Technologia cięcia metalu z propanem i tlenem, wyposażeniem i porządkiem pracy
Praca z próbkami metalowych jest prawie zawsze przeprowadzana przez technologię separacji (nie należy mylić z powierzchnią, która jest prowadzona, jeśli jest to konieczne, aby uzyskać tylko rowek, bez przenikania strumienia). Istnieje kilka technik do cięcia metali. Najbardziej znany - czysty tlen i propan.
Ale charakteryzuje się pewnymi ograniczeniami. Na przykład grubość obrabianego przedmiotu. Między innymi koszt tego cięcia jest wystarczająco wysoki. Bardziej wydajny (i tani) technologia jest uważana za proces, w którym używany jest lub 2 różne gaz -
oxygen + propan (acetylen, butan) lub mieszanina tlenowa składająca się z określonych związków.
Zasada działania
Jak już zauważył, stosowanie czystego strumienia tlenu nie pozwoli na cięcie żadnego metalu. Na przykład, jeśli jest to kategoria "lekka", a następnie przy zwiększeniu temperatury zacznie odparować (deformacja), zanim osiągnie wartość nominalną. Dlatego najbardziej wszechstronna technologia jest łączona. Jaka jest istota tej metody?
Początkowy etap pracy jest podzielony na 2 fazy. W pierwszej, metal jest ogrzewany do pożądanej temperatury, która zależy od jej odmiany, propanu (ponieważ dotyczy tego gazu). Po tym, czysty tlen jest dostarczany do obszaru roboczego, a druga faza występuje. Gaz w kontakcie z gorącą powierzchnią jest natychmiast flammed, a rozpoczyna się bezpośredni proces cięcia metalu.
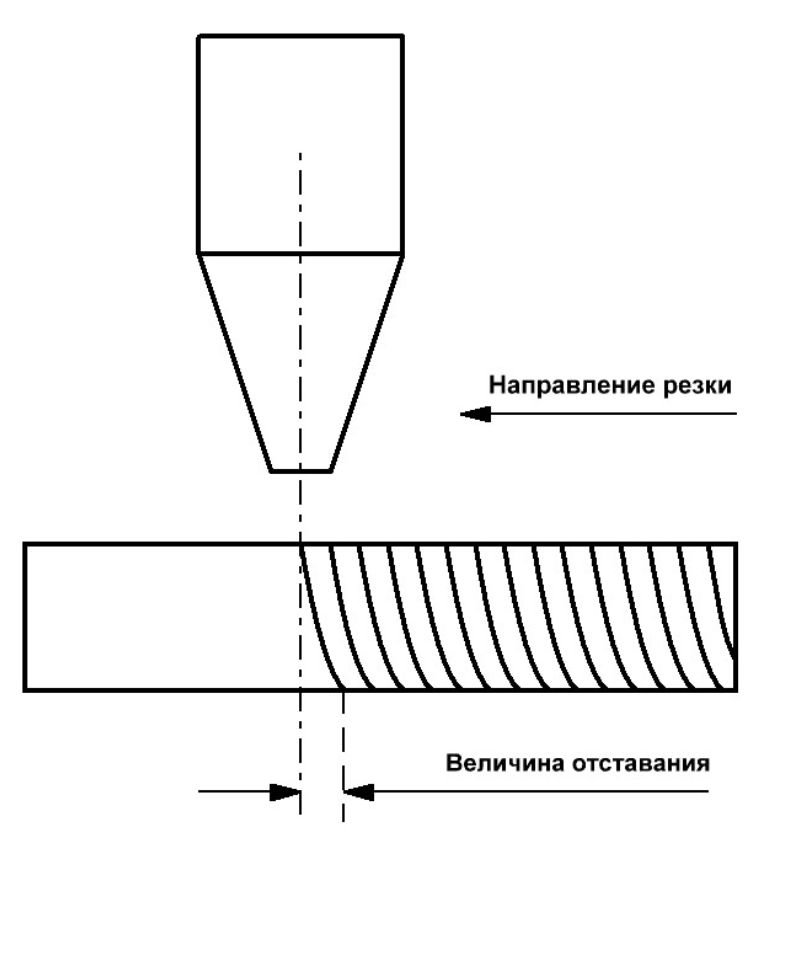
* Diagram pokazuje acetylen (CX²). Formuła propan jest inny - C³8.
