Metāla griešanas bāzes: invertors, plazma, gāze
Metāla griešana ar metināšanu līdz noteiktam laika tika aktīvi izmantots kā galvenā metāla konstrukciju apstrādes metode mājās. Iegūtais griezums nebija atšķirts ar skaistumu, tāpēc dzirnaviņas izmantošana tika ievērojami metināta. Pierādītā gada metode joprojām ir izmantota, tās spējas paplašinājās, izmantojot jaunu aprīkojumu.
Ar metināšanu, metāla samazinājums šādos gadījumos:
- lauka apstākļos, ja nav elektroenerģijas avotu,
- tas notiek, ir nepieciešams samazināt ļoti biezu metālu,
- griezējot, jums ir nepieciešams iegūt kompleksu formu,
- ir nepieciešams samazināt metālu grūti sasniedzamā vietā.
Metināšana attiecas uz universāliem procesiem, ko var izmantot gan savienot, gan sadalīt daļas daļās. Visvairāk attiecas uz mājām šādas metāla griešanas iekārtu versijas:
- aRC (invertors),
- gāzes griezējs
- pASTMOREZ.
Šajā rakstā mēs sīkāk runāsim par metāla griešanas funkcijām, tehnoloģijām un pamatprincipiem ar metināšanas invertoru, metāla ar skābekli ar skābekli un propānu un metāla plazmas griešanu. Pēc studiju pamatprincipiem strādāt ar dažāda veida iekārtām, jūs varat veikt metāla griešanu ar savām rokām.
Griešanas loka
Apmācot metināšanas pamatus, jaunatnācējs ir visvairāk baidās no sadedzināšanas metāla un pilnībā iznīcināt savienojumu. Griežot metālu, metāla griešana, metāla griešana.
Lai samazinātu metālu ar metināšanas loka, ir nepieciešams to apsildīt līdz kušanas punktam un noņemt izkausēto metālu no metināšanas zonas. Noņemšana tiek veikta ar savu svaru izkausēta metāla, jo spiediens no loka puses vai gaisa plūsmu, kas piegādāta metināšanas zonā.
Šādas elektrodus izmanto metāla griešanai:
- metālisks pārklājums
- oglekļa,
- cauruļveida,
- volframs.
Šī metode sagriež tērauds, ieskaitot sakausējus, krāsainos metālus un sakausējumus.
Trūkumi ietver zemu kvalitātes griezumu, nevienmērīgas malas, mēroga klātbūtni. Tāpēc, ja metāls nākotnē iet, lai radītu struktūras, malas ir papildus apstrādātas, piemēram, tīrīt.
Griešana tiek veikta uz tās pašas iekārtas kā metināšanas, visās telpiskajās pozīcijās. Kā iekārta mājās, transformators vai taisngrieži tika izmantots, tagad invertors visbiežāk tiek izmantots.
Loka griešanas pamati
Lai samazinātu metāla loka iestatītu pašreizējo spēku par 30-40% augstāk nekā metināšanas laikā. Viņi izgaismo spēcīgu loku uz augšējās malas metāla un padziļināt, bet griešanas malu.
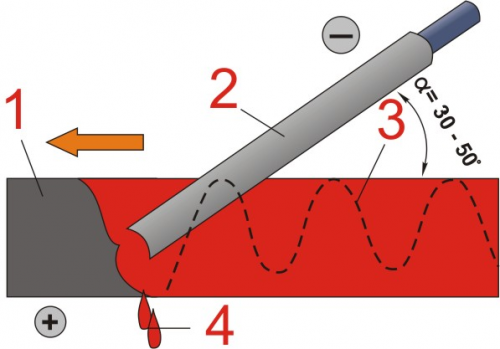
Metāla griešana ar metināšanas invertoru
Griešanai tiek izvēlēts neliela diametra elektrods, bet strāva, gluži pretēji, eksponē vairāk nekā nepieciešams metināšanai. Piemēram, elektroda diametrs ir 2,5 mm, 140a ir instalēta.
Gaismas loka un atstājiet elektrodu vienā vietā. Jūs mēģināt saglabāt loka padziļināt, neatkarīgi no tā, kā metāls ir dzīvojis.
Ja plāksne ir novietota vertikāli, izkausētais metāls tiks viegli vilkts. Ar horizontālu metāla griešanu, metināšanas invertors tiks savākts apakšā plāksnes.
Lai nodrošinātu vislabāko siltuma apkuri, taisni polaritāte uzsūcas. Šādā gadījumā metāla sasilst dziļi, bet griezums ir iegūta šaura.
Video parāda, kādas iespējas tiek atvērtas, kad tiek izmantota loka griešana. Plāksne pie 10 - 20 mm bieza tiek sagrieztas burtiski dažu minūšu laikā ar vieglumu un skaistu.
Griešanas gāzes griezējs
Vēl nesen, metāla gāzes griezējs saglabājās galveno metāla nodalījuma metodi, it īpaši, ja tas bija nepieciešams, lai veiktu asu ķēdi, lai apstrādātu malu vai saņemt caurumu. Priekšrocība ir tāda, ka nav nepieciešams strādāt elektroenerģijas avotā.
