Dujų (deguonies) metalo pjovimas
Per daugelį metų žmonija naudoja metalo gaminius. Kai kurie iš jų reikalauja preliminarų pjovimo tolesniam mažų gabalų naudojimui.
Vienas iš metalo pjovimo metodų yra dujų pjovimas. Šio metodo technologija turi savo charakteristikas ir įrangą.
Metalo dujų pjaustytuvas buvo plačiai populiarus remonto darbuose. Šis pjovimo metodas buvo pagrindinis.
Šio metodo pasiskirstymas yra pagrįstas keliais funkcijomis:
- Išplečia didelio storio ruošinius;
- Nereikalauja galios nuo maitinimo šaltinio;
- Aukštas našumas;
- Gebėjimas atlikti sudėtingas operacijas;
- Rankinis ir automatinis veikimo režimas.
Šis metodas leidžia tvarkyti anglies ir legiruotas plieną, titano lydinius, žalvaris, ketaus, švino, bronzos, aliuminio.
Dujų pjovimas gali būti klasifikuojamas į kategorijas, susijusias su pjūvio pobūdžiu:
- Atskyrimas - pasižymi nutraukimo iki pabaigos, kuris padalina ruošinį į norimą skaičių dalių įgyvendinimą;
- Paviršius - reiškia ruošinio paviršiaus sluoksnio pašalinimą, formuojant būtinus kanalus, lizdus ir kitus struktūrinius sekcijas;
- Pjovimas ietimi - reiškia apdoroto paviršiaus deginimą, kad būtų galima atidaryti arba kurčias skyles.
Taigi metodas leidžia derliaus įvairių metalinių dalių, gaminančių skirtingų skersmenų vamzdžių suvirinimą.
Technologiniai etapai
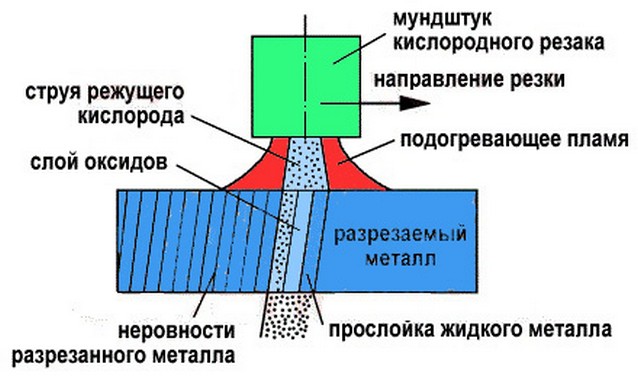
Dujų pjovimo technologijų metalas susideda iš tokių veiksmų:
- Metalo ruošinių pašildymas naudojant šildytuvą iki 1100 ° C temperatūros;
- Deguonies srauto įvedimas į perdirbimo zoną;
- Susilietus su deguonimi su metaliniu paviršiumi, įvyksta uždegimas;
- Pagal uždegimo įtaką ruošinys prasideda "sudeginti", sudarant norimą perdirbimo rezultatą.
Ruošinio pašildymas vyksta pagal degiųjų dujų ir techninio deguonies mišinį.
Propano-butano sudėtis, acetilenas, natūralus, pirolizė arba kokso dujos yra naudojamos kaip degioms dujoms. Acetilenas ir propano-butano sudėtis yra populiariausi.
Uždegimo procese oksidų formavimo reakcija. Jie išpūsti iš darbo zonos su deguonies srautu. Metalo oksidacija atsiranda tik deguonies srauto veikimo srityse, kurios pašalina reakcijos reakciją į metalą. Dėl pjovimo proceso tęstinumo, užtikrinant šildymo kompozicijos srovę prieš deguonies srovę.
Reikėtų nepamiršti, kad lydymosi temperatūra perdirbto metalo turi būti didesnis už uždegimo temperatūros dydį deguonyje. Priešingu atveju, metalinis degimas nebus.
Taip pat suformuotų oksidų lydymosi indikatorius turi būti mažesnis už atitinkamus metalo rodiklius. Tai pateisinama tuo, kad kitaip atsiradusieji produktai nepaliks darbo zonos, bet liks ant ruošinio paviršiaus. Renkantis ruošinį, turite naršyti metalo šiluminį laidumą. Tai yra mažesnė, tuo lengviau ji bus uždegusi.
Pjovimo įrenginys
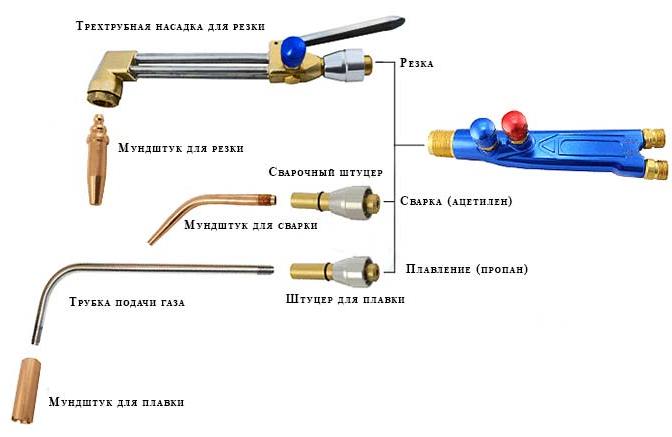
Pjovimo proceso žingsnių pokytis suteikia specialią įrangą. Tai reiškia tinkamą stabilų operacijų stabilumo ir saugos dizainą. Vienas iš pagrindinių komponentų yra dujų pjaustytuvas. Taip pat yra purkštukai, skirta suvirinimui ir lydymui naudojami su šia įranga.
