Skābekļa-propāna griezējs
Metāla konstrukciju demontāžas process prasīs izmantot specializētu rīku. Par detaļu sagatavi tiek veikta, samazinot to, tas tiek izmantots, lai izplatītu metālu kā gāzes uzstādīšanu propāna - skābekļa tipa un citas ierīces. Mazu biezuma konstrukciju apstrādes mehāniskās ierīces ir piemērotas, biezas lapas apstrādā ar gāzes griezēju. Uzstādīšanas darbības princips ir tāds pats, neatkarīgi no dizaina. Kā baudīt mehānismu, aprakstiet dažādas specifikācijas, ir nepieciešams ievērot drošības prasības, citas funkcijas.
Darbības un veidu princips
Darbības princips ir balstīts uz skābekļa strūklas piegādi ar tīru skatu, izmantojot gāzes griezēju sprauslu. Neatkarīgi no strukturālajām iezīmēm autogēna, izpilde rodas sakarā ar sadegšanas metāla reibumā pareizā - skābekļa vidē. Pamatprasība ierīces lietošanai - sadegšanas temperatūrai jābūt augstākai par kausēšanu, pretējā gadījumā materiāls izkausē un notecina, kas traucē augstas kvalitātes darbu.
Lielākā daļa tērauda sakausējumu neietekmē skābekļa propānu, sakarā ar maksimālo dopēto piemaisījumu daļu. Oglekļa klātbūtne elementa sastāvā var novest pie nestabilas darbības vai pārtraukt procesu. Ietekme uz metāla notiek vairākos posmos:
- Temperatūra palielinās līdz līmenim, kā tērauds sāk sadedzināt. Lai iegūtu vēlamo liesmu lāpu, ozons ir sajaukts ar degvielas maisījumu, kas ir nepieciešamie proporcijas.
- Pēc apkures zona notiek gan skābekļa skābekļa barotnes apsildāmā tērauda oksidēšanā un materiālu izdalīšanos no apstrādes vietas.
Manuālo griezēju klasifikācija ir sadalīta vairākos parametros atkarībā no darba veida. Galvenās īpašības:
- dažādas degošas gāzes, metāns tiek izmantots, propāns - butāns, acetilēns un citi;
- jauda, \u200b\u200bparametrs iegūt maisījumu apkurei;
- par sprauslu, kas darbojas uz gāzes ražošanu, tiek izmantota gan inžektoru iekārtas, gan injekcijas.

Jauda ir sadalīta vairākās sugās, no maziem līdz augstam griešanas pakāpei. Zema jauda, \u200b\u200bpriekšmeti ar biezumu no 3 līdz 100 mm biezs, vidējais iestatījumu veids ir iespējams samazināt materiālus ar biezumu līdz 200 mm, augsts - 300 mm. Ir šķirnes, kas spēj apstrādāt produktu ar biezumu līdz 500 mm, šādas iekārtas izmanto gan nozares, gan mājsaimniecības apstākļos. Dažas sastāvdaļas ir atkarīgas ne tikai no varas, bet arī uz gāzes griezēja dizaina.
Dizains
Visizplatītākais ierīces veids, ko izmanto tērauda konstrukciju apstrādē, ir divu cauruļu iesmidzināšanas griezējs. Uzliesmojošs maisījums ir sadalīts vairākās plūsmās, kas ļauj pielāgot liesmas spēku, strādājot. Korekcijas mehānisms atrodas uz mājokļu ārējās daļas, ir sviras tipa ierīces.
