Kovové rezacie základne: menič, plazma, plyn
Kovové rezanie so zváraním do určitého času sa aktívne používa ako hlavná metóda spracovania kovových konštrukcií doma. Výsledný strih nebol odlíšený krás, takže použitie brúsky bolo zrejmé zvarené. Do osvedčeného roka sa metóda stále uchýlil, jeho schopnosti sa rozšírili prostredníctvom použitia nových zariadení.
S zváraním, rezaným kovom v nasledujúcich prípadoch:
- v poľných podmienkach, keď nie sú žiadne zdroje elektriny,
- vyskytuje sa, je potrebné znížiť veľmi hrubý kov,
- pri rezaní, musíte dostať kus komplexného tvaru,
- je potrebné rezať kov v ťažko dostupnom mieste.
Zváranie označuje univerzálne procesy, ktoré môžu byť použité na pripojenie a rozdelenie častí na časti. Najviac platí doma nasledujúce verzie zariadenia na rezanie kovov:
- aRC (Inverter),
- plynová fréza
- plazmorez.
V tomto článku sa podrobne rozprávame o funkciách, technológiách a základných princípoch rezania kovov so zváracím meničom, rezaním plynu kovu s kyslíkom a propánom a plazmovým rezaním kovu. Po štúdiu základných princípov práce s rôznymi typmi zariadení môžete vykonať rezanie kovov s vlastnými rukami.
Rezný oblúk
Pri tréningu základov zvárania sa newcomer najviac bojí pálenie kovu a úplne zničiť pripojenie. Pri rezaní kovu je cieľom zváraču, rezanie kovu.
Aby bolo možné rezať kov so zváraním oblúkom, je potrebné ho zahreť na teplotu topenia a odstrániť roztavený kov zo zváracej zóny. Odstránenie sa uskutočňuje pod svojou vlastnou hmotnosťou roztaveného kovu v dôsledku tlaku z oblúkovej strany alebo prúdenia vzduchu dodávaného do zváracej zóny.
Takéto elektródy sa používajú na rezanie kovov:
- kovový potiahnutý
- uhličitý,
- rúrky,
- volfrám.
Táto metóda rezaná oceľ, vrátane legovaných, neželezných kovov a zliatin.
Nevýhody zahŕňajú nízko kvalitné rezané, nerovnomerné hrany, prítomnosť stupnice. Preto, ak kov v budúcnosti prejde na vytvorenie konštrukcií, hrany sa musia dodatočne spracovať napríklad na čistenie.
Rezanie sa vykonáva na rovnakom zariadení ako zváranie, vo všetkých priestorových polohách. Ako zariadenie doma, transformátor alebo usmerňovač bol predtým použitý, teraz sa menič najčastejšie používa.
Základy rezania oblúka
Na rezanie kovového oblúka Nastavte pevnosť prúdu o 30-40% vyššiu ako pri zváraní. Osvetlia silný oblúk na hornom okraji kovu a prehĺbiť sa, pri rezaní okraja.
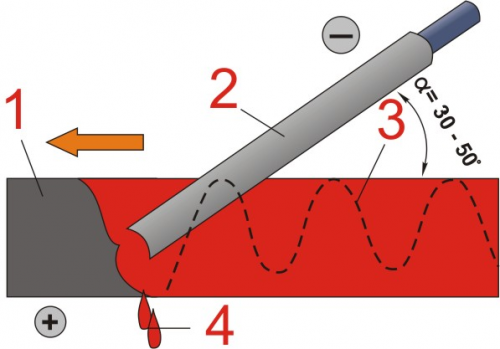
Kovové rezanie so zváracím meničom
Na rezanie sa zvolí elektróda malého priemeru, ale prúd, naopak, vykazuje viac, než je potrebné na zváranie. Napríklad, priemer elektródy je 2,5 mm, je nainštalovaný 140A.
Usvetlite oblúk a nechajte elektródu na jednom mieste. Snažíte sa udržať oblúk na prehĺbenie, bez ohľadu na to, ako žil kov.
Ak je doska umiestnená vertikálne, roztavený kov sa jemne odtiahne. Pri horizontálnom rezaní kovu sa zvárací menič zozbiera v spodnej časti dosky.
Aby sa zabezpečilo najlepšie tepelné vykurovanie, rovná polarita sa absorbuje. V tomto prípade sa kov ohrieva hlboko, ale rez sa získa úzky.
Video ukazuje, aké príležitosti sa otvoria pri použití rezania oblúka. Doska pri hrúbke 10 - 20 mm je narezaná doslova v priebehu niekoľkých minút s ľahkosťou a krásnou.
