Metalowy metalowy metal: zużycie tlenu i propan, technologia
Najczęstszym sposobem wykonania cięcia metalowego jest dziś autogeniczny, nazywany jest również gazem lub tlenem. Jego istota sprowadza się do faktu, że pod wpływem płomienia gazu, metal ogrzewa się i zaczyna się topić, a pod wpływem strumienia tlenu jego spalanie występuje, tworząc wąski rowek.
Acetylen, propan-butan, naturalny, koksowy gaz jest używany jako grzejnik.
Cięcie metalu można sklasyfikować w zależności od pożądanego wyniku końcowego:
- powierzchowny;
- separacja;
- trawa włóczni.
Cięcie gazu powierzchniowego dotyczy przypadków, w których konieczne jest usunięcie warstw metalowych do tworzenia szczelin, rowków i innych elementów konstrukcyjnych.
Gatunki dzielące przewiduje wdrożenie wycięcia końcowego do końca, aby uzyskać wymaganą ilość elementów metalowych, części. Wypożyczanie metalu do uzyskania głębokich lub przez otwory nazywane jest ostrą włócznią.
Proces technologiczny
W niezależności od rodzajów cięcia technologia wykonania tego procesu będzie taka sama. Spalanie gazu zapewnia temperaturę od 1000 do 1300 ° C, wystarczy stopić stałą stalową. W tym czasie dostarczany jest silny strumień tlenu, który reaguje z stopionymi metalowymi cząsteczkami, utleniając je.
W rezultacie otrzymuje się cięcie. Tlen jest podawany pod wysokim ciśnieniem, często osiąga 12 atmosferę, taki strumień nawet bez karmienia ognia może wyciąć skórę.
