Gāzes griešana Metāla: skābekļa patēriņš un propāns, tehnoloģija
Visizplatītākais veids, kā veikt metāla griešanu šodien ir autogens, to sauc arī par gāzi vai skābekli. Tās būtība ir atkarīga no tā, ka gāzes liesmas ietekmē metāla uzsilst un sāk izkausēt, un ietekmē skābekļa strūklu, tā sadegšana notiek, padarot šauru rievu.
Acetilēns, propāna-butāns, dabisks, koksa gāze tiek izmantota kā sildītājs.
Metāla griešana var klasificēt atkarībā no vēlamā gala rezultāta:
- virspusējs;
- atdalīšana;
- griešana šķēpu.
Virsmas gāzes griešana attiecas uz gadījumiem, kad ir nepieciešams noņemt metāla slāņus, lai izveidotu laika nišas, rievas un citus strukturālus elementus.
Sadalot sugas paredz, lai īstenotu gala-to-end samazināt, lai iegūtu nepieciešamo metāla elementu, daļu. Aizņēmumu metāls, lai iegūtu dziļi vai caur caurumiem, sauc par asu šķēpu.
Tehnoloģiskais process
Neatkarīgi no griešanas veidiem šī procesa veikšanas tehnoloģija būs vienāda. Gāzes sadedzināšana nodrošina temperatūru no 1000 līdz 1300 ° C, tas ir pietiekami, lai izkausētu cieto tēraudu. Šajā laikā tiek piegādāta spēcīga skābekļa strūkla, kas reaģē ar izkausētu metāla molekulām, oksidējot tos.
Tā rezultātā griezums tiek iegūts. Skābeklis tiek padots zem augsta spiediena, bieži vien sasniedz 12 atmosfēras, piemēram, strūklu pat bez barošanas uguns var samazināt ādu.
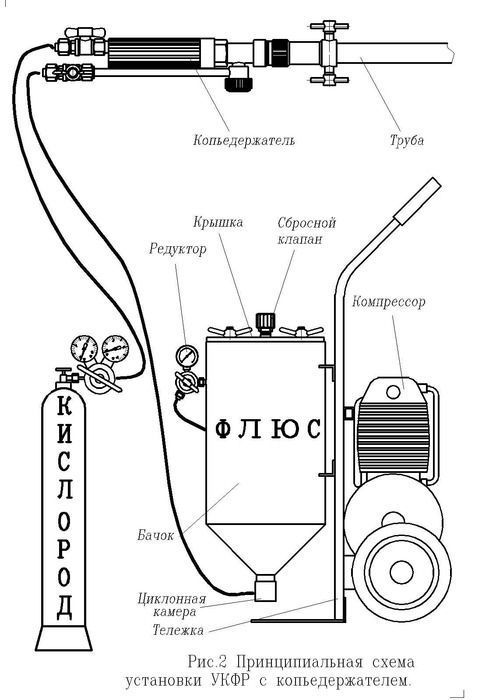
Griešanas aparāta struktūra ir izstrādāta šādā veidā:
- gāzes deglis;
- divi cilindri;
- mikseris;
- spiediena regulators;
- Šļūtenes.
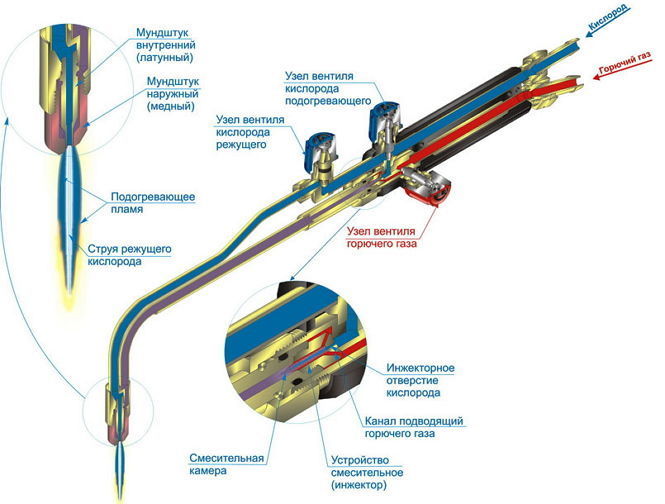
Gāzes deglis sastāv no galvas ar vairākām sprauslām, galvenokārt trīs. Ar divām pusēm degvielas viela tiek padota, izmantojot trešo, kas atrodas vidū, tiek piegādāts skābeklis. Cilindri ir paredzēti tieši gāzei un skābeklim atkarībā no paredzētā darba apjoma, tiek izvēlēti atbilstošie cilindri.

