Skābekļa griešana
Skābekļa griešanas procesa būtība
Skābekļa griešana balstās uz metālu īpašībām un to sakausējumiem, lai sadedzinātu tehniski tīra skābekļa strūklu. Metālus var samazināt, atbilst šādām pamatprasībām:
- Metāla kušanas temperatūrai jābūt augstākam par tās aizdedzes temperatūru skābekli. Metāls, kas neatbilst šai prasībai kūst, un nedeg. Piemēram, zema oglekļa tērauds ir kušanas temperatūra ir aptuveni 1500 ° C, un uzliesmojoša skābekļa temperatūrā 1300 ... 1350 ° C. Oglekļa satura pieaugums tēraudā ir pievienots kušanas temperatūras samazināšanās un aizdegšanās temperatūras pieaugums skābeklī. Tāpēc tērauda griešana ar paaugstinātu oglekļa saturu un piemaisījumiem ir sarežģīta.
- Oksīdu kušanas temperatūrai jābūt zem daudziem metāla kušanas punktam, lai veidotie oksīdi būtu viegli izpūstas un netraucēja turpmākajā oksidēšanā un griešanas procesā. Piemēram, ja tiek veidoti hroma tēraudi, hroma oksīdi ar kausēšanas punktu 2000 ° C, un ar alumīnija oksīdu griešanu ar kušanas temperatūru aptuveni 2050 ° C. Šie oksīdi aptver metāla virsmu un apturēt Papildu griešanas process.
- Griešanas laikā veidojušās izdedži jābūt pietiekami šķidriem locekļiem un viegli izspiest no griezuma. Pārkraušana un viskozi izdedži novērsīs griešanas procesu.
- Metāla siltumvadītspējai jābūt mazākai, jo augstā siltuma vadītspēja siltuma, ko paziņo metāla, tiek intensīvi piešķirts griešanas daļai un siltuma metāla uz uzliesmojumu aizdedzes temperatūra būs grūti.
- Metāla sadedzināšanas laikā atbrīvotā siltuma daudzums ir liels; Šis siltums veicina metāla blakus esošo daļu apkuri un tādējādi nodrošina griešanas procesa nepārtrauktību. Piemēram, ar zemu oglekļa tērauda griešanu 65 ... 70% no kopējā siltuma ir uzsvērta no metāla sadegšanas skābekļa strūklā un tikai 30 ... 35% ir siltums no apkures griezēja liesmas.
Ir divi galvenie skābekļa veidi: atdalīšana un virsma.
Fig. viens
Atdalot griešanu (1. att.) Tiek izmantots, lai izgrieztu dažāda veida sagataves, griešanas lokšņu metālu, griešanas malas metināšanai un citiem darbiem, kas saistīti ar metāla griešanas daļām. Procesa būtība ir fakts, ka metāls gar sadaļas līniju uzsilda uz aizdedzes temperatūru skābekli, tas sadedzina skābekļa strūklu, un veidotie oksīdi izspiež šo strūklu no sadaļas sadaļā.
Virsmas griezums (95. att., a b c) Piesakies, lai noņemtu virsmas slāni no metāla, griešanas rievas, noņemšana virsmas defektiem un citiem darbiem.
