliatin nemá vplyv na fréza kyslíka propánu, vďaka obmedzeniu maximálneho podielu dopovaných nečistôt. Prítomnosť uhlíka v zložení prvku môže viesť k nestabilnej prevádzke, alebo zastaviť proces. Vplyv na kov sa vyskytuje v niekoľkých krokoch:
- Teplota stúpa na úroveň toho, ako oceľ začne spáliť. Ak chcete získať požadovaný chátor plameň, ozón sa zmieša s palivovou zmesou, ktorá je potrebná pomerom.
- Po zahriatí sa zóna vyskytuje o oxidácii vyhrievanej ocele kyslíkového média a uvoľnenie materiálov z miesta spracovania.
Klasifikácia manuálnych rezačiek je rozdelená do niekoľkých parametrov v závislosti od typu práce. Hlavné charakteristiky:
- používa sa rôzne horľavé plyn, metán, propán - bután, acetylén a ďalšie;
- výkon, parameter získania zmesi na vykurovanie;
- konštrukcia dýzy pôsobiaceho na výrobu plynu sa používa injekčné inštalácie a bez injekcie.

Power je rozdelený na niekoľko druhov, od malého na vysoký stupeň rezania hmoty. Pri nízkom výkone, predmety s hrúbkou 3 až 100 mm hrubé, priemerný typ nastavení je možné rezať materiály s hrúbkou až do 200 mm, vysoko - 300 mm. Existujú odrody schopné liečiť výrobok s hrúbkou až 500 mm, takéto zariadenia sa používajú podľa podmienok priemyslu aj domácnosti. Niektoré komponenty závisia nielen na moci, ale aj na konštrukcii plynového rezačky.
Dizajn
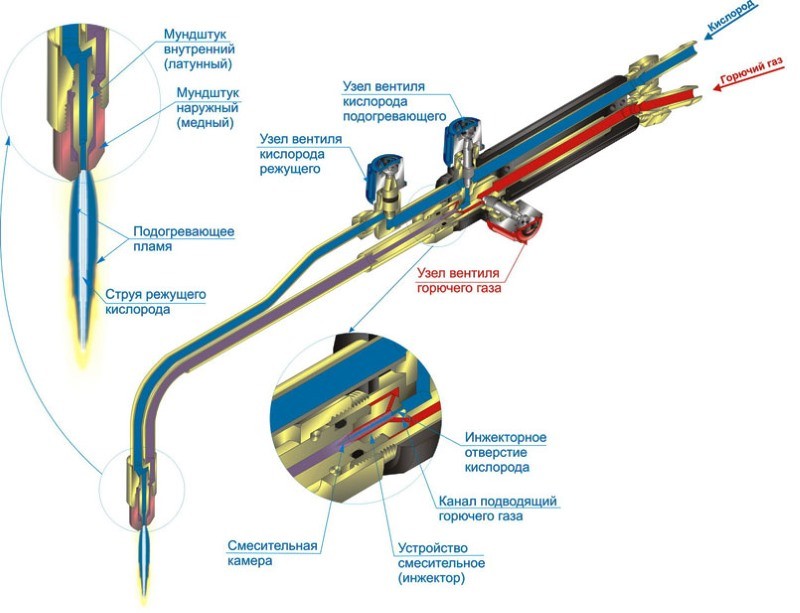
Najbežnejší typ zariadenia používaného pri spracovaní oceľových konštrukcií je dvojprúdová vstrekovacia rezačka. Horľavá zmes je rozdelená do niekoľkých prúdov, čo vám umožňuje nastaviť výkon plameňa pri práci. Nastavovací mechanizmus sa nachádza na vonkajšej časti puzdra, existujú zariadenia typu páky.
Prietok sa pohybuje cez trubicu k špičke cez hlavu, uvoľňovanie nastane pri vysokej rýchlosti cez centrálnu dýzu. Náustok je zodpovedný za hlavnú funkčnosť rezačky, rezanie časti procesu. Časť plynu sa preloží do injektora, ktorý opúšťa pod vysokým tlakom, vytvára vypúšťanie, čím sa spája horľavá zmes. Proces miešania definoval zarovnanie prietoku, ktorý sa vykonáva.
Tvorba zmesi sa uskutočňuje hlavom hrotov, ktorá zasiahne spodnú trubicu. Torch je vytvorený medzi vonkajším, vnútorným náustkom, dôsledkom tvorby horľavej zmesi. Dvojkanálový systém je vybavený nastaviteľnými ventilmi, ktoré umožňujú nastaviť prívod kyslíka a pomocného plynu do injektora.