Pjovimas apima dujų mišinio dozės ir junginio tikslumą su deguonimi. Ir šis įrenginys taip pat suteikia atšilimo liepsną ir deguonies įvedimą į darbo zoną.
Stiprinti pjaustytuvai yra švirkščiamųjų įrenginių, dirbančių su plieno storis iki 30 cm. Šis pjoviklis jungia pjovimo ir šildymo įrenginį. Šildymo įrenginyje yra vožtuvai, atsakingi už dujų mišinio tiekimą ir deguonį. Ir taip pat yra įpurškimo ląstelė, maišymo kamera, tiekimo vamzdis, lauko mufinas.
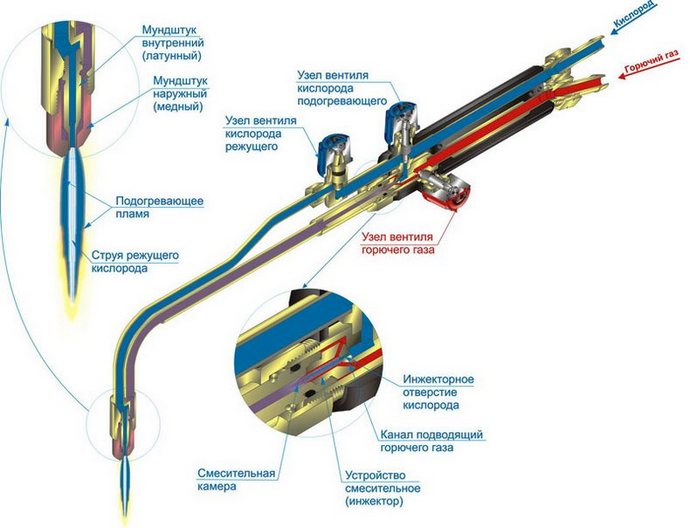
Pjovimo įrenginį sudaro vamzdis su deguonies pjovimo purkštuku, reguliuojant vožtuvą, vidinį tipo kandiklį.
Dujų mišinys ir deguonis pereina į pjaustytuvą per skirtingus įėjimus. Deguonis juda į purkštuką ir kandiklį, kad sukurtumėte pjovimo purkštuką. Po purkštuko, deguonies tiekiamas į maišymo kamerą, kur dujos taip pat siunčiamos per savo įvesties atidarymo.
Po sumaišymo, kompozicija pasirodo būti kandiklyje, atsakingame už atšilimo liepsnos susidarymą. Vožtuvai leidžia keisti srautus.
Pjaustymę galima padalinti iš naudojimo srities:
- Rankinis - naudojamas rankiniam pjovimui;
- Mašina - Rasti naudojimą ant pjaustymo mašinų ir mašinų.
Skirtingiems degių mišiniams yra vis dar yra nereikalingų pjaustytuvų ir įrankių:
- Acetilenas;
- Propano, butano ir propano-butanai;
- Universalus;
- Gamtinių dujų pjaustytuvai;
- Keroseno pjaustytuvai - turi garintuvą benzino garų, žibalo ir benzino-žibalo mišinio gamybai.
Pasibaigus bet kokio pjaustytuvo naudojimo pradžioje, jo sveikata pirmą kartą patikrinama. Tada prietaisas yra išvalytas deguonimi.
Taikoma įranga
Metalo pjovimas su dujomis reiškia daugelio pagrindinių ir papildomų įrenginių naudojimą. Be pjovimo įrenginių, susideda iš:
- Reduktorius - naudojamas siekiant sumažinti krypties dujų slėgį į reikiamą vertę. Jame yra du slėgio matuokliai matavimams įvesties ir lizdo.
- Slėgio įrankis.
- Dujų ir deguonies cilindrai.
- Sukabinimo žarnos.

Pavarų dėžė užtikrina slėgio reguliavimą ir automatinę pasiekto vertės palaikymą pastoviai. Pavarų dėžė gali būti suformuota viena ar dviem fotoaparatais. Jei yra dvi fotoaparatai, prietaisas retai užšaldyti, kuris atsispindi patikimumuose ir operacijų seka.
Cilindrai yra pagaminti iš plieno. Tūris yra 0,4-55 \u200b\u200bdm3. Jie turi uždarymo vožtuvą. Priklausomai nuo kompozicijos (deguonies ar dujų) sudėties, vožtuvai yra skirti įvairiems dizainams. Kalbant apie sudėtį cilindro viduje, buvo sukurta spalvų skirtumai ir užrašai.
Pjaustant specialiomis mašinomis, stacionari ieškojimo įranga yra numanoma. Tuo pačiu metu taikyti pagalbinius įrenginius:
- Pjovimo lentelė;
- Mechanizmas, leidžiantis pašalinti suformuotų šlakų ir pjovimo;
- Perdirbto ruošinio perkėlimo sistema;
- Vėdinimo sistema.
Be to, pateikiami kiti dujų atskyrimo ir darbo įrašai.
Metalo pjovimo įranga plačioje skalėje yra komponentų komponentai:
- Vežėjo dalis;
- Cutter (galbūt vienas ar daugiau);
- Pavaros įtaisas;
- Nuotolinio valdymo pultas.
Didelėse gamybos įmonėse dažnai naudojamos nešiojamos pjovimo mašinos. Jų darbo principas nesiskiria nuo stacionarių prietaisų.