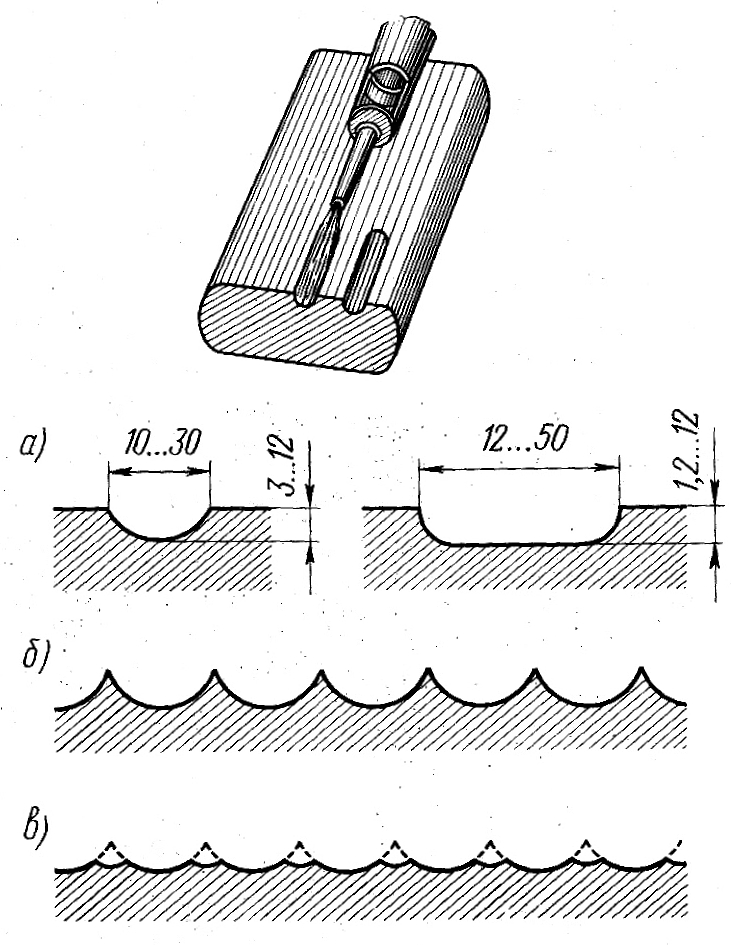
Fig. 2.
Uzklājiet divu veidu virsmas griešanu - insults un asināšana . Ja stingrība ir griezējs, kas virzās uz kustību kā plāksnes griezēju. Pagriežot, griezējs darbojas kā Turnier urinēt.
Iekārtas skābekļa griešanai
Skābekļa griešanas kruīza griezēji kalpo, lai pareizi atrisinātu uzliesmojošas gāzes vai šķidruma tvaikus ar skābekli, apkures liesmas veidošanos un piegādi tīra skābekļa griešanas zonā. Griezēji tiek klasificēti pēc iecelšanas ( universāls un Īpašs) par gāzu sajaukšanas principu ( inžektors, I. bezšuvju), saskaņā ar represis sugām (par atdalīšana un virszemes griešana), izmantošanai (par rokasgrāmata un mašīna griešana). Universālie iesmidzināšanas rokas griezēji atdalīšanas griešanai (3. att.) Ieguva vislielāko pieteikumu.
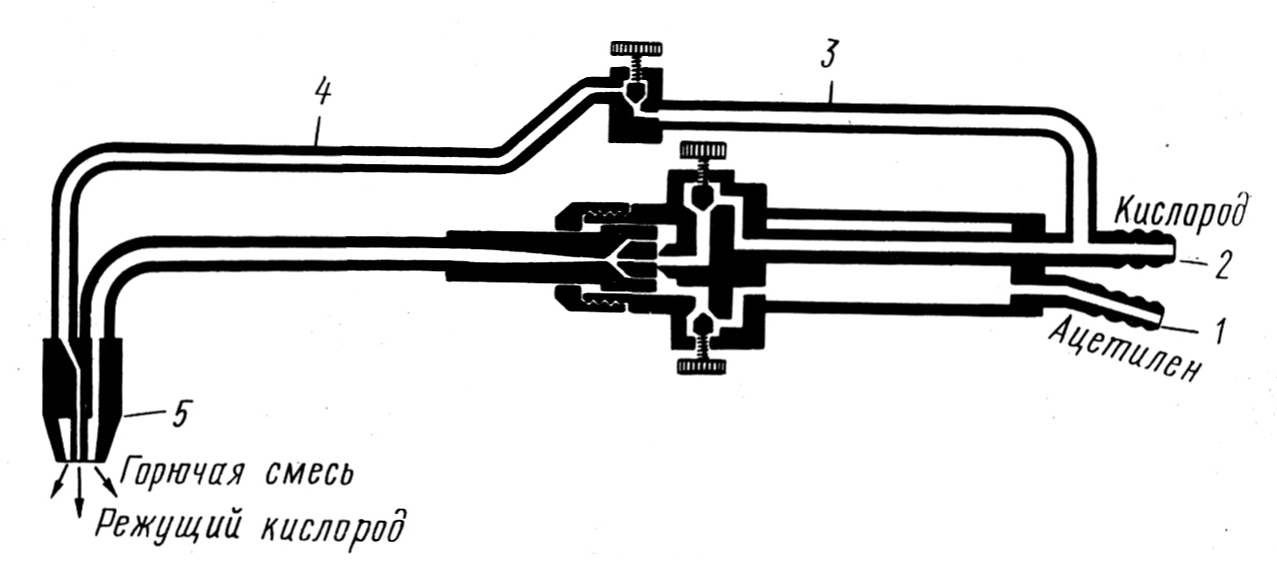
Fig. 3.