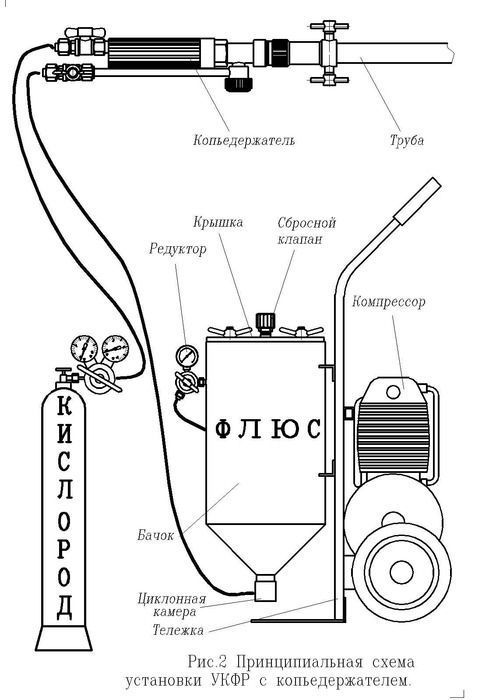
Struktura urządzenia do cięcia została zaprojektowana w ten sposób:
- palnik gazowy;
- dwa cylindry;
- mikser;
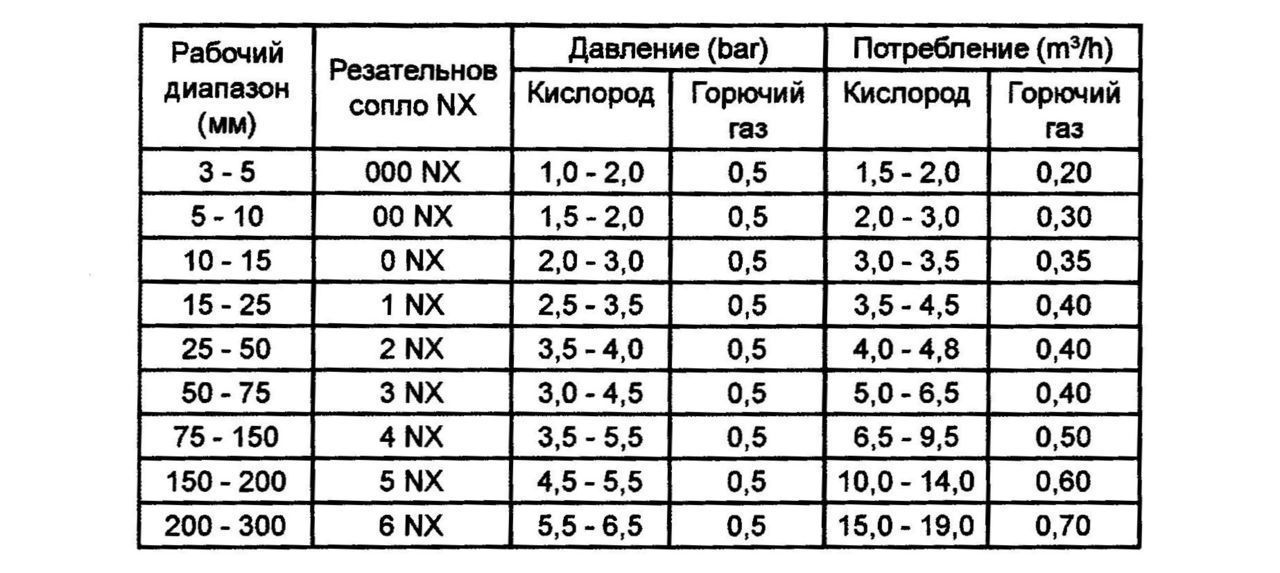
- regulator ciśnienia;
- węże.
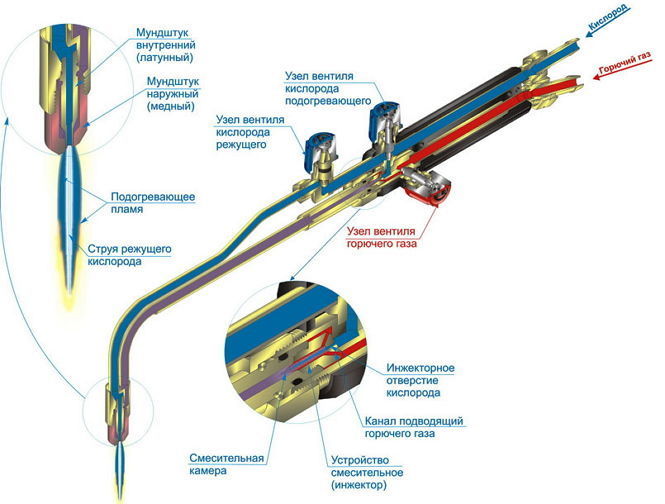
Palnik gazowy składa się z głowy z kilkoma dyszami, głównie trzech. Przez dwie strony substancja paliwa jest podawana przez trzeci, który znajduje się w środku, dostarczany jest tlen. Cylindry są przeznaczone bezpośrednio do gazu i tlenu, w zależności od objętości zamierzonej pracy, wybrane są odpowiednie cylindry.

Aby zapewnić jedną godzinę ciągłej pracy, średnio 0,7 m 3 acetylen (1 m3 propan) i 10 M 3 tlen zostanie spożywczy. Ogólnie rzecz biorąc, wymagana ilość surowców będzie zależeć od gęstości metalu i wymaganej temperaturze do ogrzewania. Zmniejszone zużycie propanu może być spowodowane specjalnymi dyszami w dyszach, które powodują zasilanie gazu w określonym kierunku, bliżej zasilania strumieniem tlenu, zużycie paliwa wzrośnie.
Węże są niezbędne do dostaw tlenu i paliwa z cylindrów do miksera, nazywane są również rękawami. Materiał, z którego wykonane są węże, są opony dwuwarstwowe, między warstwami ramy, wykonane z nitki bawełnianej. Średnica - do 12 mm, możliwość działania w temperaturze powietrza nie jest niższa niż -35 o C.