Rezanie plyn
Donedávna zostala kovová rezačka plynu hlavnou metódou kovového oddielu, najmä ak bolo potrebné vykonať ostrý okruh, na spracovanie okraja alebo dostať otvor. Výhodou je, že nie je potrebné pracovať v zdroji elektriny.
Rezanie kovov s plynovou rezačkou sa uskutočňuje nasledujúcim spôsobom: Zmes kyslíka s horľavým plynom, výsledný horák ohrieva kov v rezanej zóne do teploty spaľovania, nie menej ako 12000 ° C. Podávajte prúd kyslíka.

Kovové horľavy a upozorňuje na rezanú čiaru. Najčastejšie na rezanie používa kyslík v zmesi s propánom. Rezanie plynu sa liečia oceľou, uhlíkovou aj legovaním, zliatin titánu.
Plynové rezanie kovu na zmesi propánu a kyslíka
Pred prácou sa pripraví kov: purifikované nečistoty, tuk, mierka, hrdza.
Zariadenia na rezanie plynu
Trvá menej zručností na vykonanie rezania plynu ako pri zváraní, pretože nie je potrebné zabezpečiť tesnosť spojenia. Zariadenie bude vyžadovať plynové rezačky, kyslíkové valce a propán.

Každý valec má redukciu na reguláciu tlaku. Plyn z valca k redukcii je dodávaný vysokotlakovou hadicou.
Pred začatím práce sa hadice vyhodia na čistenie z nečistôt. Všetky hadice sú kontrolované, pripojenie s prevodovkou, všetky odnímateľné spojenia sú kontrolované tesnosť.
Skontrolujte stav samotného rizík a prepláchnite kyslíkom. V prípade, že valec s kyslíkom je pripojený k miestom upevnenia kyslíkovej hadice. Balón s horľavým plynom nie je pripojený. Nainštalujte na prevodovke 5 ATM a otvorte obe ventily na rezačke. Hnacím prstom na druhú pozíciu možno pozorovať, či existuje pokles. S jeho neprítomnosťou musia byť rezacie kanály otočené.
Prevádzkový postup
Vykonáva sa rezanie plynu s odkladným podielom: 10 dielov kyslíka na 1 časť plynu. Preto sú nainštalované na plynovej prevodovke 0,5 ATI a na prevodovke kyslíka 5 ATI.
Pre začiatok je zapálený mierne otvorený prívod propánu a plynu. Tryska spočíva na kov a kyslík je pevne začne. Pomocou otáčania ventilov môžete nastaviť hodnotu hory a získať potrebný plameň do práce. Predpokladá sa, že hrubšia kov je rezaná, tým silnejší je plameň, pre ktorý je potrebný veľký prísun plynového a kyslíka.
Upozornenie: Plameň je nastaviteľný s použitím tlaku regulačného kyslíka, nie rezania.
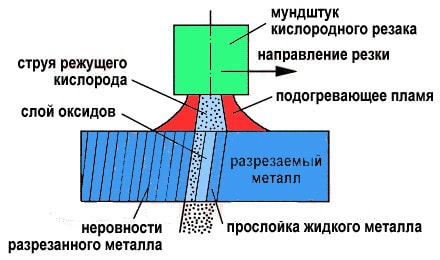 Horiaci plameň je vyrobený na kov v mieste, kde je potrebné vykonať rezanie, odolajúci vzdialenosť medzi dýzou a kovom v 5 mm. Pod pôsobením plameňa sa kov zahrieva na požadovanú teplotu. Toto sa deje rýchlo, sekundy za 10. Sledovanie procesu Upozornenie, že v tom momente kov, ako sa stáva mokrý. Iba kov bude ignorovať, okamžite zahrnúť rezný kyslík.
Horiaci plameň je vyrobený na kov v mieste, kde je potrebné vykonať rezanie, odolajúci vzdialenosť medzi dýzou a kovom v 5 mm. Pod pôsobením plameňa sa kov zahrieva na požadovanú teplotu. Toto sa deje rýchlo, sekundy za 10. Sledovanie procesu Upozornenie, že v tom momente kov, ako sa stáva mokrý. Iba kov bude ignorovať, okamžite zahrnúť rezný kyslík.
Aby sa zabránilo reverznému zasiahnutiu plameňa, ktorý môže byť sprevádzaný bavlnou, zahŕňa postupne rezný kyslík.
V tomto prípade sa samotný kyslík rozsvieti hneď, ako sa dotýka povrchu horúceho kovu. Video ukazuje, ako pomocou rezania plynu môžete vystrihnúť tvary najkomplexnejšieho tvaru.
Kvalita rezania je ovplyvnená rýchlosťou zvárania. Riadiaca rýchlosť zameraná na iskry v reznej zóne. Ak sú iskry vpred, to znamená, že rýchlosť je nedostatočná. Pri vysokej rýchlosti sú iskry za rezačkou, v tomto prípade je ťažké kvaplivo znížiť prázdne miesta.