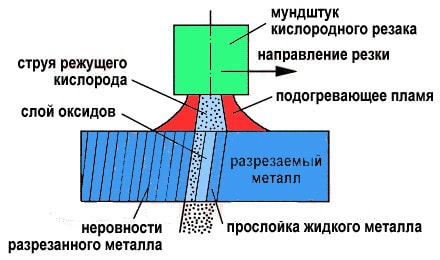
Metāla griešana ar gāzes griezēju tiek veikta šādi: skābekļa maisījums ar degošu gāzi, iegūtais lukturis silda metālu griezuma zonā uz sadegšanas temperatūru ne mazāk kā 12000c. Barot skābekļa strūklu.

Metāls uzliesmo un izrādās griezuma līniju. Visbiežāk griešanai izmanto skābekli maisījumā ar propānu. Gāzes griešana tiek apstrādāta ar tērauda, \u200b\u200bgan oglekļa un sakausējuma, titāna sakausējumiem.
Metāla gāzes griešana uz propāna un skābekļa maisījuma
Pirms darba tiek sagatavots metāls: attīrīti netīrumi, tauki, skala, rūsa.
Gāzes griešanas iekārtas
Tas aizņem mazāk prasmju, lai veiktu gāzes griešanu nekā metināšanā, jo nav nepieciešams nodrošināt savienojuma stingrību. Iekārtai būs nepieciešami gāzes griezēji, skābekļa baloni un propāns.

Katram cilindram ir reduktors, lai regulētu spiedienu. Gāzi no cilindra līdz reduktoram piegādā augsta spiediena šļūtene.
Pirms darba uzsākšanas šļūtenes uzspridzina, lai tīrītu no netīrumiem. Visas šļūtenes ir pārbaudītas, savienojamība ar pārnesumkārbu, visi noņemamie savienojumi tiek pārbaudīti par saspringumu.
Pārbaudiet paša riskera stāvokli un iztīriet ar skābekli. Par to cilindrs ar skābekli ir savienots ar skābekļa šļūtenes stiprinājuma vietu. Balons ar uzliesmojošu gāzi nav savienota. Uzstādiet pārnesumkārbu 5 bankomātu un atveriet abus vārstus uz griezējam. Vadot pirkstu uz otro gabalu, var novērot, vai ir izgriezums. Ar savu prombūtni, griezēju kanāli ir jāpārbauda.
Darbības procedūra
Tiek veikta gāzes griešana, izejoša proporcija: 10 skābekļa daļas uz 1 gāzes daļu. Tāpēc tie ir uzstādīti uz gāzes pārnesumkārbas 0,5 ATI, un uz skābekļa pārnesumkārbas 5 ATI.
Sākumā nedaudz atvēra propāna un gāzes piegādi. Sprausla balstās uz metāla un skābeklis ir cieši sākts. Ar vārstu rotācijas palīdzību jūs varat pielāgot flamert vērtību un iegūt nepieciešamo liesmu darbam. Tiek uzskatīts, ka biezāks metāls ir sagriezts, spēcīgāks liesmas jābūt, par kuru ir nepieciešama liela gāzes un skābekļa piegāde.
Uzmanību: liesma ir regulējama, izmantojot regulēšanas skābekļa spiedienu, nevis griešanu.
 Degšanas liesma tiek izgatavota uz metāla vietā, kur tas ir nepieciešams, lai veiktu griezumu, izturot attālumu starp sprauslu un metālu 5 mm. Saskaņā ar liesmas iedarbību metāls tiek uzsildīts līdz vēlamajai temperatūrai. Tas notiek ātri, sekundes 10. skatoties procesu paziņojumu, ka tajā brīdī metāls, kā tas kļūst slapjš. Tikai metāls ignorēs, nekavējoties iekļauj griešanas skābekli.
Degšanas liesma tiek izgatavota uz metāla vietā, kur tas ir nepieciešams, lai veiktu griezumu, izturot attālumu starp sprauslu un metālu 5 mm. Saskaņā ar liesmas iedarbību metāls tiek uzsildīts līdz vēlamajai temperatūrai. Tas notiek ātri, sekundes 10. skatoties procesu paziņojumu, ka tajā brīdī metāls, kā tas kļūst slapjš. Tikai metāls ignorēs, nekavējoties iekļauj griešanas skābekli.
Lai izvairītos no liesmas pretējā streika, ko var pavadīt ar kokvilnu, ir pakāpeniski samazinot skābekli.
Šādā gadījumā pati skābeklis iedegas, tiklīdz tas pieskaras karstā metāla virsmai. Video parāda, kā, izmantojot gāzes griešanu, jūs varat izgriezt sarežģītākās formas formas.
Griešanas kvalitāti ietekmē metināšanas ātrums. Kontroles ātrums koncentrējas uz dzirkstelēm griešanas zonā. Ja dzirksteles ir priekšā, tas nozīmē, ka ātrums nav pietiekams. Lielā ātrumā dzirksteles ir aiz griezējāt, šajā gadījumā ir grūti precīzi samazināt sagataves.
