Metāla gāzes griešanas tehnoloģija Nepieciešamā iekārta
Šis metālu griešanas veids attiecas uz termiskajām metodēm un tiek plaši izmantota dažādos uzstādīšanas un remonta darbos. Gāzes griešanas iezīme (ja ir citas), ir tāds, ka ar tās palīdzību jūs varat strādāt ar ievērojamu biezuma stieņiem, bet veiktspēja joprojām ir diezgan augsts līmenis.
Speciālisti atzīmē šāda veida griešanas lietošanas vieglumu, jo tehnoloģija nodrošina pilnīgu autonomiju, neatkarību no e-pasta avotiem. Bieži vien kapteinis ir situācijā, kad nav "pārtikas" iekārtas, un tas nav iespējams izveidot savienojumu ar to darba vietā (nemaz nerunājot par lauku).
Pirms izskatot procesa tehnoloģiju, ir vērts sniegt vispārēju gāzes griešanas koncepciju. Ar savu palīdzību jūs varat samazināt šādu biezuma sagataves, par kurām cita metode nav piemērota (bet joprojām ar šī paraugu parametra pieaugumu, samazinājuma ātrums ir ievērojami risināts). Vēl viens "plus" ir nepieciešamais aprīkojuma komplekts ir lētākais. Bet ir vērts atzīmēt trūkumus.
Apstrādājot metālus manuāli, ir diezgan grūti panākt augstu precizitāti, tās kvalitāti. Tas nespēj speciālistiem augstu kvalifikāciju, kam ir liela praktiskā pieredze. Ja kapteinis nav darījis ", tad lielākajā daļā gadījumu, malas ir jāapstrādā papildus.
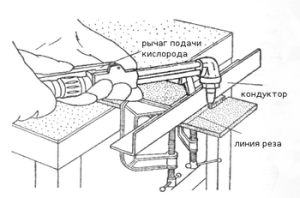
Veicot vairāk "smalku" darbu, piemēram, ar līkumainu modeli vai griešanas lapu lieliem izmēriem attiecībā uz taisnīguma, ir izgatavots ar palīdzību īpašu portatīvo agregātu (gāzes vadības iekārtas). Tomēr tie joprojām ir manuāli pārvaldīti.
Stacionārajos apstākļos lielos uzņēmumos tas kalpo kā CNC visa mašīnas. Ar savu palīdzību jūs varat, turklāt, metot ampulas, metināšanas termopārus, rada vietējo atkausēšanu un vairākas citas darbības, veicot patiesi "rotaslietas" darbu.
Kādi metāli (sakausējumi) var samazināt rokā? Gandrīz viss, izņemot - misiņš, alumīnijs, varš, "nerūsējošais tērauds".

Apsveriet galvenos metālu gāzes griešanas veidus:
Skābeklis
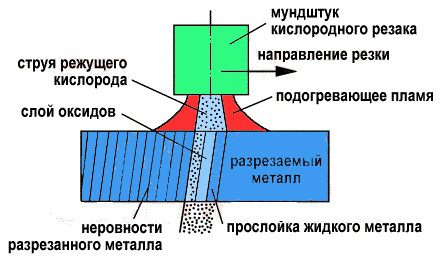
Metāla temperatūras paaugstināšanos nodrošina sildītāja gāze, un veidojamo oksīdu daļiņu sagriešana tiek veikta ar skābekļa strūklu.
Skābekļa-plūsma
Atšķirība ir tā, ka plūsma () papildus baro griešanas sadaļā. Tās ķīmiskais sastāvs ietekmē metāla īpašības, padara to par "elastīgu". Tas ievērojami atvieglo griešanas darbu. To lieto nedaudz.
Kāpēc izmanto 2 veidu gāzes? Apsildāms materiāls (metāls, sakausējums) veic acetilēns vai propāns, bet struktūras iznīcināšana (tieši griezums) nodrošina tīru skābekli.