Tie atšķiras no atsevišķas caurules metināšanas degšanas, lai piegādātu skābekli un īpašu galva ierīci, kas sastāv no diviem nomaināmiem mutes gabaliem ( Āra - apkures liesmu un iekšējs - tīra skābekļa strūklas). Acetilēns tiek pasniegts uz šļūtenes uz NIPPEL 1 un skābeklis - uz NIPPEL 2 . No nippeļa 2 Skābeklis iet divos virzienos. Viens skābekļa gabals, tāpat kā tradicionālās metināšanas lāpas, ieiet inžektorā un pēc tam maisīšanas kamerā. Ir uzliesmojoša skābekļa maisījums ar acetilēnu, nepieredzējis caur nipeli 1 . Degošs maisījums iet caur cauruli, izrādās caur gredzenveida plaisu starp iekšējo un ārējo iemuti 5 un izveido apsildāmu liesmu. Vēl viena skābekļa daļa caur cauruli 3 un 4 Ieiet iekšējās iemuti centrālajā caurumā 5 Un veido strūklu griešanas skābekli, sadedzinot metālu, kas atklāj veidojušos oksīdus no griezuma zonas.
Lieliska lietojumprogramma ieguva manuālu universālu griezēju "Torch" (Uzlabota griezēja dizains "Liesma" ). Tai ir pieci iekšējie un divi ārējie mutes gabali, kas ļauj samazināt metāla biezu 300 mm ar ātrumu (atkarībā no metāla un tā biezuma) 80 ... 560 mm / min . Par darbu pie gāzes aizstājējiem Acetilēna, tiek izmantoti griezēji Rzr . Tie atšķiras lielos izmēros no inžektoru un iemužu šķērsgriezuma. Rūpniecības iekārtas ražo spraudņus nomaināmus griezējus, kas paredzēti, lai pievienotu universālas metināšanas lāpas uz stumbriem (piemēram, griezējs RGS-70 Uz degļiem "Star" un GS-3. , griezējs Rgm-70 - uz degļiem "Star" un Gs-2 ). Tas rada lielu ērtības būvniecības un uzstādīšanas apstākļos ar biežām pārejām no metināšanas uz griešanas un otrādi.