Dizajn bez injekčného typu je zložitejší, ako pre dva kyslíkové toky a oddelene pre plyn sú trubice. Zmes horľavého zloženia sa vyskytuje priamo vo hlave, táto konštrukcia sa považuje za bezpečnejšie účinky. Na vykonanie akcií sa vyžaduje vyššia prívod tlaku oboch kyslíka a horľavých plynov.
Veľkosť rezačiek je stanovená štandardmi GOST, na výrobu s malými časťami, modely P1 sa používajú s celkovým dlhým dlhým 50 cm. Silnejšie návrhy sú produkované dlhšie, existujú špecifické rozšírené štruktúry navrhnuté na vykonávanie úloh s ťažkým prístupom k rezu.
Výhody a nevýhody
Plynový horák je navrhnutý na disects produktov vo výrobných podmienkach s veľkým množstvom úloh. Pred použitím prístroja je dôležité pochopiť, aké kľúčové vlastnosti je rezanie kovov s propánom a kyslíkom:
- Mechanizmus účinku je vhodný pri vykonávaní zakrivených línií rezaného krájania. Stabilný výkon nám umožňuje rozdeliť kovové výrobky rôznych hrúbok. V situáciách, keď nie je možné použiť nástroj, ako je rohový stroj, použije sa plynový horák. Úlohou vytvárania okrúhlych výrobkov alebo hluchého otvorenia sa vykonáva plynový horák bez toho, aby si vyžadoval osobitné úsilie.
- Rezačka plynu má výhodu na rozdiel od modelov benzínu. Okrem nízkej hmotnosti sa mechanizmus nevytvára zvýšený hluk pri prevádzke, ako aj kompaktný.
- Použitie prístroja na základe účinkov horľavého plynu vám umožní urýchliť realizáciu je dvojnásobne, čo nie je pod silou mechanických nástrojov.
- Propánom, ako je plyn v tekutom stave, sa rozlišuje nízkou cenou. Preto sa používa nielen pri spracovaní výrobkov vo výrobných potrebách, ale aj k likvidácii kovov a iných činností.
- Použitie propánu ako horľavého zmesi umožňuje vykonávať vysoko kvalitný rez. Rezanie sa vykonáva úzkymi okrem, čo je hlavný faktor v kvalitnej práci.
Nevýhodou možno poznamenať, že niektoré materiály nemožno liečiť propánkovým rezačom, napríklad liatinovým a vysoko zliatinovým oceľou.
Vlastnosti používania
Oceľové materiály s vysokým obsahom uhlíka sa neodporúčajú na rezanie plynového zariadenia. Dôvodom je bod topenia v blízkosti parametra zaostrenia. Namiesto stupnice emitovaného z expozície dýzy je materiál reagovať s okrajmi hranami, výsledkom, ktorý je zastavený kyslík, pripojenie sa nedá spracovať.
Práca s liatinou môže spôsobiť určité ťažkosti, ako je napríklad grafitová prítomnosť, tvar obilia. Tiež rezanie plynu nepoužíva propánom, v prípadoch spracovania medi, hliníka, iných ľahko taviace ocele.
Potrebné vybavenie
Ak chcete vykonať rôzne úlohy spracovania ocele, je potrebné pripraviť zariadenie, ktoré sú vhodné nástroje. Operácia sa vykonáva pomocou:
- valce s kyslíkom a propánom;
- obrázkový nástroj;
- náustka určitej veľkosti;
- hadice.
Bezpečnostná technika je spôsobená prítomnosťou nastaveného ventilu na každom valci. Propášový valec má v dôsledku toho, že inštalácia prídavnej prevodovky nie je možná. Zariadenie má podobné vzory, a to ako doma aj výrobné ciele. Pred vytvorením rezu kovu je potrebné skontrolovať výkon, prítomnosť všetkých nastavení prvkov.

Príchod ozónu je označený modrou, ventily sú umiestnené priamo na valci a na rezačke. Propánový prietok je označený ako všetky ostatné plynové a výbušné látky, červená alebo žltá.
Po pripojení rezačky sa proces začína, pri ktorom sa kyslík a propán spojí v zmiešavacej komore, v dôsledku čoho sa vytvorí horľavá zmes. Dizajn zabezpečuje zmenu agregátov, pre plánovanú opravu a údržbu, v prípade zlyhania jedného z uzlov je možné ho naďalej nahradiť, pokračovať v práci. Náustok je vybraný v závislosti od typu vyrobených úloh, má rôzne hodnoty a líši sa podľa čísel.
Nuansy
Proces disekcie zabezpečuje riadenie rýchlosti, výber parametra sa vyskytuje vizuálne, závisí od počtu iskier a ich nevýhody. Sparkovací prúd vytvorený procesom rezania by mal byť vytvorený pod uhlom 90 ° vo vzťahu k povrchu. Rýchlosť je nastaviteľná, ak prietok zmení smer, v tomto prípade je rýchlosť nízka, vyžaduje nastavenie.
