Kā metāls tiek griezts ar gāzi
Autogēna metāla griešana
Mūsdienās visizplatītākā metāla griešanas metode ir autogēna, to sauc arī par gāzi vai skābekli. Tā būtība ir tāda, ka gāzes liesmas ietekmē metāls uzsilst un sāk kust, un skābekļa strūklas ietekmē tas sadeg, veidojot šauru rievu.
Kā sildītājs tiek izmantots acetilēns, propāns-butāns, dabīgā, koksa krāsns gāze.
Metāla griešanu var klasificēt atkarībā no vēlamā gala rezultāta:
- virspusējs;
- atdalīšana;
- šķēpu griešana.
Virsmas gāzes griešana tiek izmantota gadījumos, kad nepieciešams noņemt metāla slāņus, lai veidotu šķautnes, rievas un citus konstrukcijas elementus.
Atdalošais skats paredz caurgriezumu, lai iegūtu nepieciešamo metāla elementu, detaļu skaitu. Metāla caurduršanu, lai radītu dziļus vai caurumus, sauc par šķēpu griešanu.
Tehnoloģiskais process
Neatkarīgi no griešanas veidiem šī procesa veikšanas tehnoloģija būs vienāda. Gāzes sadegšana nodrošina temperatūru no 1000 līdz 1300 o C, pietiek ar stipra tērauda kausēšanu. Tās laikā tiek piegādāta spēcīga skābekļa strūkla, kas reaģē ar izkausētā metāla molekulām, tās oksidējot.
Rezultāts ir griezums. Skābeklis tiek piegādāts zem augsta spiediena.Bieži vien tas sasniedz 12 atmosfēras, tāda strūkla pat bez uguns var sagriezt ādu.
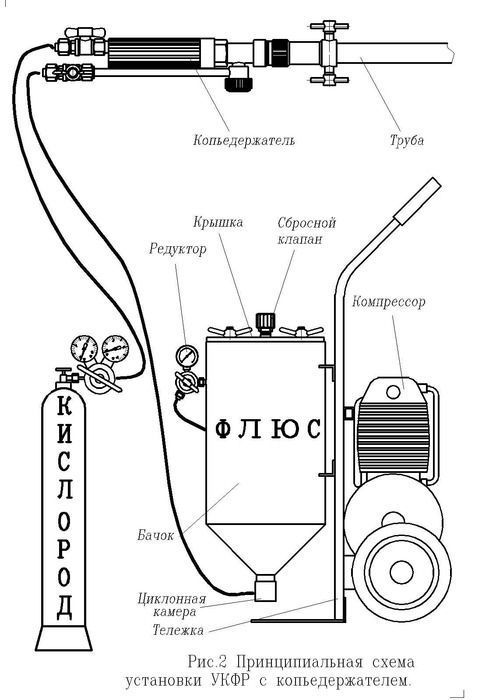
Griešanas ierīces struktūra ir veidota šādi:
- gāzes deglis;
- divi baloni;
- mikseris;
- spiediena regulators;
- šļūtenes.
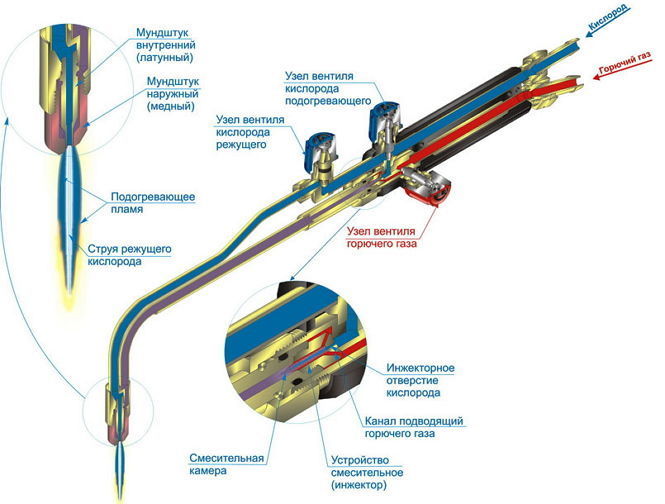
Gāzes deglis sastāv no galvas ar vairākām sprauslām, parasti pietiek ar trim. Caur diviem sāniem tiek piegādāta degoša viela, bet caur trešo, kas atrodas vidū, tiek piegādāts skābeklis. Baloni ir paredzēti tieši gāzei un skābeklim, atkarībā no paredzētā darba apjoma tiek izvēlēti atbilstošas tilpuma baloni.