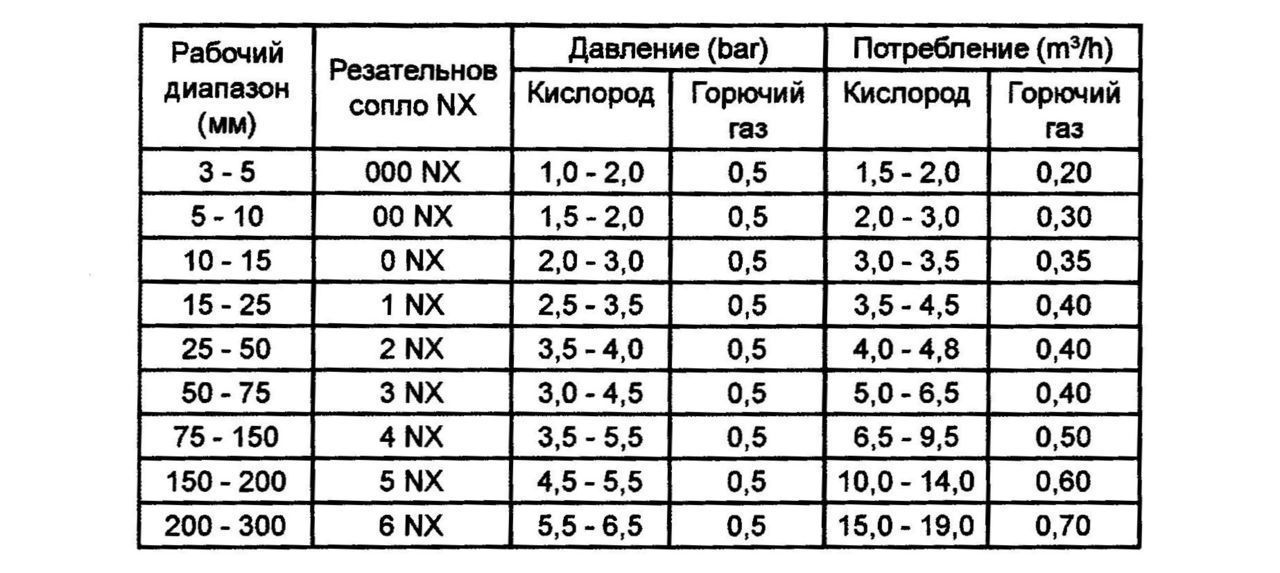
Lai nodrošinātu vienu stundu nepārtrauktu darbību, tiks patērēts vidēji 0,7 m 3 acetilēna (1 m 3 propāna) un 10 m 3 skābekļa. Kopumā nepieciešamais izejvielu daudzums būs atkarīgs no metāla blīvuma un nepieciešamās temperatūras apkurei. Samazināts propāna patēriņš var būt saistīts ar īpašām sprauslām uz sprauslām, kas nosaka gāzes piegādi noteiktā virzienā, jo tuvāk degvielas patēriņš palielināsies skābekļa strūkla.
Šļūtenes ir nepieciešamas skābekļa un degvielas piegādei no cilindriem maisītājā, tos sauc arī par piedurknēm. Materiāls, no kura šļūtenes ir divu slāņu riepas, starp rāmja slāņiem, kas izgatavoti no kokvilnas pavediena. Diametrs - līdz 12 mm, ekspluatācijas iespēja gaisa temperatūrā nav zemāka par -35 o C.
