Tehnoloģiju griešana metāla ar propānu un skābekli, aprīkojumu un darba kārtību
Darbs ar metāla paraugiem gandrīz vienmēr tiek veikta ar atdalīšanas tehnoloģiju (nedrīkst sajaukt ar virsmu, kas tiek veikta, ja tas ir nepieciešams, lai iegūtu tikai gropi, bez caur strūklas iekļūšanu). Metālu griešanai ir vairākas metodes. Slavenākais - tīrs skābeklis un propāns.
Bet to raksturo daži ierobežojumi. Piemēram, sagataves biezums. Cita starpā šī griezuma izmaksas ir pietiekami augstas. Efektīvāka (un lēta) tehnoloģija tiek uzskatīta par procesu, kurā vai 2 dažādas gāzes tiek izmantotas -
skābekļa + propāns (acetilēns, butāns) vai skābeklis + maisījums, kas sastāv no noteiktiem savienojumiem.
Darbības princips
Kā jau minēts, tīra skābekļa strūklas izmantošana neļaus samazināt jebkuru metālu. Piemēram, ja tā ir "viegla" kategorija, tad, palielinot temperatūru, sāks iztvaicēt (deformēt), pirms tā sasniedz nominālo vērtību. Tas ir iemesls, kāpēc visvairāk daudzpusīgākā tehnoloģija ir apvienota. Kāda ir šīs metodes būtība?
Sākotnējais darba posms ir sadalīts 2 posmos. Pirmajā daļā tiek apsildīts līdz vēlamajai temperatūrai, kas ir atkarīga no tās šķirnes, propāna (jo tas ir par šo gāzi). Pēc tam tīrs skābeklis tiek piegādāts darba zonai, un notiek otrā fāze. Gāze saskarē ar karstu virsmu, ir uzreiz uzliesmojusi, un sākas tiešais metāla griešanas process.
* Diagramma rāda acetilēnu (CX²). Formula Propāns ir atšķirīgs - C³8.
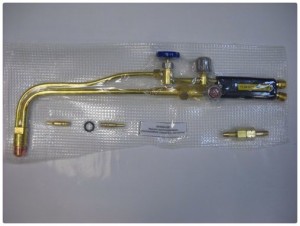
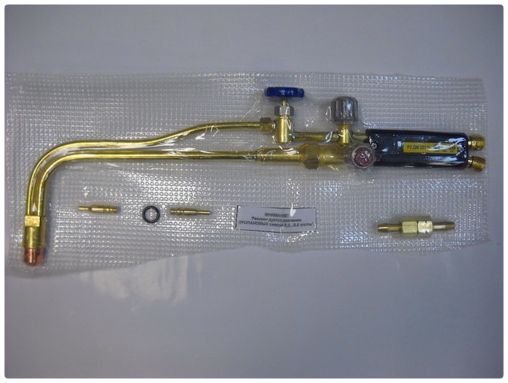 Tajā pašā laikā apkure nebeidzas, jo metinātājs pastāvīgi pārvieto griezēju pa izklāstu ķēdi, un katrai jaunajai vietnei ir nepieciešama arī nepieciešamā sasilšana. Cutter dizains ir parādīts attēlā (viens no modeļiem).
Tajā pašā laikā apkure nebeidzas, jo metinātājs pastāvīgi pārvieto griezēju pa izklāstu ķēdi, un katrai jaunajai vietnei ir nepieciešama arī nepieciešamā sasilšana. Cutter dizains ir parādīts attēlā (viens no modeļiem).
Tās sprausla ir sakārtota par "cauruļu cauruļu" principu. Ārējais kalpo propāns. Tas veido sava veida gāzes konusu, uz ass (iekšējais caurule) darba zonā nāk tīra o², "reaģējot", lai atdalītu sagatavi vērā fragmentos.
Izrādās, šeit nav nekas īpaši grūti. Bet tas ir tikai pēc pirmā acu uzmetiena.
Tehnoloģiju funkcijas
 Ir nepieciešams pareizi konfigurēt degli. Stroke pretestība ir augstas kvalitātes ķīlas. Liesmas pārtraukšana prasa atkārtotu iesildīšanās darba zonu. Un tas ir laika pieaugums, lai veiktu darbību, un palielinātu gāzu patēriņu.
Ir nepieciešams pareizi konfigurēt degli. Stroke pretestība ir augstas kvalitātes ķīlas. Liesmas pārtraukšana prasa atkārtotu iesildīšanās darba zonu. Un tas ir laika pieaugums, lai veiktu darbību, un palielinātu gāzu patēriņu.
