Przecinarka oxygen-propan
Proces demontażu struktur metalowych wymaga użycia specjalistycznego narzędzia. Obrabiany przedmiot części odbywa się przez cięcie, ponieważ stosuje się do rozpowszechniania metalu jako instalacji gazu propanu - rodzaju tlenu i innych urządzeń. Do obsługi struktur o małej grubości, urządzenia mechaniczne są odpowiednie, grube arkusze są przetwarzane przez frez gazowy. Zasada działania instalacji jest taka sama, niezależnie od projektu. Jak cieszyć się mechanizmem, opisz różne specyfikacje, konieczne jest spełnienie wymagań bezpieczeństwa, innych funkcji.
Zasada działania i typy
Zasada działania opiera się na dostawie strumienia tlenu o czystym widoku, przez dyszę do przecinarki gazowej. Niezależnie od cech strukturalnych autogenu, wykonanie występuje ze względu na spalanie metalu pod wpływem właściwego medium tlenu. Podstawowy wymóg zastosowania urządzenia - temperatura spalania powinna być wyższa niż topnienie, w przeciwnym razie materiał topnie i odprowadza, co przeszkadza w wysokiej jakości pracy.
Większość stopów stalowych nie wpływa na obcinarkę propanu tlenu, ze względu na limit maksymalnego udziału zatrzań domieszkowanych. Obecność węgla w kompozycji elementu może prowadzić do niestabilnej pracy lub zatrzymać proces. Wpływ na metal występuje w kilku krokach:
- Temperatura wzrasta do poziomu, jak stal zaczyna się palić. Aby uzyskać pożądaną palę płomieniową, ozon zmieszany jest z mieszaniną paliwową, która jest niezbędna proporcje.
- Po podgrzaniu strefa występuje zarówno utlenianie ogrzewanej stali medium tlenu, jak i uwalnianie materiałów z witryny przetwarzania.
Klasyfikacja frezów ręcznych jest podzielona na kilka parametrów w zależności od rodzaju pracy. Główna charakterystyka:
- różnorodność gazu palnego stosuje się metan, propan - butan, acetylen i inne;
- moc, parametr uzyskania mieszaniny do ogrzewania;
- projektowanie dyszy działającego na produkcję gazu jest stosowany zarówno instalacje wtryskiwacze, jak i bez wtrysku.

Moc jest podzielona na kilka gatunków, od małych do wysokiego stopnia cięcia materii. Przy niskiej mocy elementy o grubości od 3 do 100 mm grubości, średni typ ustawień jest możliwe do cięcia materiałów o grubości do 200 mm, wysokości - 300 mm. Istnieją odmiany zdolne do leczenia produktu o grubości do 500 mm, takie instalacje są wykorzystywane zarówno przez branżę, jak i warunki domowe. Niektóre elementy zależą nie tylko na mocy, ale także na konstrukcji obcinarki gazowej.
Projekt
Najczęstszym rodzajem urządzenia stosowanego w przetwarzaniu konstrukcji stalowych jest obcinarka do wstrzykiwań dwupurpowej. Palna mieszanina jest podzielona na kilka strumieni, co pozwala na dostosowanie mocy płomienia podczas pracy. Mechanizm regulacji znajduje się na zewnętrznej części obudowy, istnieją urządzenia typu dźwigniowe.