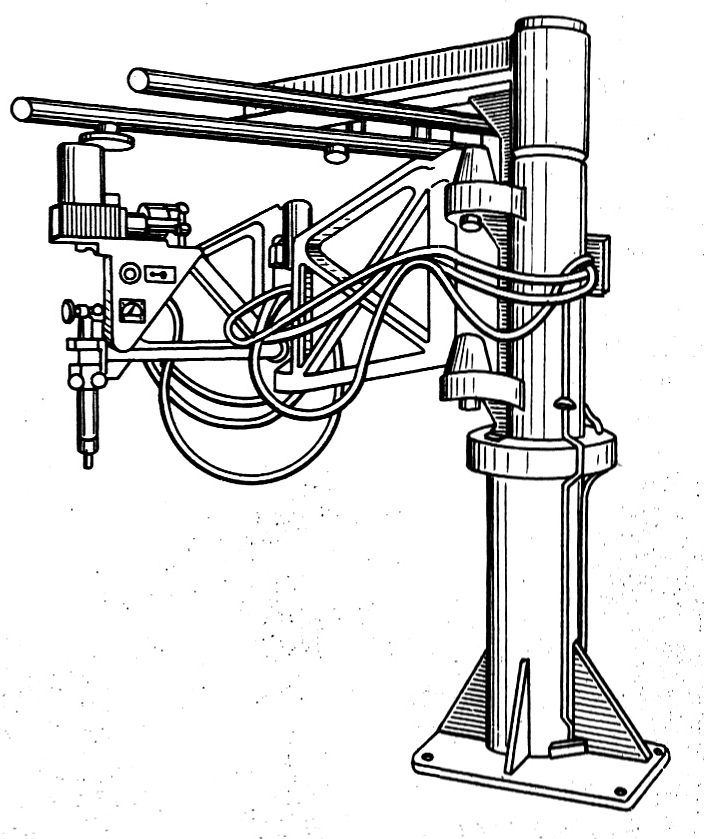
Fig. četri
Stacionārās viru mašīnas izmanto mašīnu griešanai Assh-2 (4. att.) Un Assh-70 atšķiras no Assh-2 Uzlabotāks disks un pantogrāfa klātbūtne, kas ļauj samazināt trīs daļas vienlaicīgi. Griešanas metāla biezums 5 ... 100 mm . Pārnēsājamas mašīnas ir pašgājējas ratiņi, kas aprīkoti ar griezēju un pārvietojas caur griešanas metālu. Disks ir elektromotors, pavasara mehānisms vai gāzes turbīna. Piemēram, automašīna "Rainbow" Paredzēts tērauda loksņu griešanai 5 ... 160 mm ar ātrumu 90 ... 1600 mm / min . Masveida mašīna 16 kg . Portatīvie automobiļi "Satellite-3" Paredzēti tērauda cauruļu griešanai ar diametru 194 ... 1620 mm Ar sienas biezumu 5 ... 75 mm ar ātrumu 100 ... 900 mm / min . Masveida mašīna - 18 kg .
Skābekļa griešanas tehnoloģija
Metāla griezuma virsmai jābūt labi tīrīt no netīrumiem, krāsām, skalām un rūsām. Lai noņemtu skalu, krāsas un eļļas, tas ir nepieciešams lēnām ar degļa liesmu vai griezēju uz metāla virsmas gar paredzēto šķērsgriezuma līniju. Šajā gadījumā krāsu un eļļu sadedzina, un skala atpaliek no metāla. Tad metāla virsma beidzot notīra ar metāla suku.
Griešanas process sākas no metāla sildīšanas. Apkures liesmas griezējs ir vērsts uz metāla griezuma un sakarā ar aizdedzes temperatūru skābekli (gandrīz gandrīz uz kušanas temperatūru). Tad ļaujiet strūklu griezt skābekli un pārvietojiet griezēju pa grieztu līniju. Skābeklis sadedzina augšējos apsildītos metāla slāņus. Siltums, kas izlaists sadegšanas laikā uzsilda pamatā esošos metāla slāņus aizdedzes temperatūrai un saglabā griešanas procesa nepārtrauktību.
Kad griešanas lokšņu materiāls biezs 20 ... 30 mm Mutestuves griezējs ir uzstādīts sākumā leņķī 0 ... 5 ° uz virsmu un tad - leņķī 20 ... 30 ° uz sānu, apgrieztā griezēja kustību. Tas paātrina metāla sasilšanas procesu un uzlabo veiktspēju.