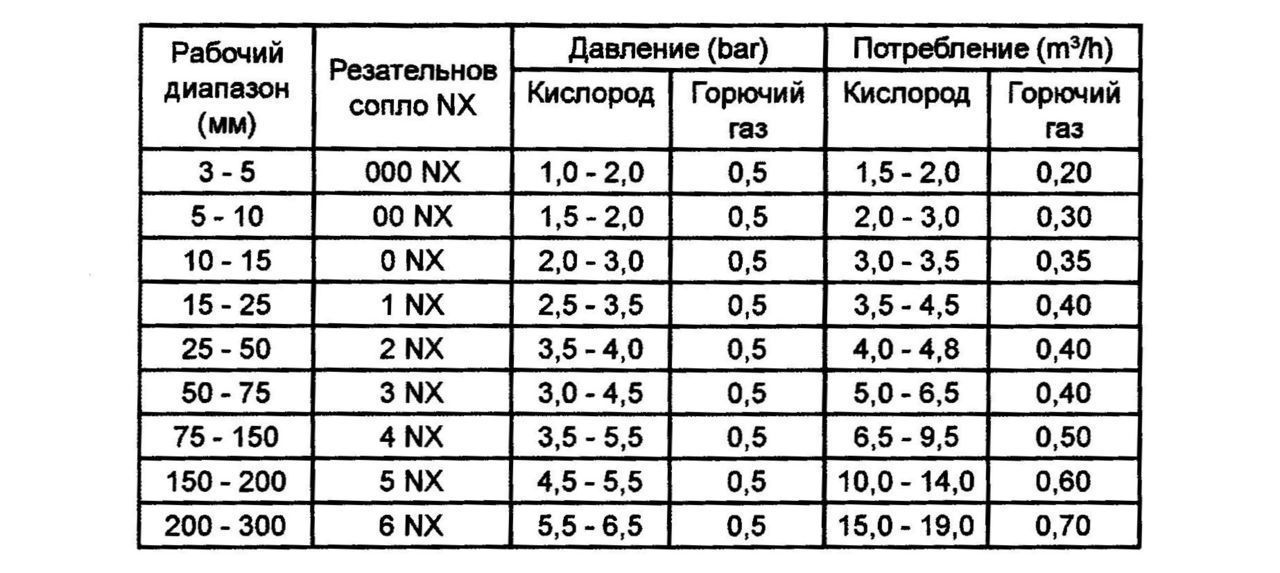
Lai nodrošinātu vienas stundas nepārtrauktu darbību, tiks patērēts vidēji 0,7 m 3 acetilēna (1 m 3 propāna) un 10 m 3 skābekļa. Kopumā nepieciešamais izejvielu daudzums būs atkarīgs no metāla blīvuma un vajadzīgās temperatūras tā sildīšanai. Propāna patēriņu iespējams samazināt, pateicoties īpašiem sprauslu stiprinājumiem, kas fiksē gāzes padevi noteiktā virzienā, jo tuvāk padeve ir skābekļa strūklai, jo lielāks degvielas patēriņš.
Šļūtenes ir nepieciešamas skābekļa un degošu vielu piegādei no cilindriem maisītājā, tās sauc arī par šļūtenēm. Materiāls, no kura izgatavotas šļūtenes, ir divslāņu gumija, starp slāņiem ir rāmis no kokvilnas diega. Diametrs - līdz 12 mm, iespēja darboties gaisa temperatūrā, kas nav zemāka par -35 ° C.