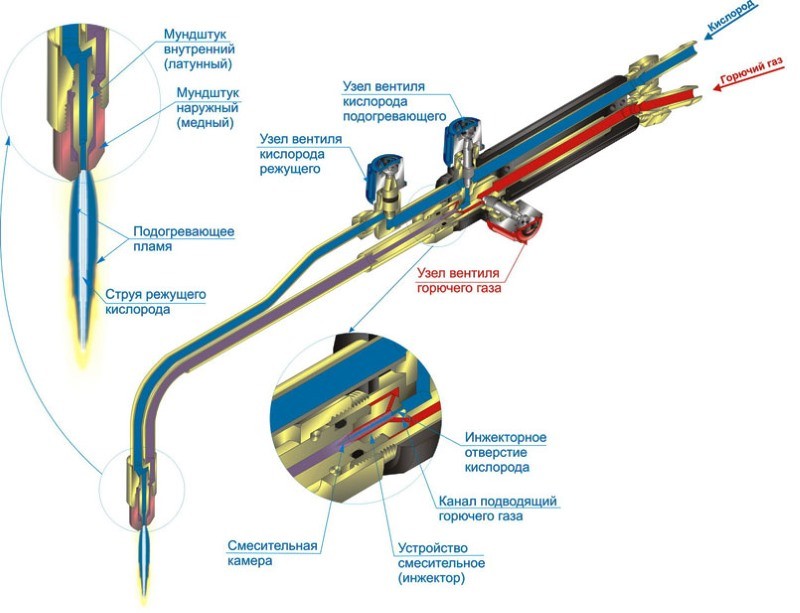
Przepływ porusza się przez rurkę do końcówki przez głowę, uwalnianie występuje z dużą prędkością przez dyszę centralną. Ustnik jest odpowiedzialny za główną funkcjonalność frezu, część cięcia procesu. Część gazu jest tłumaczona na wtryskiwacz, który pozostawiający pod wysokim ciśnieniem, tworzy absolutorium, łącząc w ten sposób mieszaninę palną. Proces mieszania określony jest wyrównanie natężenia przepływu, który jest wykonywany.
Powstawanie mieszaniny prowadzi się przez głowę końcówki, która uderza w dolną rurkę. Palnik jest utworzony między zewnętrznym, wewnętrznym ustnikiem, konsekwencją tworzenia się mieszaniny palnych. System dwuanałowy jest wyposażony w regulowane zawory umożliwiające dostosowanie zasilania zarówno tlenu, jak i gazu pomocniczego do wtryskiwacza.
Konstrukcja bez typu wtrysku jest bardziej złożona, jak dla dwóch przepływów tlenu i oddzielnie na gaz znajdują się rury. Mieszanina składu palnego występuje bezpośrednio wewnątrz głowy, to wzornictwo jest uważane za bardziej bezpieczne efekty. Aby wykonać działania, wymagane będzie wyższe dopływ presji zarówno tlenu, jak i palnych gazów.
Wielkość frezów jest ustalany przez standardy GOST, do produkcji z małymi częściami, modele P1 są używane z całkowitą długą nie więcej niż 50 cm. Większe wzory są wytwarzane dłużej, istnieją konkretne rozszerzone struktury przeznaczone do wykonywania zadań z trudnym dostępem do miejsca do cięcia.
Zalety i wady
Palnik gazowy został zaprojektowany w celu rozpoznania produktów w warunkach produkcyjnych, z dużą ilością zadań. Przed zastosowaniem urządzenia ważne jest, aby zrozumieć, jakie kluczowe wyposażone są metalowe cięcie z propanem i tlenem:
- Mechanizm działania jest wygodna podczas wykonywania linii krzywoliniowych krojenia cięcia. Stabilna moc pozwala nam podzielić wyroby metalowe o różnych grubościach. W sytuacjach, w których nie można użyć narzędzia, takiego jak maszyna narożna, używany jest palnik gazowy. Zadaniem wytwarzania okrągłego produktu lub otwór niesłyszący jest wykonywany przez palnik gazowy, bez konieczności specjalnych wysiłków.
- Cutter gazu ma przewagę w przeciwieństwie do modeli benzyny. Oprócz niskiej wagi mechanizm nie stanowi zwiększył hałasu podczas pracy, a także kompaktowy.
- Wykorzystanie aparatu na podstawie efektów gazu palnego pozwala przyspieszyć wykonanie jest podwójnie, co nie jest pod mocą instrumentów mechanicznych.
- Propan, jak gaz w ciekłym stanie, wyróżnia się niską ceną. Dlatego też stosuje się nie tylko w przetwarzaniu produktów w potrzeb produkcyjnych, ale także do dyspozycji metalowych i innych działań.
