Typy cięcia gazu metalowego
Nowoczesna technologia na świecie stała się daleko. Teraz każda osoba może poradzić sobie z procedurą cięcia gazu, ponieważ jest znacznie łatwiejsza niż praca spawalnicza gazu, więc prawie żadne umiejętności nie są wymagane do przyjęcia. Najważniejsze jest zrozumienie - technologię cięcia gazu. Coraz częściej i częściej nożyce przy użyciu propanu i do pracy z nimi konieczne jest połączenie propanu i tlenu. Taka mieszanina zapewnia pożądaną temperaturę, dzięki czemu przeprowadza się cięcie gazu metalu.
Plusy i minusy cięcia gazu
Ta metoda cięcia wiele zalet:
- Cięcie gazu pozwala wyciąć duży materiał grubości. A także z jego pomocą, możesz zrobić schablicę przez szablon. Wystarczające jest po prostu niemożliwe, aby osiągnąć dokładność pracy pracy podczas korzystania z pracy, a jeśli konieczne było cięte otwór do otworu na pewną głębokość, to tylko cięcie gazu może poradzić sobie z nim.
- W przypadku cięcia gazu wymaga noża, który ma niską wagę i wymiary. Pozwala to na osiągnięcie komfortu na czas, a jeśli porównujesz frez z analogami benzynowymi, różnicą jest kolosalny. Przecinaki benzynowe są bardzo głośne, są trudne do wykonania schludnych cięć ze względu na dużą wagę, silne wibracje zmuszają operatora do podejmowania wysiłków podczas cięcia. Ciśnienie tlenu pozwala na wydawanie sił.
- Cięcie gazu umożliwia przyspieszenie procesu cięcia prawie 2 razy, jeśli porównamy wyniki pokazane przez analogi benzyny.
- Dokładność cięcia jest gorsza niż frez acetylenowy, ale jednocześnie znacznie lepiej niż benzyna i szlifierka.
- Propan jest bardzo tani gaz. Jego stosowanie jest korzystne w przypadkach, gdy wymagana jest duża ilość pracy.
Cena propanu pozwala wykonać pracę dużych woluminów
Niestety, ale także minusy mają również miejsce, są jednak znacznie mniejsze i mają być bardziej dokładne, to jest ograniczone widmo metali, które można wyciąć.
Na przykład, cięcie gazu metalu z propanem i tlenem nie jest w stanie obniżyć stali o wysokiej zawartości węgla. Dlatego zastosowanie tego typu cięcia jest uzasadnione tylko dla stali o niskiej i średniej stali węglowej.
Takie ograniczenie występuje ze względu na fakt, że temperatura topnienia wysokich stali węglowych jest równa temperaturze spalania obcinarki gazowej, więc podczas cięcia materiału topi się i nie daje tlenu do wejścia do środka.
Wynika z reguły: do pomyślnego cięcia, temperatura spalania cięcia metalu powinna być mniejsza niż jej temperatura topnienia.
Jak się cięcie?
Wytnij wykonany z jednoczesnym ogrzewanym. Jest to w tym celu, że przecinarka ma 3 dysze. Stronę służą do podania mieszaniny grzewczej, aw środku znajduje się cienna dysza, przez którą tlen jest dostarczany pod bardzo wysokim ciśnieniem.
Jeśli rozmawiamy o presji, może osiągnąć 12 atmosferę, taka moc wystarcza, aby zapewnić, że osoba, która położyła dłoń pod przepływem powietrza, uszkodzona skórę. Gdy zapłon tego struktury, struktury metalowe są cięte.
Dzięki takiej metodzie powstaje strumień, który jest rozproszony z płomieniem na bok, a jeśli przez cięcie jest wykonywane, a następnie oparzenia przez cały materiał. Należym to, że cięcie metalu jest znacznie lepsze niż elektryczne. W końcu szew, wynikający z końca, jest bardzo zadbany.
Jeśli wrócisz do metali, temperatura topnienia jest niższa niż 600 stopni Celsjusza, a następnie nie zostaną wycięte z powodu usunięcia górnej warstwy metalowej, która zostanie powtórzona do końca cięcia. Aby nadal wykonywać wymagane grzejniki mobilne. Są to małe sprężone puszki gazowe, na których noszenie dyszy.