Spiediena regulators ir nepieciešams, lai nodrošinātu dažādus režīmus un griešanas ātrumus. Piegādājot mazāku degvielas daudzumu, iespējams nodrošināt zemu temperatūru, kas nepieciešama plānam tēraudam vai zemas stiprības metālam, kā arī samazināt izejvielu patēriņu.
Vēl viena svarīga reduktora funkcija ir vienmērīga spiediena līmeņa uzturēšana. Ja griešanas procesā tiek pārtraukta gāzes padeve, metāls ātri atdziest un turpmāka apstrāde kļūs neiespējama.
Metāla griešana ar propānu un skābekli
Nepieciešamais aprīkojums
 Griezējs P101
Griezējs P101 Pats pirmais griezējs bija ierīce P1-01, tā tika izstrādāta vēl PSRS, pēc tam parādījās modernāki modeļi - P2 un P3. Ierīces atšķiras ar sprauslu izmēru un pārnesumkārbas jaudu. Mūsdienīgākas manuālās instalācijas:
- Mainīt;
- Quicky;
- Orbīta;
- Sekatori.
Tie atšķiras ar papildu funkciju kopumu un veiktspēju.
Quicky-E var veikt figurālo griešanu, pēc dotajiem rasējumiem darba ātrums sasniedz 1000 mm minūtē, maksimāli pieļaujamais metāla biezums līdz 100 mm. Ierīcei ir noņemamu sprauslu komplekts, lai nodrošinātu dažāda biezuma metāla lokšņu vai cauruļu apstrādi.
Šis aparāts var darboties, izmantojot dažādu veidu degošu gāzi, atšķirībā no prototipa R1-01, kas darbojas tikai ar acetilēnu.
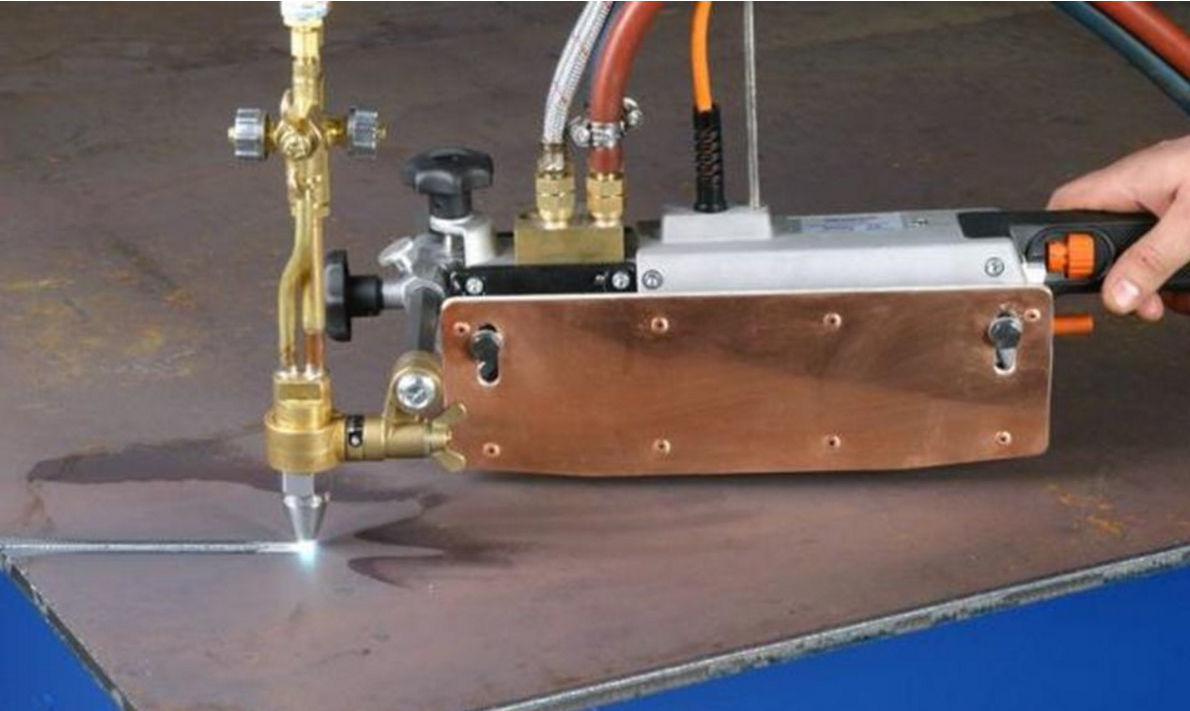
Manuālajam griezējam Secator ir labāki raksturlielumi salīdzinājumā ar analogiem.