- Zastosowanie propanu jako pikantnej mieszaniny umożliwia wykonanie wysokiej jakości cięcia. Cięcie odbywa się przez wąskie, z wyjątkiem, co jest głównym czynnikiem w pracy.
Wady można zauważyć, że niektóre materiały nie mogą być traktowane z przecinarką propanową, na przykład żeliwną i stalową stalową.
Cechy użytkowania.
Materiały stalowe o wysokiej zawartości węgla nie są zalecane do wycinania urządzenia gazowego. Powodem jest wysoka temperatura topnienia blisko parametru ostrości. Zamiast skali emitowanej z ekspozycji dyszy, materiał jest reagowany z krawędziami krawędzi, wynik, którego tlen jest zatrzymany, połączenie nie można przetworzyć.
Praca z żeliwa może powodować pewne trudności, takie jak obecność grafitowa, kształt ziarna. Również cięcie gazu nie jest używane przez propan, w przypadkach przetwarzania miedzi, aluminium, innych łatwo topniejących stali.
Niezbędny sprzęt
Aby wykonać różne zadania przetwarzania stali, konieczne jest przygotowanie sprzętu tego odpowiedniego narzędzia. Operacja jest wykonana przy użyciu:
- cylindry z tlenem i propanem;
- narzędzie dociskowe;
- ustnik pewnej wielkości;
- węże.
Technika bezpieczeństwa wynika z obecności zaworu regulacyjnego na każdym cylindrze. W wyniku cylindra propanu ma odwrotną gwintowanie wątku, instalacja dodatkowej skrzyni biegów nie jest możliwa. Sprzęt ma podobne projekty, zarówno w celach domowych, jak i produkcyjnych. Przed wytworzeniem cięcia metalu konieczne jest sprawdzenie wydajności, obecność wszystkich elementów regulacyjnych.

Przyjazd ozonu jest zaznaczony na niebiesko, zawory znajdują się bezpośrednio na cylindrze, jak i na frezach. Przepływ propanu jest oznaczony jako wszystkie inne substancje gazowe i wybuchowe, czerwone lub żółte.
Po podłączeniu frezu proces rozpoczyna się, w którym tlen i propan łączą się w komorze mieszającej, w wyniku której powstaje palna mieszanina. Projekt zapewnia zmianę agregatów, do planowanej naprawy i konserwacji, w przypadku awarii jednego z węzłów, można go zastąpić, kontynuować pracę. Ustnik jest wybrany w zależności od rodzaju wytworzonych zadań, ma różne odczyty i różni liczbami.
Nuanse Cięcie
Proces rozbioru zapewnia kontrolę prędkości, wybór parametru występuje wizualnie, zależy od liczby iskier i ich niekorzystnej sytuacji. Strumień iskrowy utworzony przez proces cięcia powinien być utworzony pod kątem 90 ° w stosunku do powierzchni. Prędkość jest regulowana, jeśli przepływ zmienia kierunek, w tym przypadku prędkość jest niska, wymaga ustawienia.
Grubość struktury wpływa na proces, w przypadku przetworzonego liścia, grubość więcej niż 6 cm, należy umieścić na niskim kącie, aby przepłynąć żużla. Podczas przetwarzania grubych produktów, ważne jest wytrzymanie kąt nachylenia więcej niż 15 °, kontroluje prędkość. W przypadku zatrzymania rozwarstwienia w środku ścieżki proces nie jest odnowiony w tym momencie, a potrzeba pierwszego. Aby uniknąć zmian, gdy działania z grubym produktem, konieczne jest utrzymanie frezu, aby metal był przetwarzany przez cały obwód.

Po zakończeniu cięcia stali zasilanie cięcia jest wyłączone. Następnie zawór pokrywa się na cylindrze, ostatnia kolejka jest zamknięta mieszaniną paliwową.