Spiediena regulatoram ir nepieciešams nodrošināt dažādus režīmus un griešanas ātrumus. Mazāku degvielas daudzumu var nodrošināt ar zemu temperatūru, kas nepieciešama smalkam tēraudam vai zemam stiprībai, kā arī samazināt izejvielu patēriņu.
Vēl viena svarīga pārnesumkārbas funkcija ir saglabāt vienotu spiediena līmeni. Ja gāzes piegāde tiek pārtraukta griešanas procesā, metāls ātri atdzesē un turpmāka apstrāde kļūs neiespējama.
Metāla griešana ar propānu un skābekli
Nepieciešamā iekārta
 Griezējs P101
Griezējs P101 Pirmais griezējs bija R1-01 ierīce, tas tika veidots PSRS, tad parādījās vairāk modernizēti modeļi - P2 un P3. Ierīces atšķiras ar sprauslu izmēriem un pārnesumkārbas jaudu. Vairāk modernu manuālo iestatījumu:
- Pārmaiņas;
- Quicky;
- Orbītā;
- Secātājs.
Tos raksturo papildu funkciju un veiktspēju.
Quicky var veikt cirtaini griešana, saskaņā ar norādītajiem zīmējumiem, darba ātrums sasniedz 1000 mm minūtē, maksimālais pieļaujamais metāla biezums līdz 100 mm. Ierīcei ir komplekts noņemamām sprauslām, lai nodrošinātu dažādu biezuma metāla loksnes vai caurules.
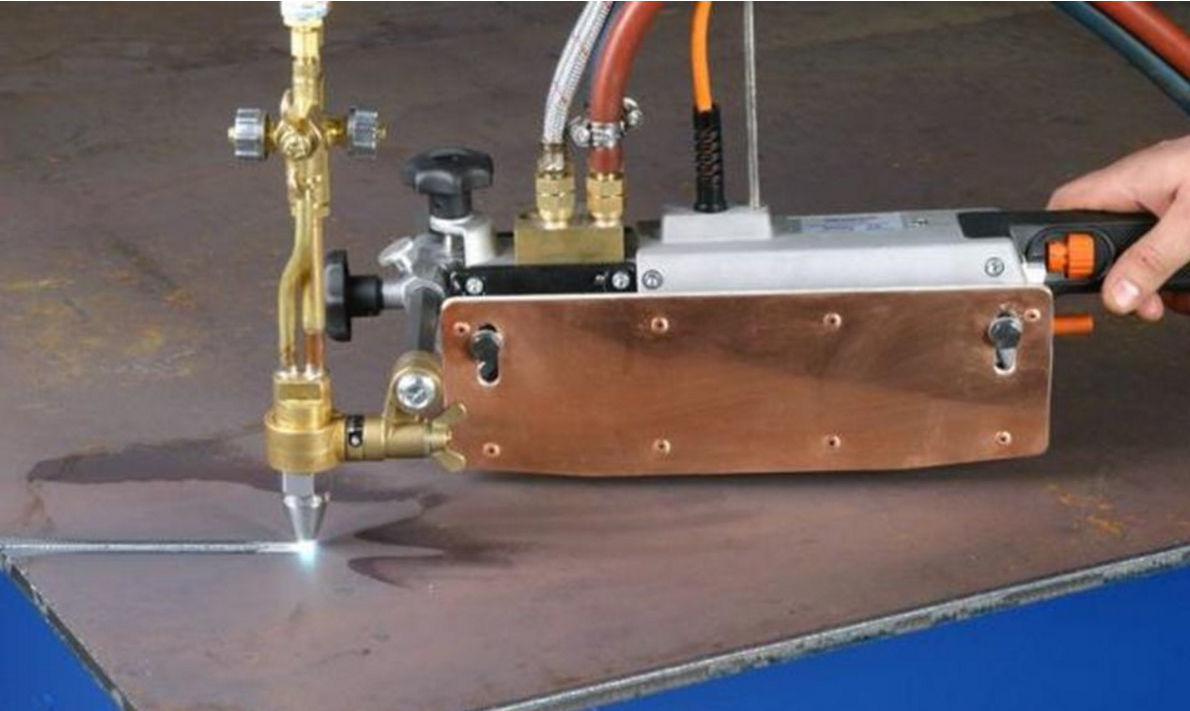
Šis aparāts var strādāt, izmantojot dažāda veida uzliesmojošu gāzi, atšķirībā no P1-01 prototipa, kas darbojas tikai acetilēnā.