Ar to var apstrādāt līdz 300 mm biezu metālu, to nodrošina komplektā iekļautie papildus uzgaļi, tie ir noņemami un nolietojoties var iegādāties papildus. Secator var veikt šādus griešanas veidus:
- cirtaini;
- taisni;
- gredzens;
- zem slīpuma.
Ātrumu var regulēt no 100 līdz 1200 mm minūtē, un ar iebūvētās brīvgaitas palīdzību iekārta vienmērīgi pārvietojas pa metāla loksni. Gaisa dzesēšanas pārnesumkārba nodrošina tīrāku darbību un samazina degvielas patēriņu.
Iepriekš minētie modeļi ir manuāli, tas ir, tie ir kompakti, tos kontrolē kapteiņa rokas. Bet lieliem apstrādāta metāla apjomiem strādājiet ar tādiem
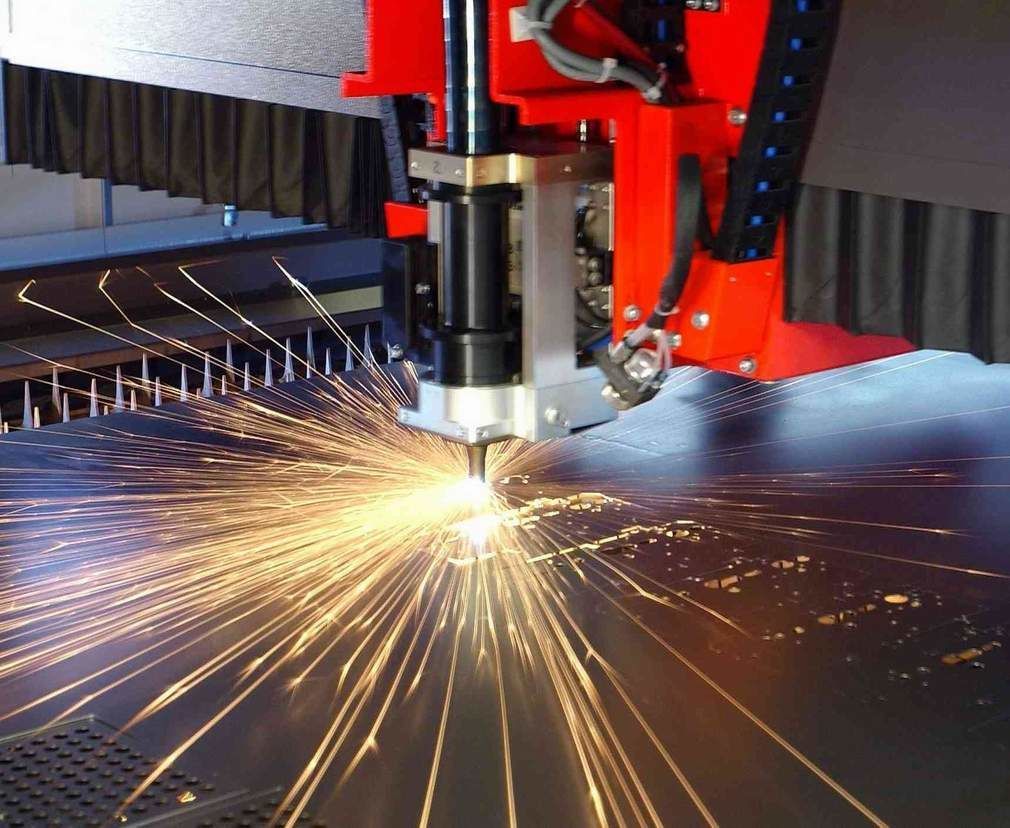
instalācijas ir neērtas un neefektīvas. Rūpnieciskai ražošanai tiek izmantotas stacionāras griešanas mašīnas - tā faktiski ir tā pati tehnoloģija.