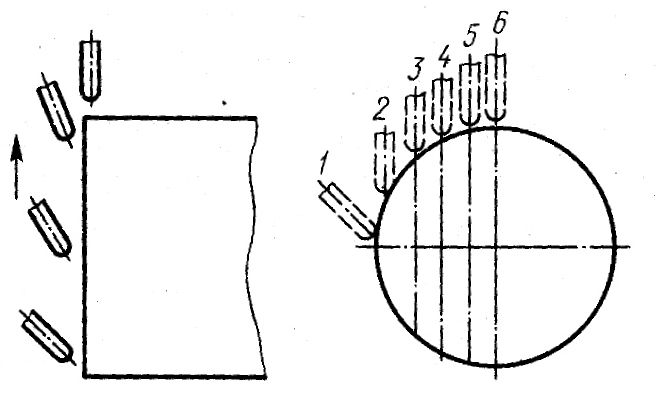
Fig. pieci
Lielu biezumu metāla griešana tiek veikta šādi. Muthtuck Cutter pirmais iestatīts perpendikulāri virsmai metāla griešanai, lai strūklu no apkures liesmas, un tad griešanas skābekļa, atradās gar vertikālo seju no metāla griezuma. Pēc sildīšanas metāla uz aizdedzes temperatūru, plūsma griešanas skābekļa ir atļauta. Cutter pārvietošana pa griešanas līniju sākas pēc tam, kad metāls šīs līnijas sākumā tiks sagriezts uz visu tās biezumu. Lai novērstu griešanas lag apakšējos slāņos metāla, beigās procesa pakāpeniski palēnināt ātrumu pārvietot griezēju un palielināt tās slīpumu 10 ... 15 ° uz sānu, apgrieztā kustība. Ieteicams sākt griešanas procesu no apakšējās malas, kā parādīts attēlā. 5. uzsildīšana uz 300 ... 400 ° С Ļauj samazināt lielo ātrumu. Korta pārvietošanas ātrumam jāatbilst metāla dedzināšanas ātrumam. Ja ātrums pārvietojas kuteris ir iestatīts pareizi, vītne dzirksteles un izdedži mušas no griezuma taisni uz leju, un malas ir iegūti tīri, bez mezgliem un pūkām. Ar lielu ātrumu pārvietojot griezēju, dzirksteles plūsma atpaliek no tā, metāla apakšējā malā nav laika sadedzināt un tāpēc gala līdz gala griešana tiek pārtraukta. Zemā kūļa ātrumā dzirkstele ir priekšā griezējai, griezuma malas izkausē un aptver kampaņas.
No griešanas skābekļa spiediens tiek noteikts atkarībā no griešanas metāla biezuma un skābekļa tīrību. Jo augstāks ir skābekļa tīrība, mazāks spiediena un skābekļa patēriņš. Skābekļa spiediena atkarība no metāla biezuma ar manuālu griešanu ir šāda:
Griezuma platums un tīrība ir atkarīga no metāla griezuma un biezuma metodes. Mašīnas griešana nodrošina tīrākas malas un mazāku griezumu, nekā manuālā griešana. Jo lielāks ir metāla biezums, jo lielāks ir griezuma platums. Tas ir redzams no šādiem datiem:
| Metāla biezums, mm | 5…50 | 50…100 | 100…200 | 200…300 |
|---|---|---|---|---|
| Cut platums, mm | ||||
| Ar manuālu griešanu | 3…5 | 5…6 | 6…8 | 8…10 |
| Ar mašīnu griešanu | 2,5…4,0 | 4,0…5,0 | 5,0…6,5 | 6,5…8,0 |
GOST 14792-80 "Detaļas un sagataves, sagriež ar skābekli un plazmas loka asu. Precizitāte, kvalitātes virsmas kvalitāte " paredz daļu (sagataves) nominālo izmēru robežvērtības atkarībā no griešanas metodes, detaļu (sagataves) un metāla biezuma izmērs; Uzstādīts trīs pakāpes precizitāte:
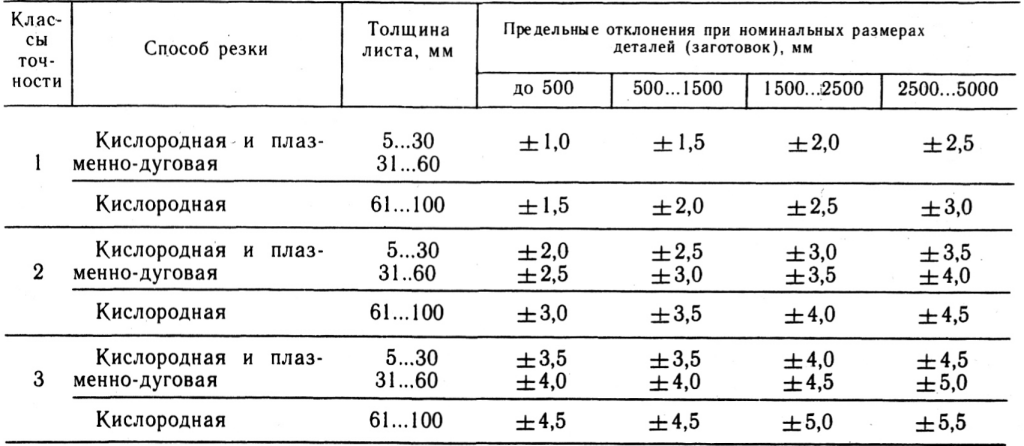
Ir sniegti arī griezuma virsmas kvalitātes rādītāji:
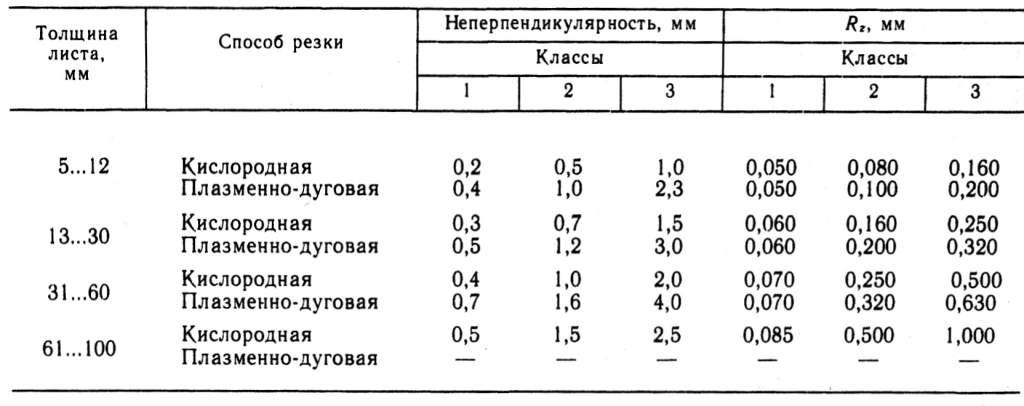
Šie rādītāji attiecas uz zema oglekļa satura skābekļa mašīnas skābekļa griešanu 1. un 2. šķirnes.
Griešanas process izraisa metāla konstrukcijas, ķīmisko sastāvu un mehānisko īpašību izmaiņas. Ar zema oglekļa satura tērauda griešanu procesa siltuma iedarbība ir nenozīmīga. Kopā ar daļu no perlīta, parādās sorbīta nesaistītā sastāvdaļa, kas pat nedaudz uzlabo metāla mehāniskās īpašības. Griežot tērauds ar paaugstinātu oglekļa saturu, kā arī sakausējuma piemaisījumi, izņemot sorbītu, tiek veidots trokostīts un pat martensīts. Tas ievērojami palielinās tērauda cietību un trauslumu un malu malām pasliktinās. Ir iespējams veidot aukstās plaisas. Tērauda ķīmiskā sastāva izmaiņas izpaužas kā metāla dekarbeksa slāņa veidošanā tieši uz griešanas virsmas, kā rezultātā oglekļa dedzināšana skābekļa griešanas ietekmē. Nedaudz dziļāks ir gabals ar lielu oglekļa saturu nekā metāla sākuma. Tad, tā kā oglekļa saturs tiek noņemts no griezuma, tas samazinās līdz avotam. Notiek arī tērauda sakausējuma elementu dedzināšana.