Manuāla secarbons cutter ir vairāk uzlabota raksturlielumi, salīdzinot ar kolēģiem.

Ar to jūs varat apstrādāt metālu ar biezumu līdz 300 mm, tie ir aprīkoti ar papildu sprauslām, kas iekļautas komplektā, tās ir noņemamas, un tos var iegādāties papildus, kā nodilumu. Secator var radīt šādus griešanas veidus:
- sapratu;
- vienkāršs
- gredzens;
- zem skrūves.
Ātrumu var regulēt diapazonā no 100,1200 mm minūtē, un izmantojot iebūvēto uzmavu savienojumu, tiek nodrošināta vienmērīga metāla lapas kustība. Gaisa dzesētais reduktors nodrošina tīrāku darbu un samazina degvielas patēriņu.
Iepriekš minētie modeļi pieder manuālajai, tas ir, tie ir kompakti, pārvalda, izmantojot vedņa rokas. Bet lieliem metāla apjomiem, strādājot ar tādiem
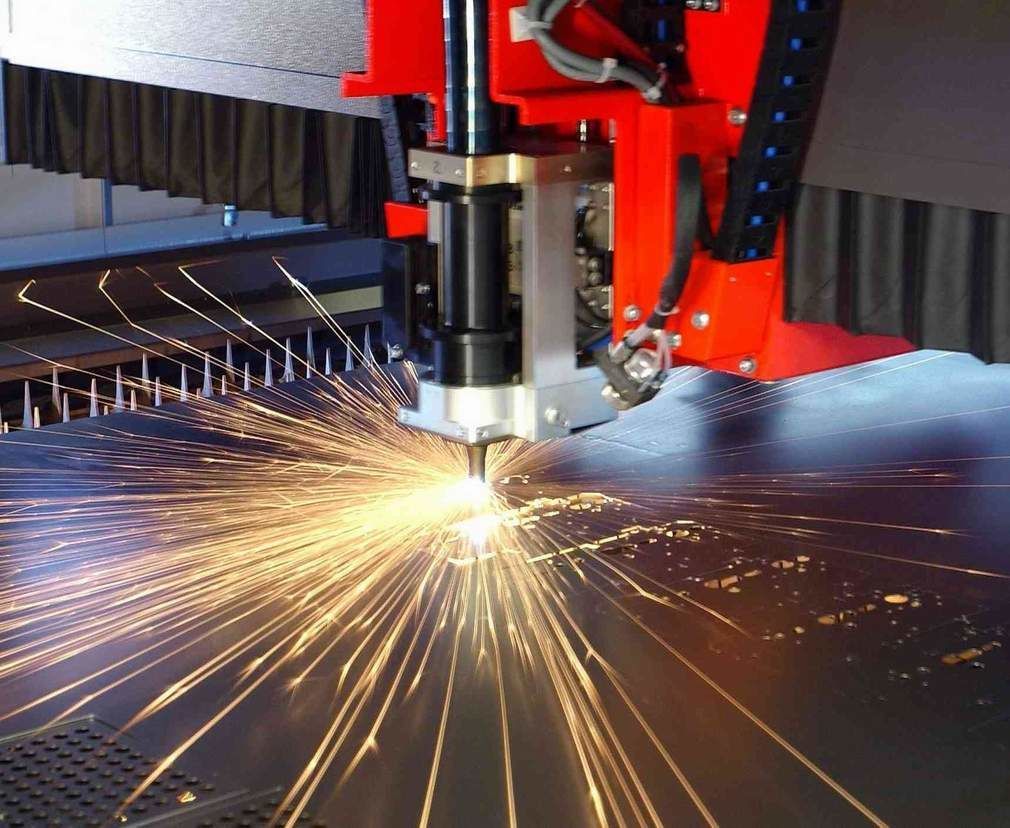
iekārtas ir neērtas un nav efektīvi. Rūpnieciskās ražošanas tiek izmantotas stacionāras griešanas iekārtas - tas būtībā ir tāda pati tehnoloģija.