Regulator ciśnienia jest wymagany do zapewnienia różnych trybów i prędkości cięcia. Karmienie mniejszej ilości paliwa może być wyposażone w niską temperaturę, która jest niezbędna do drobnej stali lub metalu niskiej wytrzymałości, a także zmniejszyć zużycie surowców.
Inną ważną funkcją skrzyni biegów jest utrzymanie równomiernego poziomu ciśnienia. Jeśli dostawa gazu zostanie przerwana podczas procesu cięcia, metal szybko będzie chłodzić, a dalsze przetwarzanie stanie się niemożliwe.
Cięcie metalu z propanem i tlenem
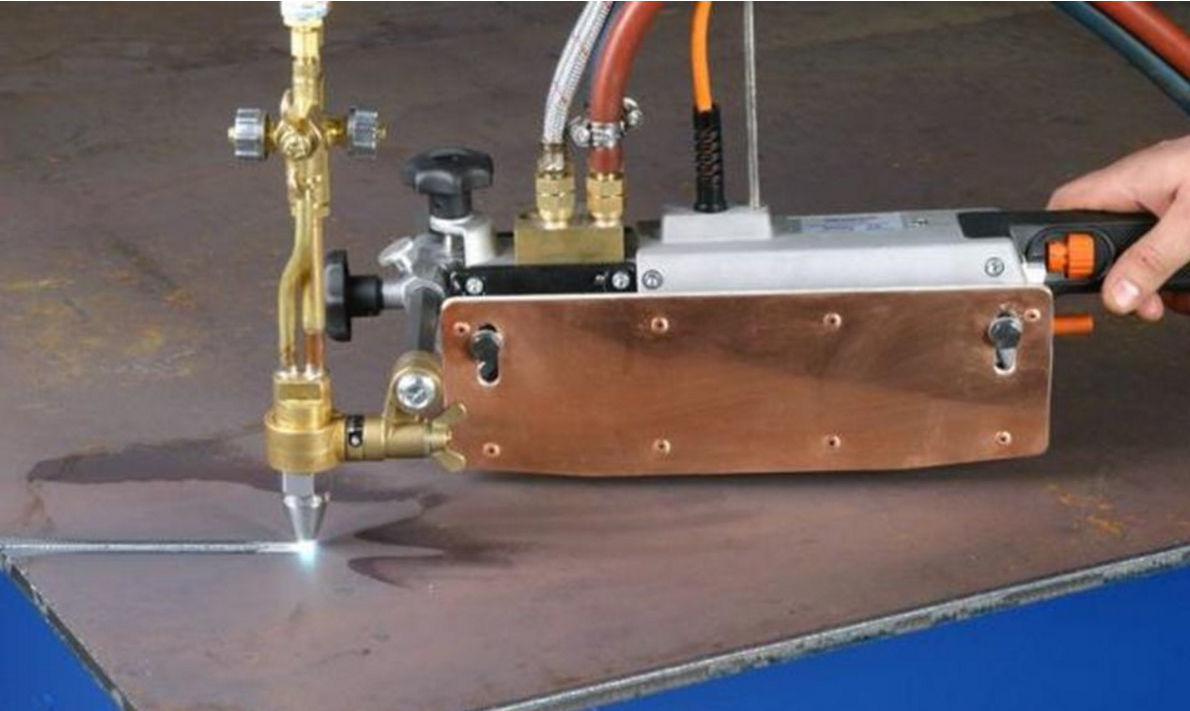
Niezbędny sprzęt
 Cutter P101.
Cutter P101. Pierwszym obcinak był urządzeniem R1-01, został skonstruowany w ZSRR, a następnie pojawiły się bardziej ulepszone modele - P2 i P3. Urządzenia wyróżniają się rozmiary dysz i moc skrzyni biegów. Więcej nowoczesnych instalacji ręcznych:
- Zmiana;
- Szybki;
- Orbita;
- Secator.