Cięcie powierzchni i kręcone
Proces tworzenia ulgi na powierzchni metalowej jest wykonany w kilku innym sposobie. Cięcie odbywa się przez dyszę i stopioną żużel, ogrzewa dolną część produktu. Ogrzewanie przeprowadza się do temperatury, która nie przekracza zapłonu materiału.
Otwarcie tlenu cięcia zapewni pewną część spalania materiału, wytwarzając w ten sposób czystą krawędź i linię cięcia.
Działanie przeprowadza się pod kątem do 80 °, po zasilaniu gazu, obcinarka przesuwa się do kątów od 18 do 45 °. Powstawanie rowków wymaganego rozmiaru jest przeprowadzany przez regulację prędkości. Większy rozmiar rowka osiąga się jako zmiana kąta ustnika i spowalnia prędkość, dostosowując poziom tlenu. Szerokość rowka zmienia się poprzez regulację przepływu strumienia przez dyszę, stosunek głębokości, szerokość rowka jest równa 1 do 6. Szerokość ma obiekt preferencyjny, ponieważ Możliwe jest utworzenie zachodu słońca na powierzchni produktu.
Zwracać uwagę na przy wyborze przecinarki gazowej
Wybór wysokiej jakości narzędzia bezpośrednio zależy od wyniku. Jeśli zaniedbiesz niektóre parametry, niektóre właściwości noża zostaną utracone, ustawienia zabezpieczeń są zmniejszone. Propan i tlen substancje wybuchowe, które wymagają zgodności z pewnymi wymaganiami podczas pracy:
- Uchwyt odbywa się z stopów aluminium, tworzywo sztuczne jest stosowane tańsze narzędzia, w czasie topnienia, traci kształt.
- Sutek mosiężny będzie trwał dłużej strukturę aluminiową, ponieważ ma większy zasób do deformacji.
- Obrót zaworu należy wykonać z niewielkim wysiłkiem, aby zatrzymać proces w przypadku sytuacji niestandardowej. Zalecany rozmiar zaworu wynosi co najmniej 4 cm.
- Najbardziej niezawodne wrzeciona wykonane są ze stali nierdzewnej, zdolnej do wytrzymywania do 1500 cykli bez wymiany, mosiądz nie wytrzymuje podobnej żywotności. Najbardziej odpowiednią opcją jest łączone wrzechy, mające korzystny stosunek jakości do ceny.
- Konstrukcja noża musi być składana, utrzymanie w celu rozszerzenia żywotności. Materiał ustnik - miedź.

Konieczne jest zwrócenie uwagi na dostępność zestawów naprawczych, części zamiennych docinki. Jeśli nie ma wolnej sprzedaży, mogą wystąpić problemy podczas naprawy naprawy.
Jak używać przecinarki propanu tlenu
Funkcjonowanie propanu - obcinarki tlenu wymaga zgodności z określonymi zasadami. Przed użyciem sprzętu z tlenem, propanem, ważne jest, aby zapoznać się z następującymi wymaganiami:
- Zgodność z wyposażeniem bezpieczeństwa nie jest zaniedbana, ważne jest zastosowanie maski ochronnej lub specjalistycznych okularów. Ponadto odzież operatora musi być wykonana z materiału ogniotrwałych.
- Płomień z noża należy odprowadzać z węży dostarczających gazu przez przeciwną stronę.
- Lokalizacja cylindrów z gazami nie jest dozwolona w odległości pięciu metrów blisko miejsca bezpośredniej pracy.
- Rozcięcie jest wykonane w otwartym powietrzu lub w pomieszczeniu z dobrą wentylacją.
Długoterminowy prosty sprzęt wymaga zapobiegania przed wznowieniem pracy. Przed rozpoczęciem testu wąż propanu jest odłączony, podano ciśnienie gazowe. Wtryskiwacz jest sprawdzany z palcem w otworze, jeśli wystąpi ssanie, oznacza to, że sprzęt jest w dobrym stanie.