Pēc tam, kad "sildītājs" nodrošina apstrādātās sadaļas temperatūru līdz apmēram 1000 - 1 100 ° visai, piegādā skābekļa strūklu, kas uzreiz uzliesmo. Griešanas materiāla procesu nodrošina tās nepārtrauktība un vienota kustība pa norādīto līniju (kontūru). Griezēji ir dažādi modeļi.

 Tos var tuvoties vai 3 šļūtenes (2 sildītājam un 1 gāzei un 1 - skābeklim) vai 2 (no kurām viens ir skābeklis). Tāpat regulēšanas vārsti var būt 1 vai 2. Bet darba princips paliek nemainīgs, un tas ir viegli saprast to šajā skaitā.
Tos var tuvoties vai 3 šļūtenes (2 sildītājam un 1 gāzei un 1 - skābeklim) vai 2 (no kurām viens ir skābeklis). Tāpat regulēšanas vārsti var būt 1 vai 2. Bet darba princips paliek nemainīgs, un tas ir viegli saprast to šajā skaitā.
Ar to, kā "svina" deglis (pakāpeniski, bez novirzēm), ir saprotams. Bet kāpēc ir liesmas stabilitāte tik svarīga? Ja tas iziet, metāls sāks atdzist (īpaši, strādājot ārpus telpām). Tāpēc pirms atsākt griešanas, tas būs jāsāk atkal.
Skābeklis "Spear"
Vairāk progresīvāka tehnika. Procesa būtība ir tāda, ka temperatūras pieaugums pārstrādātā apgabala jomā nodrošina tā sauktā "gāzes caurule" (šķēpu). Vienlaicīgi caur to, zem spiediena, tiek piegādāts skābeklis. Ko tas dod? Metālu griešana ar kušanas temperatūru zem 600 ° C, nav vērts ražot iepriekš minētās metodes. Šajā gadījumā viss process tiks samazināts līdz virsmas slāņa noņemšanai, un beigu griezums nedarbosies. Un dažos gadījumos pārmērīga materiāla apkure augstām temperatūrām var izraisīt tās struktūras iznīcināšanu.
Tāpēc šī uzlabotā tehnoloģija bieži tiek izmantota un izmantota, kurā tiek veikta apkure, un griešana tiek veikta paralēli. To nodrošina, piemērojot griezēju ar konkrētu galu. Atšķirībā no vairāk "veco" analogu, tas ir 3 sprauslas. Tās darbības princips ir skaidrs no zīmējuma.
Kāda ir nepieciešama iekārta
- Gāzes griezējs ar mikseri. Parasti par "skābekļa" tehniku, P1-01P modeļi tiek izmantoti ("vecie", metinātājiem netiek piemēroti!), RP2 (vai 3) -01 (jaunāks).
- Reduktoru. Tas kalpo, lai samazinātu spiedienu ienākošo gāzi līdz vēlamajai vērtībai. Tas ir pievienots 2 spiediena mērinstrumentiem (mērījumi pie ierīces ieplūdes un produkcijas).
- Spiediena regulēšanas ierīce.
- Cilindri ar vārstiem. Vienā - skābeklī, acetilēnā vai propānā. Dažreiz šīm divu gāzu maisījums tiek izmantots kā "sildītājs", ja tas ir nepieciešams, lai samazinātu lielākas izturības materiālu. Taču šāda iekārta ir diezgan dārga.
- Šļūtenes savienošana (augsts spiediens).
Kā uzlabot griezuma kvalitāti? Ir diezgan vienkāršs un neveiksmīgs veids. Par to, pieredzējuši metinātāji izmanto "trafareti" (tas ir slengs ekspresija, kas apzīmē īpašu oderi). Tie nodrošina šuvi tuvu ideālam.
Rakstā ir sniegti tikai vispārēji jēdzieni par gāzes griešanu. Pirms darba uzsākšanas jums ir jāzina kaut kas cits. Piemēram, kā pareizi pielāgot spiedienu, kādā attālumā, lai saglabātu griezēju, funkcijas, kas darbojas ar dažādiem metālu veidiem un daudzām citām niansēm. Bet tas jau ir tēma atsevišķai sarunai.