Charakteryzują się zestawem dodatkowych funkcji i wydajności.
Quicky może wykonywać cięcie kręcone, zgodnie z określonymi rysunkami, szybkość pracy osiąga 1000 mm na minutę, maksymalna dopuszczalna grubość metalu do 100 mm. Urządzenie ma zestaw dysz wymiennych, aby zapewnić blachy lub rury o różnej grubości.
Urządzenie to może pracować przy użyciu różnych rodzajów gazów palnych, w przeciwieństwie do prototypu P1-01, który działa tylko na acetylen.
Ręczny secator Cutter ma bardziej ulepszone cechy w porównaniu z odpowiednikami.

Dzięki nim możesz obsługiwać metal o grubości do 300 mm, są one wyposażone w dodatkowe dysze zawarte w zestawie, są wymienne i można je kupić dodatkowo, jako zużycie. Secator może wytworzyć następujące typy cięcia:
- wzorzysty;
- bezpośredni
- pierścień;
- pod śrubą.
Prędkość może być regulowana w zakresie od 100 1200 mm na minutę i przy użyciu wbudowanego złącza rękawowego, zapewniony jest płynny ruch blachy. Ochłany powietrzem reduktor zapewnia czystsze prace i zmniejsza zużycie paliwa.
Powyższe modele należą do ręcznego, czyli są one kompaktowe, zarządzaj za pomocą rąk kreatora. Ale dla dużych ilości metalu, pracując z takimi
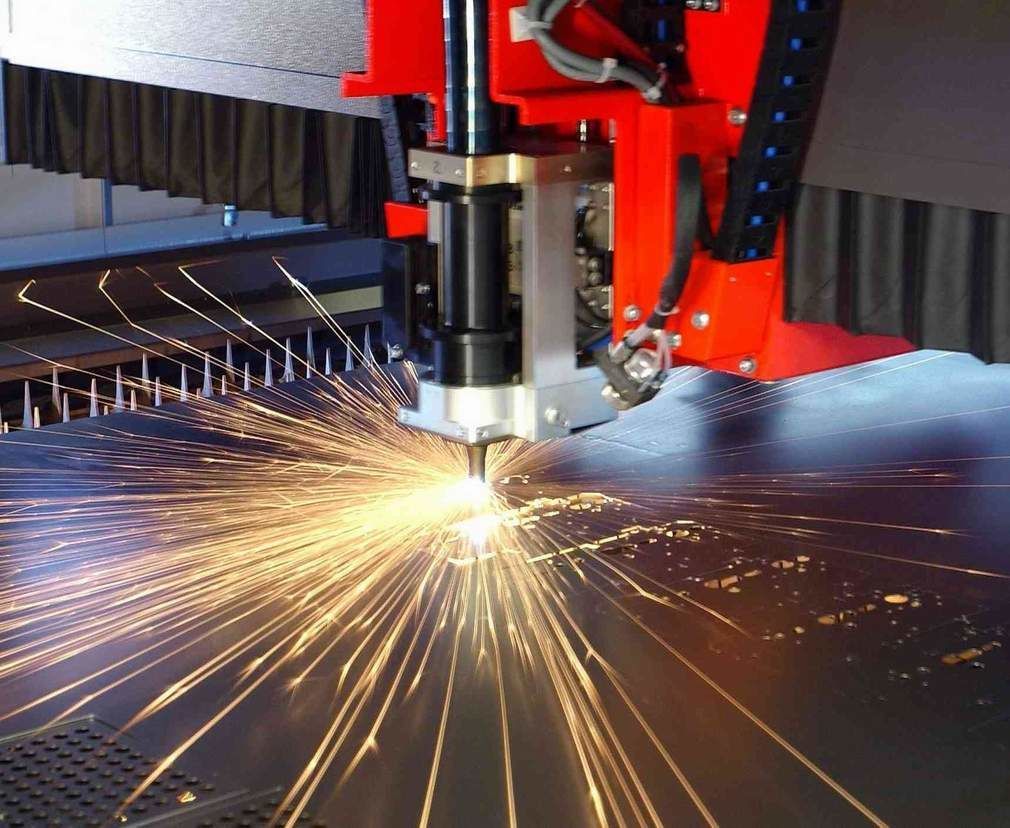
instalacje są niewygodne i nie są skuteczne. W przypadku produkcji przemysłowej stosuje się stacjonarne instalacje cięcia - jest to zasadniczo ta sama technologia.