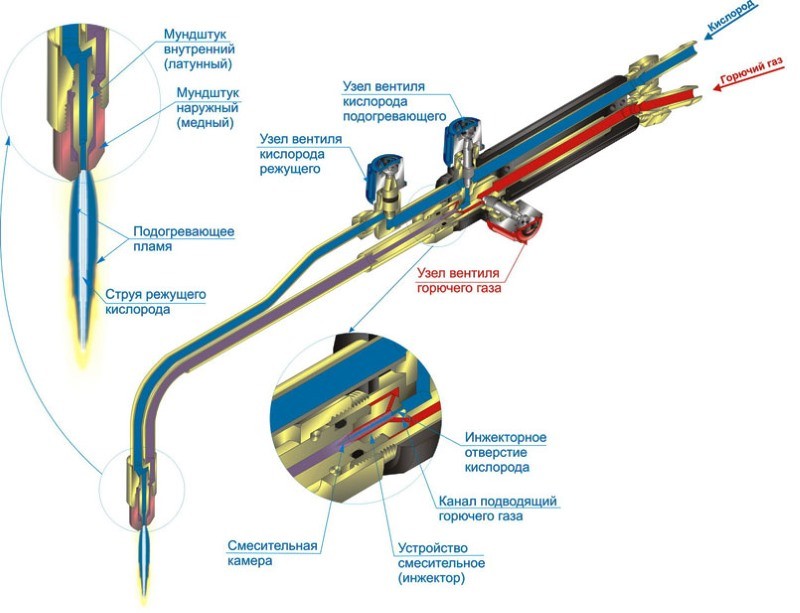
Plūsma pārvietojas caur cauruli līdz galam caur galvu, atbrīvošana notiek lielā ātrumā caur centrālo sprauslu. Meitene ir atbildīga par galveno funkcionalitāti cutter, griešanas daļa procesa. Daļa no gāzes tiek tulkota ar inžektoru, kas atstāj augstu spiedienu, rada izplūdi, tādējādi pievienojot degošu maisījumu. Maisīšanas process definēja plūsmas ātruma saskaņošanu, kas tiek veikta.
Maisījuma veidošanos veic gala galva, kas skar apakšējo cauruli. Torch veidojas starp ārējo, iekšējo iemuti, sekas veidošanās degoša maisījuma. Divu kanālu sistēma ir aprīkota ar regulējamu vārstiem, kas ļauj pielāgot gan skābekļa un papildu gāzes piegādi inžektoram.
Dizains bez injekcijas veida ir sarežģītāks, jo divām skābekļa plūsmām un atsevišķi gāzes ir caurules. Uz degoša kompozīcijas maisījums notiek tieši galvas iekšpusē, šis dizains tiek uzskatīts par drošāku efektu. Lai veiktu darbības, būs nepieciešama gan skābekļa un degošu gāzu augstāks spiediena piegāde.
Griezēju lielums ir noteikts ar gost standartiem, ražošanai ar nelielām daļām, modeļus P1 tiek izmantoti kopā ar kopējo ilgu laiku ne vairāk kā 50 cm. Spēcīgāki dizaini tiek ražoti ilgāk formā, ir specifiskas paplašinātas struktūras, kas paredzētas, lai veiktu uzdevumus ar sarežģītu piekļuvi griešanas vietai.
Priekšrocības un trūkumi
Gāzes deglis ir paredzēts, lai izkliedētu produktus ražošanas apstākļos, ar lielu uzdevumu apjomu. Pirms ierīces uzklāšanas ir svarīgi saprast, kāda atslēga ir metāla griešana ar propānu un skābekli:
- Rīcības mehānisms ir ērts, veicot izliekšanas līnijas grieztu sagriešanu. Stabila jauda ļauj mums sadalīt dažādu biezumu metāla izstrādājumus. Situācijās, kad nav iespējams izmantot rīku, piemēram, stūra mašīnu, tiek izmantots gāzes deglis. Apaļo produktu vai nedzirdīgo atvērumu uzdevumu veic gāzes deglis, neprasot īpašus centienus.
- Gāzes griezējam ir priekšrocība pretstatā benzīna modeļiem. Papildus zemam svaram mehānisms nerada paaugstinātu troksni, kad tas darbojas, kā arī kompakts.
- Aparāta izmantošana, kas balstīta uz degošas gāzes ietekmi ļauj paātrināt izpildi, ir divkārši, kas nav mehānisko instrumentu jauda.
- Propāns, piemēram, gāze šķidrā stāvoklī, atšķiras ar zemu cenu. Tāpēc to izmanto ne tikai produktu vajadzību pārstrādē, bet arī metāla un citu darbību apglabāšanā.