Mehāniskās īpašības zema oglekļa tērauda ar griešanu gandrīz nemainās. Tērauds ar paaugstinātu oglekļa, mangāna, hroma un molibdēna saturu apgrūtina griešanas zonā grūtāk un plaisas.
Nerūsējošā hroma un hromonichel tērauds, čuguns, krāsainie metāli un to sakausējumi nav piemēroti parastajai gāzes skābes griešanai, jo tie neatbilst iepriekš minētajiem nosacījumiem.
Šiem metāliem tiek izmantota skābekļa plūsmas griešana, kuras būtība ir šāda. Pulverveida plūsmas pulvera plūsma tiek nepārtraukti piegādāta griešanas zonā, izmantojot speciālu aprīkojumu, kas ir apvienota ar papildu siltumu un temperatūra sadaļas sadaļas ir uzlabota. Turklāt, Flux sadegšanas produkti reaģē ar ugunsizturīgiem oksīdiem un dot šķidruma uzkrājošus sārņus, kas viegli izriet no griezuma daļas.
Kā plūsma tiek izmantota smalka vaislas dzelzs zīmola pulveris Pz5m. (GOST 9849 - 74). Cutting Chroma un Chromonichel tēraudu plūsmas pievienošanā 25…50% Mērogā. Sagriežot čuguna pievienošanu ~30…35% Domināls ferofosfors. Ar cutting vara un to sakausējumu, plūsma tiek izmantots, kas sastāv no maisījuma dzelzs pulvera ar alumīnija pulveri ( 15…20% ) un ferofosforus ( 10… 15% ).
Griešana tiek veikta URHS-5. kas sastāv no trokšņiem un griezējam. Uzstādīšana tiek izmantota augstas alloy hroma un hromonichel tēraudu biezuma rokasgrāmatas un mašīnas skābekļa plūsmas griešanai 10 ... 200 mm Ar griešanas ātrumu 230 ... 760 mm / min . Uz 1m Griezums tiek patērēts skābeklis 0.20 ... 2.75 m 3 , acetilēns - 0,017 ... 0,130 m 3 un plūsma - 0.20 ... 1,3 kg .
Jo skābekļa-plūsmas griešanai, daži no siltuma apkures liesmas iet uz apkures plūsmu. Tāpēc tiek uzņemta liesmas spēks 15…25% augstāks nekā parasto gāzes griešanu. Liesam jābūt normālam vai daļai acetilēna pārpalikumam. Tiek uzstādīta attālums no iemutņa griezēja gala līdz griešanas metāla virsmai 15 ... 25 mm . Nelielā attālumā plūsmas daļiņas ir atspoguļotas no metāla virsmas un, kas iekrīt griezējā pušķis, izraisa kokvilnas un reversās streikus. Turklāt ir iemuti pārkaršana, kas noved pie griešanas procesa pārkāpuma. Uz iemutņa slīpuma leņķis jābūt 0…10 0 uz sānu, reversā griešanas virzienu. Labi rezultāti dod priekšlaicīgu. Chromium un Chromonichel tērauds prasa apkuri 300 ... 400 ° С un vara sakausējumi - līdz 200 ... 350 ° С .
Griešanas ātrums ir atkarīgs no metāla īpašībām un tās biezuma īpašībām. Čuguna biezums 50 mm Samazināt ātrumu 70 ... 100 mm / min . Tajā pašā laikā 1m Griezums tiek tērēts 2 ... 4 m 3 skābeklis 0.16 ... 0,25 m 3 Acetilēns I. 3.5 ... 6 kg Flice. Aptuveni tos pašus datus iegūst, samazinot vara sakausējumus. Ar griešanu hroma un hromonichel tēraudu, patēriņš visu materiālu tiek samazināts gandrīz 3 reizes .