Paraugs jāsagatavo - noskaidroti un attaukoti. Nav jēgas teikt, ka ir nepieciešams ņemt vērā liesmas caurlaidību, tāpēc sagatavi un attiecīgi sakraut.
Ar metāla biezumu, vairāk nekā 1 cm, griezums sākas no malas. Citos gadījumos no jebkura virsmas punkta.
Uz piezīmi! Ja lapa ir plānāka 0,5 cm, tad griešana tiek veikta vispirms ar liesmas perpendikulāra uzstādīšanu virsmai, un pēc tam leņķī (uz pusi pretī griezuma kustībai) diapazonā no 15 līdz 300 ( izvēlēts, pamatojoties uz metāla īpašībām).
 Ja parauga biezums ir robežās no 0,5 - 1 cm, griezējs tiek turēts leņķī (bet otrs) no paša sākuma.
Ja parauga biezums ir robežās no 0,5 - 1 cm, griezējs tiek turēts leņķī (bet otrs) no paša sākuma.
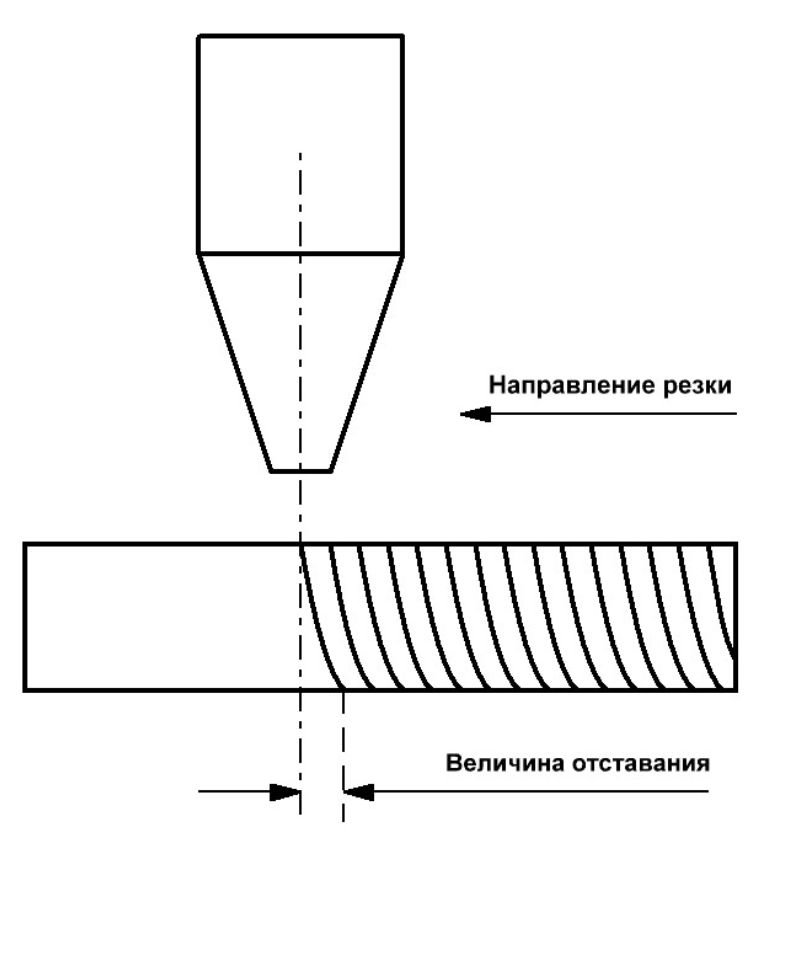
- Cutter optimālais putekļi no sagataves ir aptuveni 2,5 mm. Tā kā strūkla padziļinās materiālajā struktūrā, liesmas intensitāte samazinās un tās kustības ātrums gar paredzēto līniju.
- Jo vairāk parauga biezums, jo jaudīgāks liesma ir uzstādīta to sildīšanai. Bet šeit ir jāņem vērā, ka tā pārmērīgais pieaugums izraisa kausēšanas malām, kas ir sagriezta un palielina gāzes patēriņu.
- Tas pats attiecas uz griešanas strūklas spiedienu. Ja tas ir mazāk nepieciešams, iegūtās sārņi netiks pilnībā izspiesti. Notvara pārsniegšana nenodrošinās griešanas tīrību (malas kļūs nevienmērīgas). Attiecīgi palielinās gāzes patēriņš.
Un pēdējais. Katram zīmolam tiek izmantots "tās" iemuti uz cutter. Tas ir atsevišķs temats, bet šādai niansam jāzina.