Są maszyną o blatu, w którym zbudowany jest mechanizm tnący. Jego praca zapewnia elektryczne
sprężarka, dla której potrzebna jest siatka zasilania z co najmniej 380 gniazd i trójfazowych. Technologia roboczych modeli stacjonarnych instalacji tnących jest niczym, ale różni się od podręcznika. Różnica polega tylko w wydajności, maksymalnej temperaturze grzewczej i zdolności do przetwarzania metalu, więcej niż 300 mm grubości.
Warunki cięcia metalu
Cięcie gazu metalu będzie skuteczne tylko wtedy, gdy temperatura zapłonu metalowa jest mniejsza niż temperatura topnienia. Takie proporcje obserwuje się w stopach niskoemisyjnych, topią się w 1500 ° C, a proces zapłonu występuje przy 1300 O C.
W przypadku wysokiej jakości działania instalacji konieczne jest zapewnienie stałej dostaw gazu, ponieważ tlen wymaga stałej ilości ciepła, który jest głównie utrzymywany (o 70%) ze względu na spalanie metalu i tylko 30% zapewnia płomień gazu. Jeśli zostanie zatrzymany, metal przestanie wytwarzać ciepło, a tlen nie będzie w stanie wykonywać przypisanych funkcji.
Obcinarka do pracy, trening do cięcia metalu
Maksymalna temperatura ręcznego przecinarki gazu osiąga 1300 ° C, jest to wystarczająca wartość do przetwarzania większości typów metalu, istnieją jednak te, które zaczynają stopić się w wysoce wysokich temperaturach, na przykład, aluminium tlenku - 2050 O C ( Jest prawie trzy razy więcej niż temperatura topnienia czystego aluminium), stal z zawartością chromu - 2000 O C, nikiel - 1985 O S.
Jeśli metal nie wystarczy, a proces topnienia nie jest rozpoczynny, tlen nie będzie w stanie odzyskać tlenków ogniotrwałych. Inverse tej sytuacji, gdy metal ma niską temperaturę topnienia, pod wpływem spalania gazu, może po prostu stopić, więc niemożliwe jest stosowanie tej metody cięcia żeliwa.
Technika bezpieczeństwa
Wdrożenie cięcia metalowego przy użyciu instalacji gazowej jest lepsze do powierzenia doświadczonego specjalisty, ponieważ z niedokładnym odwołaniem konsekwencje mogą być wystarczająco smutne.
Bezpieczeństwo obejmuje następujące warunki:
- dobra wentylacja w pomieszczeniu, w których przeprowadzi się prace;
- w odległości 5 metrów nie powinno być cylindrów z gazem i innymi substancjami palnymi;
- praca powinna być prowadzona w masce ochronnej lub specjalnych okularach, a także w odzieży ogniotrwałej;
- skieruj płomień jest konieczny w przeciwnym kierunku z źródła gazu;
- węże w procesie działania urządzenia nie można uruchomić, wystąpić na nich, zaciskanie stóp;
- jeśli przerwa zostanie zakończona, płomień w palniku należy w pełni odpowiedzieć palnikowi i dokręcić zawory gazowe z cylindrów.
Zgodność z tymi prostymi warunkami zapewni bezpieczną i wydajną pracę na instalacji gazu metalowego.
WIDEO: Cutter do pracy, trening do cięcia metalu