Proces cięcia
Przed rozpoczęciem cięcia musisz usunąć rdzę z metalu.

Konieczne jest oczyścić metal
Podczas cięcia obrabinica powinna być umieszczona, aby odrzutowiec wyjścia jest łatwy do przejścia przez niego.
Na samym początku procedury powierzchnia materiału jest ogrzewana do temperatury spalania metalu. Zastosowano tlen i gazalny gaz. Po osiągnięciu pożądanej temperatury, tlen jest dostarczany, który zapala się, w wyniku kontaktu z gorącą powierzchnią, a to będzie to, co się skończy.
W tym momencie ważne jest, aby osiągnąć ciągłość dostarczania tlenu, w przeciwnym razie płomień wyjdzie, a powierzchnia szybko się ostygnie, a następnie będzie musiała zostać ponownie podgrzana.
Wyraźna korelacja jest śledzona w procedurze cięcia - środka do czyszczenia stosowanego tlenu, tym wyższa jakość cięcia. Czasami istnieje sytuacja, w której strumień tlenowy jest ostro przecięty do metalu i spada mocy cięcia, rozpoczyna się krzywizna przepływu. Aby uniknąć takiej sytuacji, potrzebujesz trochę przechyłu strumienia.
Ważne jest, aby zrozumieć, że strumień ma kształt stożka, rozszerza się bliżej do dołu. Z tego powodu szerokość cięcia wzrasta, gdy zbliża się cięcie, a skala powstaje.
Możesz rozwiązać sytuację ze wzrostem mocy noża, ale nie powinieneś być zbyt zaangażowany, jeśli się poruszasz, wówczas skala wystąpiła na górze metalu.
Moc noża
Na jakość cięcia silnie wpływa na presję tlenu. Wysokie ciśnienie nieuchronnie prowadzi do słabej cięcia, a zużycie tlenu staje się tylko ogromne. Niewielkie ciśnienie nie pozwoli na cięcie metalu i usuwania utleniania będzie trudne. Dlatego konieczne jest obserwowanie średnich wskaźników, które są indywidualne dla każdego metalu i regulować dopływ tlenu z cylindra tlenu.
Instrukcje krok po kroku do pracy z frezem wtrysku gazu
Specjalne chwile w cięciu
Metalowa technologia cięcia mówi, że nie musisz pośpieszyć otwierając zawór przecinaka propanu, ponieważ w tym przypadku podlegasz niebezpieczeństwu, które może pojawić się z powodu interakcji tlenu z podgrzanym metalem. Aby wyeliminować wstrząs odwrotny płomień, konieczne jest usunięcie strumienia tlenu, ściśle po kącie nachylenia palnika.
Początkowo wynosi 90 stopni, po tym, że przeprowadzono małe odchylenie, około 6 stopni, w przeciwnej stronie ruchu. Jeśli wykonywane jest grube cięcie metalu, odchylenie może wzrosnąć do 70 stopni.
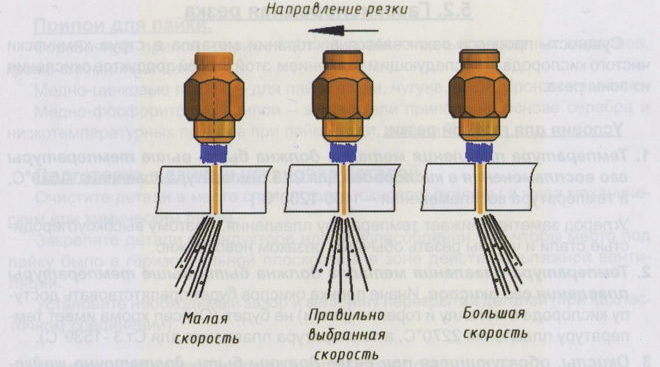
Ważne jest, aby pamiętać, że proces cięcia metalu powinien wystąpić przy tej samej prędkości, która jest wybrana metodą wizualną, na przykład, możesz oszacować prędkość iskier.
Przy optymalnej prędkości, strumień iskra zawiesza się pod kątem 90 stopni. Jeśli iskry latają na bok, różnią się od strony tnącej obcinarki, a następnie prędkość cięcia jest bardzo mała. Wysoka prędkość informuje kąt wyjścia iskier o mniej niż 80 stopni.