Lai veiktu caurumu, vieta tiek uzsildīta līdz vēlamajai temperatūrai, tiek piegādāts griešanas skābeklis. Metāla uzliesmojošs. Cutter tiek padots metāla zonā un caurums padara sevi.
Metāla griešana ar plazmas griezēju vai plasturis
Par iespējām plazmas Torus ir labi teicis video. Pēc video pārskatīšanas jūs noteikti vēlaties, lai būtu tik brīnišķīga iekārta saimniecībā, pat neskatoties uz tās lielo cenu.
Metāla griešana notiek saskaņā ar plazmas enerģijas iedarbību. Izrādās šādi. Kad tiek nospiesta aizdedzes poga, plazkripta iekšpusē veidojas darba metināšanas loka iekšpusē. Saspiests gaiss iet caur to, jonizētu, un plazma tiek izvilkta caur sprauslu ar lielu ātrumu. Plazmas temperatūrai ir vairāk nekā 10 tūkstoši grādu un ātruma divas reizes ātruma skaņas ātrumu. Šī enerģija ir pietiekama metālam, lai izkausētu un pat iztvaikotu.
 Operators sniedz Pasmorezu uz vietu, kur ir nepieciešams veikt griezumu, un metāls sāk izkausēt. Manuālās kustības ātrumam jānodrošina metāla griešana. Griešanas parametri Ir pašreizējais spēks un gaisa spiediens.
Operators sniedz Pasmorezu uz vietu, kur ir nepieciešams veikt griezumu, un metāls sāk izkausēt. Manuālās kustības ātrumam jānodrošina metāla griešana. Griešanas parametri Ir pašreizējais spēks un gaisa spiediens.
Sīkāka informācija par to, kā tiek iegūts plazmā, un griezējs ir labi redzams video.
Ar nepareizi atlasītiem parametriem uz malas var veidot skalu. Pēc griezuma beigām nav nekavējoties izslēgts saspiesta gaisa padeve. Tas tiek pasniegts kādu laiku, lai atdzesētu metālu.
Plazmore tehnoloģija
Pirms darba uzsākšanas malas tiek iztīrītas, no tiem noņem piesārņojumu un rūsu.
Jebkura metāla plazmas griešanas darbības sākas ar pašreizējās jaudas uzstādīšanu. Princips ir vienkāršs: strāva tiek aprēķināta atkarībā no metāla biezuma. Pašreizējā spēka daudzums, kas nepieciešams, lai samazinātu 1 mm metāla biezumu, reizina ar metāla biezumu, kas jāsamazina. Ja tas ir nepieciešams, lai samazinātu 25 mm tērauds, tad jums ir nepieciešams, lai reizinātu uz 4a (strāva nepieciešama, lai griešanai 1 mm tērauda vai čuguna). Kopā uz iekārtas ekspozīcijas 100A.

Ātrums, kādā ir nepieciešams veikt griešanu tieši ietekmē darba kvalitāti, bet ir atkarīgs no carver prasmes. Speciālisti konsultē sākotnējā veiktspējas posmā, lai koncentrētos uz dzirksteles klātbūtni produkta otrā pusē. Ja trūkst, metāls ir pilnībā sagriezts pilnīgi pilnībā.

Pirms loka aizdedzina uz pusi minūti, griezēju bloķē gāze, lai noņemtu netīrumus un iespējamo kondensātu. Pēc tam operators nospiež aizdedzes pogu Duty ARC, tas sadedzina 2 sek. Ja griešanas loka nav izveidota, process tiek atkārtots vēlreiz.
Atkarībā no modeļa, pieeja ir kontakts un bezkontakta:
- Kontaktam nepieciešama īssavienojums. Tiklīdz plazma iznāca no sprauslas starp metālu un elektrodu, veidojas plazmas loka un sākas griešanas process.
- Ar bezkontakta loka aizdegas starp sprauslu un elektrodu. Kad sprausla tuvojas metālam, veidojas darba loka.
Griešanas laikā ir nepieciešams uzturēt konstantu loka garumu. Ja tas nav aprīkots ar īpašu uzmanību, šis parametrs ir izturams ar griezēju, tai jābūt no 1,6 līdz 3 mm.
Strādājot, ir nepieciešams saglabāt sprauslu ar metālu 900C leņķī. Lai samazinātu deformācijas uz plānas metāla, deglis tiek turēts zem neliela leņķī. Griešanas laikā pievērsiet uzmanību metālam, nepārsniedziet sprauslu degli.
Sīkāku informāciju par plazrona darbu skatiet videoklipā.
Ar uzskatīto griešanas metožu palīdzību jūs varat samazināt metālu no vissarežģītākās kontūras. Šie darbi spēj izpildīt ar savām rokām pēc nelielas teorētiskās un praktiskās apmācības. Galvenais ir aprīkojuma un saistīto materiālu pieejamība.