Tās ir mašīnas ar galda virsmu, kurā ir iebūvēts griešanas mehānisms. To darbina elektrība
kompresors, kuram nepieciešams elektrotīkls ar vismaz 380 V un trīsfāzu rozetēm. Stacionāro griešanas iekārtu modeļu darbības tehnoloģija neatšķiras no manuālajām. Atšķirība ir tikai produktivitātē, maksimālajā apkures temperatūrā un spējā apstrādāt metālu, kura biezums pārsniedz 300 mm.
Nosacījumi metāla griešanai ar gāzi
Metāla griešana ar gāzi būs efektīva tikai tad, ja metāla aizdegšanās temperatūra ir zemāka par kušanas temperatūru. Šādas proporcijas novērojamas sakausējumos ar zemu oglekļa saturu, tie kūst 1500 o C temperatūrā, un aizdegšanās process notiek 1300 o C temperatūrā.
Instalācijas kvalitatīvai darbībai ir jānodrošina pastāvīga gāzes padeve, jo skābeklim ir nepieciešams nemainīgs siltuma daudzums, kas tiek uzturēts galvenokārt (par 70%) metāla sadegšanas dēļ un tikai 30% tiek saglabāts. ko nodrošina gāzes liesma. Ja to apturēs, metāls pārstās ražot siltumu un skābeklis nespēs veikt tam uzliktās funkcijas.
Griezēju darbi, metāla griešanas apmācība
Rokas gāzes lāpu maksimālā temperatūra sasniedz 1300 ° C, tā ir pietiekama vērtība, lai apstrādātu lielāko daļu metālu veidu, tomēr ir tādi, kas sāk kust īpaši augstā temperatūrā, piemēram, alumīnija oksīds - 2050 ° C (tas ir gandrīz trīs reizes augstāka par tīra alumīnija kušanas temperatūru), tērauds ar hroma saturu - 2000 o C, niķelis - 1985 o C.
Ja metāls nav pietiekami uzkarsēts un kušanas process netiek uzsākts, skābeklis nespēs izspiest ugunsizturīgos oksīdus. Šīs situācijas otrādi, kad metālam ir zems kušanas punkts, degošas gāzes ietekmē tas var vienkārši izkausēt, tāpēc šo griešanas metodi nevar izmantot čugunam.
Drošība
Metāla griešanu ar gāzes uzstādīšanu labāk uzticēt pieredzējušam speciālistam, jo, ja ar to rīkojas neuzmanīgi, sekas var būt visai bēdīgas.
Drošības pasākumi prasa šādus nosacījumus:
- laba ventilācija telpā, kurā tiks veikts darbs;
- 5 metru attālumā nedrīkst atrasties baloni ar gāzi un citām degošām vielām;
- darbs jāveic aizsargmaskā vai speciālās brillēs, kā arī ugunsdrošā apģērbā;
- ir nepieciešams virzīt liesmu pretējā virzienā no gāzes avota;
- šļūtenes ierīces darbības laikā nedrīkst būt saliektas, uz tām kāpt, saspiest ar kājām;
- ja tiek paņemts pārtraukums, tad liesma pie degļa pilnībā jānodzēš un balonu gāzes vārsti jāpievelk.
Atbilstība šiem vienkāršajiem nosacījumiem nodrošinās drošus un efektīvus metāla griešanas darbus ar gāzes iekārtu.
Video: griezēju darbība, metāla griešanas apmācība