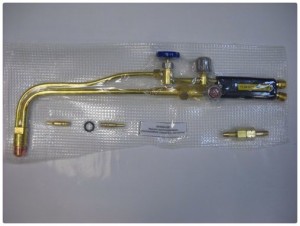
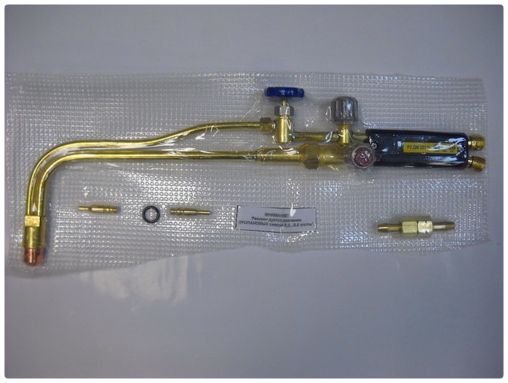 Jednocześnie ogrzewanie się nie kończy, ponieważ spawacz stale porusza obcinarki wzdłuż opisanego obwodu, a każda nowa strona wymaga również wymaganego ocieplenia. Konstrukcja noża jest wyświetlana na rysunku (jeden z modeli).
Jednocześnie ogrzewanie się nie kończy, ponieważ spawacz stale porusza obcinarki wzdłuż opisanego obwodu, a każda nowa strona wymaga również wymaganego ocieplenia. Konstrukcja noża jest wyświetlana na rysunku (jeden z modeli).
Jego dysza jest ułożona na zasadę "rury w rurze". Poradnik zewnętrzny. Tworzy rodzaj stożka gazu, na osi (wewnętrzna rura) w obszarze roboczym jest czysta o², "odpowiadając" do oddzielenia obrabianego przedmiotu na fragmenty.
Okazuje się, że tutaj nie ma nic trudnego. Ale to tylko na pierwszy rzut oka.
Funkcje technologii.
 Konieczne jest prawidłowe skonfigurowanie palnika. Odporność na udar jest zastawem wysokiej jakości. Przerwanie płomienia wymaga powtarzanego obszaru roboczego rozgrzewki. I jest to wzrost w czasie wykonywania operacji i zwiększonego zużycia gazów.
Konieczne jest prawidłowe skonfigurowanie palnika. Odporność na udar jest zastawem wysokiej jakości. Przerwanie płomienia wymaga powtarzanego obszaru roboczego rozgrzewki. I jest to wzrost w czasie wykonywania operacji i zwiększonego zużycia gazów.
Próbka musi być przygotowana - wyczyszczona i odtłuszczona. Nie ma sensu powiedzieć, że konieczne jest uwzględnienie przepływu płomienia, dlatego obrabianego przedmiotu i odpowiednio ułożone.
Z metalową grubością, ponad 1 cm, cięcie zaczyna się od krawędzi. W innych przypadkach, z dowolnego punktu powierzchni.
Na notatce! Jeśli arkusz jest cieńszy 0,5 cm, to cięcie przeprowadza się najpierw z instalacją płomienia prostopadłej do powierzchni, a następnie pod kątem (do boku naprzeciw ruchu przecinka) w zakresie od 15 do 300 ( wybrany na podstawie właściwości metalowych).
 Jeśli grubość próbki mieści się w zakresie 0,5 - 1 cm, noża jest utrzymywana pod kątem (ale drugi) od samego początku.
Jeśli grubość próbki mieści się w zakresie 0,5 - 1 cm, noża jest utrzymywana pod kątem (ale drugi) od samego początku.
- Optymalny pył frezu z obrabianego przedmiotu wynosi około 2,5 mm. Gdy odrzutowiec pogłębia się w strukturze materiału, intensywność płomienia zmniejsza się i prędkość jego ruchu wzdłuż zamierzonej linii.
- Im więcej grubości próbki, tym potężniejszy jest zainstalowany płomień do ogrzewania. Oto tutaj konieczne jest wziąć pod uwagę, że jego nadmierny wzrost prowadzi do topnienia krawędzi w miejscu cięcia i zwiększa zużycie gazu.
- To samo dotyczy ciśnienia strumienia cięcia. Jeśli jest mniej wymagany, wynikowe żużle nie będą całkowicie wysadzić. Przekroczenie normy nie zapewni czystości cięcia (krawędzie staną się nierówne). Odpowiednio, zużycie gazu wzrasta.
I ostatni. Dla każdej marki stosuje się "jego" ustnik na frezu. Jest to osobny temat, ale taki niuans powinien wiedzieć.