- Propāna kā degoša maisījuma izmantošana ļauj veikt augstas kvalitātes griezumu. Griešana tiek veikta ar šauru izņemot, kas ir galvenais faktors kvalitātes darbu.
Trūkumi var atzīmēt, ka dažus materiālus nevar ārstēt ar propāna griezēju, piemēram, čuguna un augstas leģētā tērauda.
Lietošanas funkcijas
Tērauda materiāli ar augstu oglekļa saturu nav ieteicams samazināt gāzes ierīci. Iemesls ir augstais kušanas punkts, kas atrodas tuvu fokusa parametram. Skalas vietā, kas izstaro no sprauslas iedarbības, materiāls reaģē ar malām malām, kuru rezultāts ir apstājies, savienojumu nevar apstrādāt.
Darbs ar čuguna var izraisīt dažas grūtības, piemēram, grafīta klātbūtni, graudu formu. Arī gāzes griešana netiek izmantota propāna, izņemot vara, alumīnija, citu viegli kušanas tēraudu apstrādes gadījumos.
Nepieciešamā iekārta
Lai veiktu dažādus tērauda apstrādes uzdevumus, ir nepieciešams sagatavot aprīkojumu, kas atbilstošiem instrumentiem. Darbība tiek veikta, izmantojot:
- cilindri ar skābekli un propānu;
- displehoring rīks;
- noteiktā izmēra iemuti;
- Šļūtenes.
Drošības tehnika ir saistīts ar korekcijas vārsta klātbūtni katrā cilindrā. Propāna cilindram ir apgrieztā vītne, kā rezultātā, papildu pārnesumkārbas uzstādīšana nav iespējama. Iekārtai ir līdzīgs dizains gan mājās, gan ražošanas mērķos. Pirms metāla griezuma ražošanas ir nepieciešams pārbaudīt veiktspēju, visu regulēšanas elementu klātbūtni.

Ozona ierašanās ir atzīmēta ar zilu, vārsti atrodas gan tieši uz cilindra un uz griezuma. Propāna plūsma ir atzīmēta kā visas citas gāzes un sprādzienbīstamas vielas, sarkanas vai dzeltenas.
Pēc pieslēgšanas cutter, process sākas, kurā skābeklis un propāns apvienojas maisīšanas kamerā, kā rezultātā degošs maisījums veidojas. Dizains paredz maiņu agregātu, plānoto remontu un apkopi, ja neveiksmes vienu no mezgliem, ir iespējams to aizstāt, turpināt strādāt. Meitenis ir izvēlēts atkarībā no ražoto uzdevumu veida, ir dažādi rādījumi un dažādi skaitļi.
Nianses griešana
Izplatīšanas process nodrošina ātruma kontroli, vizuāli izvēloties parametru, ir atkarīgs no dzirkstelpu skaita un to neizdevīgā stāvoklī. Aizdedzes plūsma, ko veido griešanas process, būtu jāizveido 90 ° leņķī saistībā ar virsmu. Ātrums ir regulējams, ja plūsma maina virzienu, šajā gadījumā ātrums ir zems, nepieciešams iestatījums.
Struktūras biezums ietekmē procesu, ja lapu apstrādāti, biezums ir vairāk nekā 6 cm, tas jānovieto ar zemu leņķi, lai plūsma izdedži. Apstrādājot bieza produktus, ir svarīgi izturēt slīpuma leņķi vairāk nekā 15 °, kontrolēt ātrumu. Attiecībā uz pārtraucot šķelšanos ceļa vidū, process netiek atjaunots šajā brīdī, un tas aizņem vispirms. Lai izvairītos no izmaiņām, kad darbības ar biezu produktu, ir nepieciešams, lai saglabātu griezēju tā, ka metāls tiek apstrādāts visā perimetrā.

Pēc tērauda griešanas pabeigšanas griešanas gāzes padeve ir izslēgta. Tad vārsts ir pārklāts uz cilindra, pēdējā rinda ir slēgta ar degvielas maisījumu.