Tie ir mašīna ar tabletopu, kurā ir uzbūvēts griešanas mehānisms. Tās darbs nodrošina elektrisko
kompresors, par kuru elektrotīkls ir nepieciešams no vismaz 380 V un trīs fāžu kontaktligzdām. Stacionāro griešanas iekārtu darba modeļu tehnoloģija nav nekas, bet atšķiras no rokasgrāmatas. Atšķirība ir tikai veiktspēja, maksimālā apkures temperatūra un spēja apstrādāt metālu, kas pārsniedz 300 mm biezu.
Metāla griešanas apstākļi
Metāla gāzes griešana būs efektīva tikai tad, ja metāla aizdedzes temperatūra ir mazāka par kušanas punktu. Šādas proporcijas novēro zemu oglekļa sakausējumu, tie izkausē pie 1500 ° C temperatūrā, un aizdedzes process notiek 1300 o C.
Augstas kvalitātes ekspluatācijai, ir nepieciešams nodrošināt pastāvīgu gāzes piegādi, jo skābeklis prasa nemainīgu siltuma daudzumu, ko galvenokārt uztur metāla sadegšanas un tikai 30% nodrošina gāzes liesmu. Ja tas ir apstājies, metāls vairs nespēj radīt siltumu un skābekli, nevarēs veikt to piešķirtās funkcijas.
Darba griezējs, metāla griešanas apmācība
Maksimālā manuālā gāzes griezēju temperatūra sasniedz 1300 ° C, tas ir pietiekama vērtība vairuma metāla apstrādei, tomēr ir tie, kas sāk izkausēt augstu augstu temperatūru, piemēram, oksīda alumīnija - 2050 ° C ( Tas ir gandrīz trīs reizes vairāk nekā temperatūra kušanas tīra alumīnija), tērauda ar hroma saturu - 2000 o c, niķelis - 1985 o S.
Ja metāls nav pietiekami, un kausēšanas process netiek sākts, skābeklis nevarēs pārspēt ugunsizturīgus oksīdus. Apgrieztā šī situācija, kad metālam ir zems kušanas punkts, sadedzināšanas gāzes ietekmē, tā var vienkārši izkausēt, tāpēc nav iespējams izmantot šo čuguna griešanas metodi.
Drošības tehnika
Metāla griešanas ieviešana, izmantojot gāzes iekārtu, ir labāk uzticēt pieredzējušam speciālistam, jo \u200b\u200bar neprecīzu apelāciju sekas var būt pietiekami skumji.
Drošība ietver šādus nosacījumus:
- labas ventilācijas telpās, kur tiks veikts darbs;
- 5 metru attālumā nav jābūt cilindriem ar gāzi un citām degošām vielām;
- darbs jāveic aizsargājošā maskā vai īpašās glāzēs, kā arī ugunsizturīgā apģērbā;
- tieša liesma ir nepieciešama pretējā virzienā no gāzes avota;
- ierīces darbības procesā nevar uzsākt šļūtenes, kas notiks uz tiem, nostiprinot viņu kājas;
- ja pārtraukums tiek darīts, tad degļa liesma ir pilnībā jāatbild uz degli un pievelciet cilindru gāzes vārstus.
Atbilstība šiem vienkāršajiem nosacījumiem nodrošinās drošu un efektīvu darbu ar metāla griešanas gāzes uzstādīšanu.
Video: darba griezējs, metāla griešanas apmācība