Hrúbka štruktúry ovplyvňuje proces, v prípade spracovaného listu, hrúbku viac ako 6 cm, musí byť umiestnená v nízkom uhle, aby sa tok prúdila. Pri spracovaní hrubých výrobkov je dôležité odolať uhlu sklonu viac ako 15 °, riadiť rýchlosť. V prípade zastavenia disekcie uprostred cesty sa v tomto bode neobnoví proces, a to trvá najprv. Aby sa predišlo zmenám, keď sa akcie s hrubým produktom, je potrebné udržiavať rezač, takže kov sa spracuje v celom obvode.

Po ukončení rezania ocele je prívod rezania plynu vypnutý. Potom sa ventil prekryje na valci, posledný front je uzavretý zmesou paliva.
Povrchové a kučeravé rezanie
Proces vytvárania úľavy na kovovom povrchu je vyrobený iným spôsobom. Rezanie sa vykonáva dýzou a roztavenou troskou, ohrieva spodnú časť produktu. Vykurovanie sa vykonáva na teplotu, ktorá nepresahuje zapálenie materiálu.
Otvorenie rezného kyslíka poskytne určitú časť spaľovania materiálu, čím sa vytvára čistý okraj a rezaná čiara.
Akcia sa vykonáva v uhle až 80 °, po dodávke plynu sa fréza pohybuje do uhlov od 18 do 45 °. Tvorba drážok požadovanej veľkosti sa vykonáva nastavením rýchlosti. Väčšia veľkosť drážky sa dosahuje ako zmena v uhle náustka a spomaľuje rýchlosť, nastavenie hladiny kyslíka. Šírka drážky sa líši nastavením prúdu prúdu cez dýzu, hĺbkový pomer, šírka drážky sa rovná 1 až 6. Šírka má preferenčný objekt, pretože Je možné vytvoriť západ slnka na povrchu výrobku.
Venujte pozornosť pri výbere rezačky plynu
Výber vysoko kvalitného nástroja priamo závisí od výsledku. Ak zanedbávate niektoré parametre, stratia niektoré rezačky, sú znížené nastavenia zabezpečenia. Propanové a kyslíkové výbušné látky, ktoré vyžadujú dodržiavanie niektorých požiadaviek počas prevádzky:
- Rukoväť sa vykonáva z hliníkových zliatin, plast sa aplikuje lacnejšie náradie, v priebehu času topenia, stráca tvar.
- Mosadzná bradavka vydrží dlhšiu hliníkovú štruktúru, pretože má väčší zdroj na deformácie.
- Rotácia ventilu by sa mala vykonať s malým úsilím, zastaviť proces v prípade neštandardnej situácie. Odporúčaná veľkosť ventilu je aspoň 4 cm.
- Najspoľahlivejšie vretená sú vyrobené z nehrdzavejúcej ocele, ktorá je schopná vydržať až 1500 cyklov bez výmeny, mosadz nevydržia podobnú životnosť. Najvhodnejšou možnosťou je kombinované vretená, ktoré majú priaznivý pomer kvality ceny.
- Konštrukcia rezačky musí byť skladateľná, údržba je vykonaná na rozšírenie životnosti služieb. Materiálový náustok - meď.

Je potrebné venovať pozornosť dostupnosti opravných súprav, náhradných dielov pre rezač. Ak nie sú žiadne voľné predaj, môžu existovať problémy pri opravách opravy.
Ako používať kyslík propán fréza
Fungovanie frézy propánu - kyslík vyžaduje dodržiavanie určitých pravidiel. Pred použitím zariadenia s kyslíkom, propánovým rezačom, je dôležité zoznámiť sa s nasledujúcimi požiadavkami:
- Súlad s bezpečnostným zariadením nie je zanedbané, je dôležité použiť ochrannú masku alebo špecializované okuliare. Tiež musí byť oblečenie prevádzkovateľa vyrobený zo žiaruvzdorného materiálu.
- Plameň z frézy by sa mal vypúšťať z prívodu plynu na opačnú stranu.
- Umiestnenie valcov s plynmi nie je povolené vo vzdialenosti piatich metrov v blízkosti miesta priamej práce.
- Disekcia sa vykonáva v otvorenom vzduchu alebo v interiéri s dobrým vetraním.
Dlhodobé jednoduché vybavenie vyžaduje prevenciu pred obnovením práce. Pred spustením testu je propánová hadica odpojená, dodáva sa tlak plynu. Injektor sa skontroluje prstom na otvor, ak sa vyskytne sanie, znamená to, že zariadenie je v dobrom stave.