Na vykonanie otvoru sa miesto zahreje na požadovanú teplotu, dodáva sa rezný kyslík. Kovový horľavý. Rezačka sa privádza do kovovej zóny a otvor sa sám robí.
Kovové rezanie s plazmou rezačkou alebo plazmorúdom
O možnostiach plazmy Torus je dobre povedané vo videu. Po preskúmaní videa budete určite chcieť mať také nádherné vybavenie na farme, aj napriek svojej veľkej cene.
Rezanie kovov sa vyskytuje pod pôsobením plazmatickej energie. Ukazuje sa nasledovne. Keď je stlačené tlačidlo zapaľovania, vo vnútri spisu sa vytvorí zváranie pracovného oblúka. Stlačený vzduch prechádza cez neho, ionizovaný a plazma sa vytiahne cez trysku pri vysokej rýchlosti. Plazma má teplotu nad 10 tisíc stupňov a rýchlosť dvakrát rýchlosť zvuku. Táto energia je dostatočná na to, aby sa kov roztopil a dokonca odparil.
 Prevádzkovateľ prináša plazmorez na miesto, kde je potrebné vykonať strih a kov sa začne roztaviť. Rýchlosť manuálneho pohybu by mala zabezpečiť rezanie kovu. Parametre rezu sú pevnosť prúdu a tlak vzduchu.
Prevádzkovateľ prináša plazmorez na miesto, kde je potrebné vykonať strih a kov sa začne roztaviť. Rýchlosť manuálneho pohybu by mala zabezpečiť rezanie kovu. Parametre rezu sú pevnosť prúdu a tlak vzduchu.
Podrobnosti o spôsobe získania plazmy a rezačka je dobre zobrazená vo videu.
Pri nesprávnych zvolených parametroch na okraji môžu tvoriť stupnicu. Po skončení rezu nie je okamžite vypnutý prívod stlačeného vzduchu. Slúži na určitý čas na chladenie kovu.
Technológia plazmedu
Pred začatím práce sa hrany vyčistia, odstráňte z nich znečistenie a hrdzu.
Plazmové rezacie operácie akéhokoľvek kovového štartu s inštaláciou aktuálnej energie. Princíp je jednoduchý: prúd sa vypočíta v závislosti od hrúbky kovu. Množstvo prúdu, ktorá je potrebná na rezanie hrúbky kovu 1 mM, sa vynásobí hrúbkou kovu, ktorá sa má rezať. Ak je potrebné znížiť 25 mm oceľ, potom sa musíte znásobiť na 4a (prúd potrebný na rezanie 1 mm ocele alebo liatiny). Celkom na zariadení vykazuje 100A.

Rýchlosť, pri ktorej je potrebné vykonať rezanie priamo ovplyvňuje kvalitu práce, ale závisí od zručnosti rezbára. Špecialisti odporúčajú v počiatočnej fáze výkonu, aby sa zamerali na prítomnosť iskier na zadnej strane výrobku. Ak chýbajú, kov je úplne úplne.

Predtým, ako sa oblúk zapálil na pol minúty, rezačka je blokovaná plynom na odstránenie nečistôt a možného kondenzátu. Potom operátor stlačí tlačidlo zapaľovania služby ARC, horí 2 sek. Ak nie je vytvorený rezný oblúk, proces sa opäť opakuje.
V závislosti od modelu je prístup kontakt a bezkontaktný:
- Kontakt vyžaduje skrat. Akonáhle sa plazma vyšla z dýzy medzi kovom a elektródou, vytvorí sa plazmový oblúk a začína proces rezania.
- S bezkontaktným oblúkom sa medzi tryskou a elektródou zapáli. Keď sa tryska približuje k kovu, vytvorí sa pracovný oblúk.
Počas rezania je potrebné udržiavať konštantnú dĺžku oblúka. Ak nie je vybavený osobitným zameraním, tento parameter je odovzdaný rezačkou, musí byť od 1,6 do 3 mm.
Pri práci je potrebné udržiavať trysku na kov v uhle 900 ° C. Aby sa znížili deformácie na tenkom kovu, horák je udržiavaný pod malým uhlom. Počas rezania venujte pozornosť kovu nevyliezť na horák trysky.
Podrobnosti o práci Plaslamtrolu nájdete v videu.
S pomocou uzemnených metód rezania môžete kov z najkomplexnejšieho obrysu rezať. Tieto diela sú schopné plniť si vlastné ruky po malom teoretickej a praktickej školení. Hlavná vec je dostupnosť zariadení a príbuzných materiálov.