Grubość metalu odgrywa ostatnią rolę, ponieważ jeśli grubość metalu jest dość duża, nie można przesuwać noża monotonnie, dopóki arkusz nie zostanie obniżony przez całą grubość. Bliższe do końca cięcia konieczne jest zwiększenie kąta nachylenia o około 15 stopni.
W trakcie procedury nie powinno być długich pauzów. Jeśli praca była nadal zatrzymana w pewnym momencie, to cięcie należy rozpocząć od samego początku i wybrać nowe miejsce startowe.
Koniec cięcia musi towarzyszyć następujące działania w tej kolejności:
- zaprzestanie cięcia dostarczania tlenu;
- zaprzestanie dostawy regulacji tlenu;
- wyłącz propan.
Wymagane wyposażenie
W celu użycia przecinarki gazowej musisz mieć co najmniej jeden bas propan i tlen, węże przeznaczone do wysokiego ciśnienia, noża. Każdy balon jest wyposażony w skrzynię biegów, z którą można dostosować przepływ gazu. Cylinder z propanem ma backwater, więc niemożliwe jest użycie innej skrzyni biegów na niej.
Różne frezy do cięcia metali nie są szeroko różne. Wszystkie mają 3 zawory:
- jeden do podawania propanu;
- drugi - regulujący tlen;
- trzeci - tnący tlen.
Wszystkie zawory tlenu są niebieskie, a na propan - czerwony. Metal jest cięty z strumieniem płomienia.
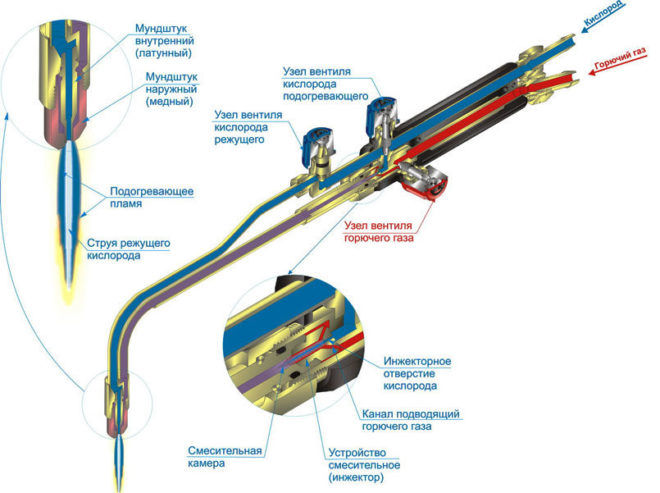
Schemat przecinania gazu.
Cutter gazu może przeciąć metal o grubości do 300 mm. Urządzenie jest bardzo łatwe do naprawy, ponieważ wiele części urządzenia jest wymienne.
Technika bezpieczeństwa
Należy rozumieć, że cięcie gazu metalowego jest procesem, w którym nawet przybysza może opanować, ale proces ten nie staje się mniej niebezpieczny. Dlatego możliwe jest prowadzenie szkoleń tylko pod nadzorem doświadczonego specjalisty.
Aby przeprowadzić prace nad metalem cięcia, a następnie następujący sprzęt bezpieczeństwa:
- W pokoju, w którym trwa praca, należy zapewnić dobrą wentylację.
- Wszystkie gorące substancje powinny zostać usunięte na odległość 5 metrów od miejsca, w którym zostanie przeprowadzone cięcie.
- Praca może być prowadzona tylko w odzieży specjalnej: maska \u200b\u200bochronna, odzież ogniotrwała.
- Niemożliwe jest skierowanie płomienia na źródła gazu. Jego kierunek powinien być diametralnie przeciwny.
- Podczas pracy obcinarki zabronione jest krok na węże, przesuń je, w każdym sposobie, aby ich fizycznie wpływać na ich wpływ.
- Podczas przerwy musisz spłacić płomień na frezu, obrócić zawory na cylindrach gazowym.
Skuteczne i bezpieczne cięcie można osiągnąć tylko wtedy, gdy wszystkie te zasady są spełnione, które są skomplikowane tylko na pierwszy rzut oka.
Wideo: Cięcie metalowe