Virsmas un cirtaini griešana
Reliģijas radīšanas process uz metāla virsmas veido vairākos citādāk. Griešana tiek veikta ar sprauslu, un kausēto izdedžu, uzsilda apakšējo daļu produkta. Apkure tiek veikta līdz temperatūrai, kas nepārsniedz materiāla aizdegšanos.
No griešanas skābekļa atvēršana nodrošinās noteiktu sadaļu sadegšanas materiāla, tādējādi radot tīru malu un griezuma līniju.
Darbība tiek veikta leņķī līdz 80 °, pēc gāzes padeves, griezējs pārvietojas uz leņķiem no 18 līdz 45 °. Veidošanās rievām nepieciešamo izmēru tiek veikta, pielāgojot ātrumu. Lielāks rievas lielums tiek panākts kā iemutņa leņķis un ātruma palēnināšana, skābekļa līmeņa regulēšana. Groove platums svārstās, pielāgojot strūklas plūsmu caur sprauslu, dziļuma attiecība, gropes platums ir vienāds ar 1 līdz 6. Platumam ir preferenciālais objekts, jo Ir iespējams veidot saulrietu uz produkta virsmas.
Pievērst uzmanību, izvēloties gāzes griezēju
Augstas kvalitātes instrumenta izvēle ir tieši atkarīga no rezultāta. Ja jūs nolaidīsiet dažus parametrus, dažas griezēju īpašības tiek zaudētas, drošības iestatījumi tiek samazināti. Propāna un skābekļa sprādzienbīstamas vielas, kas prasa atbilstību dažām prasībām darbības laikā:
- Rokturis tiek veikts no alumīnija sakausējumiem, plastmasa tiek izmantota lētāki instrumenti, laika gaitā kušanas, zaudē formu.
- Brass nipelis ilgs garāks alumīnija struktūra, jo tai ir lielāks resurss uz deformācijām.
- Vārsta rotācija jāveic ar nelielu piepūli, lai apturētu procesu nestandarta situācijas gadījumā. Ieteicamais vārsta izmērs ir vismaz 4 cm.
- Visdrošākie vārpaugi ir izgatavoti no nerūsējošā tērauda, \u200b\u200bkas spēj izturēt līdz 1500 cikliem bez nomaiņas, misiņš neiztur līdzīgu kalpošanas laiku. Vispiemērotākais variants ir kombinēti vārpstas, kam ir labvēlīga cenu kvalitātes attiecība.
- Cutter dizainam jābūt saliekamam, tiek veikta apkope, lai paplašinātu kalpošanas laiku. Materiāla iemutni - vara.

Ir jāpievērš uzmanība remontdarbu, rezerves daļu pieejamībai griezējam. Ja nav bezmaksas pārdošanas, remontējot remontu, var būt problēmas.
Kā lietot skābekļa propāna griezēju
Propāna - skābekļa griezēja darbība prasa atbilstību noteiktiem noteikumiem. Pirms aprīkojuma izmantošanas ar skābekli, propāna griezēju, ir svarīgi iepazīties ar šādām prasībām:
- Atbilstība drošības aprīkojumam nav atstāta novārtā, ir svarīgi piemērot aizsargplēvi vai specializētas brilles. Arī operatora apģērbam jābūt izgatavotam no ugunsizturīgā materiāla.
- Cutter liesma ir jāizpilda no gāzes piegādes šļūtenēm pretējā pusē.
- Cilindru atrašanās vieta ar gāzēm nav atļauta piecu metru attālumā tuvu tiešā darba vietā.
- Izplatīšana tiek veikta brīvā dabā vai telpās ar labu ventilāciju.
Ilgtermiņa vienkāršā iekārta prasa profilaksi pirms darba atsākšanas. Pirms testa uzsākšanas propāna šļūtene ir atvienota, tiek piegādāts gāzes spiediens. Inžektors tiek pārbaudīts ar pirkstu pie cauruma, ja notiek sūkšana, tas nozīmē, ka iekārta ir labā stāvoklī.





