Deguonies propano pjaustytuvas
Metalo konstrukcijų išmontavimo procesas reikalauja naudoti specializuotą įrankį. Dalių ruošinys atliekamas pjaustant, nes jis naudojamas metalo skleisti kaip dujų montavimo propano - deguonies tipo ir kitų įrenginių. Mažos storio tvarkymo konstrukcijose mechaniniai įrenginiai yra tinkami, storos lakštai apdoroja dujų pjaustytuvu. Įrenginio veikimo principas yra tas pats, nepriklausomai nuo dizaino. Kaip mėgautis mechanizmu, aprašykite įvairias specifikacijas, būtina laikytis saugumo reikalavimų, kitų funkcijų.
Veikimo ir tipų principas
Veikimo principas grindžiamas deguonies srove su švarginam vaizdu, per dujų pjaustytuvo antgalį. Nepriklausomai nuo autogeno struktūrinių savybių, vykdymas atsiranda dėl metalo degimo pagal tinkamą - deguonies terpę. Pagrindinis reikalavimas naudoti prietaisą - degimo temperatūra turi būti didesnė už lydymosi, kitaip medžiaga bus išlydyti ir nutekėti, kuris trukdo aukštos kokybės darbui.
Dauguma plieninių lydinių neturi įtakos deguonies propano pjaustytuvui dėl didžiausios doped priemaišų dalies ribos. Anglies buvimas elemento sudėtyje gali sukelti nestabilią operaciją arba sustabdyti procesą. Poveikis metalo atsiranda keliais etapais:
- Temperatūra pakyla iki to, kaip plienas pradeda degti. Norint gauti norimą liepsnos degiklį, ozonas sumaišomas su kuro mišiniu, kuris yra būtinas proporcijas.
- Po šildymo zona atsiranda deguonies terpės šildomo plieno oksidacija ir medžiagų išleidimas iš apdorojimo vietos.
Rankinių pjovimo klasifikacija yra padalinta į keletą parametrų, priklausomai nuo darbo tipo. Pagrindinės charakteristikos:
- naudojamos įvairios degiosios dujos, metanas, propanas - butanas, acetilenas ir kiti;
- maitinimas, šildymo mišinio gavimo parametras;
- dujų gamybai veikiančio purkštuko dizainas naudojamas tiek injektorių įrenginiams, tiek be injekcijos.

Galia yra padalinta į kelias rūšis, nuo mažų iki aukšto lygio. Esant mažoms galia, elementai, kurių storis yra nuo 3 iki 100 mm storio, vidutinis nustatymų tipas yra įmanoma sumažinti medžiagas, kurių storis yra iki 200 mm, didelės - 300 mm. Yra veislių, galinčių gydyti produktą su iki 500 mm storio, tokie įrenginiai naudojami tiek pramonės, tiek namų ūkio sąlygomis. Kai kurie komponentai priklauso ne tik nuo galios, bet ir dujų pjaustytuvo konstrukcijos.
Dizainas
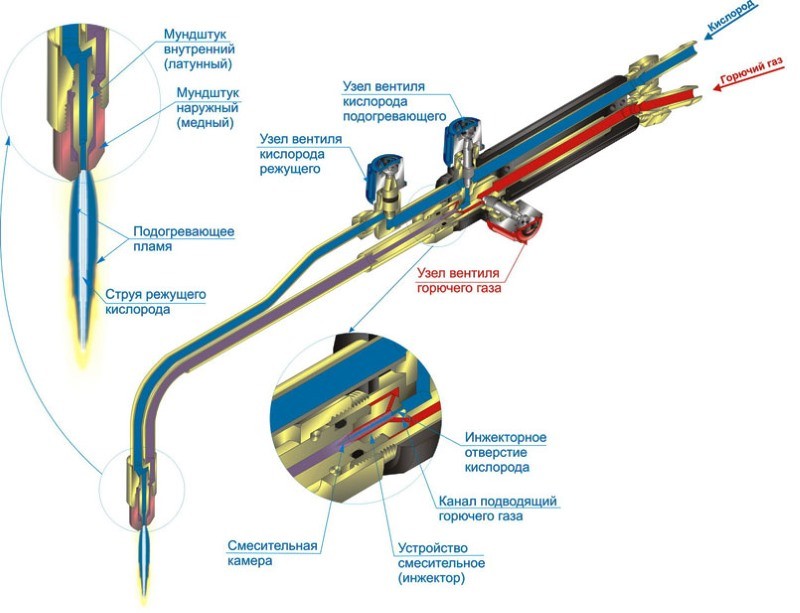
Dažniausias plieno konstrukcijų apdorojimo įrenginys yra dviejų vamzdžių įpurškimo pjaustytuvas. Degus mišinys yra padalintas į kelis srautus, kurie leidžia koreguoti liepsnos galią dirbant. Reguliavimo mechanizmas yra ant išorinės korpuso dalies, yra svirties tipo įrenginiai.
Srauto juda per vamzdelį iki galo per galvą, išleidimas atsiranda dideliu greičiu per centrinį antgalį. Komandiklis yra atsakingas už pagrindinį pjaustytuvo funkcionalumą, pjovimo proceso dalį. Dalis dujų yra išversta į purkštuką, kuris paliekamas aukštu slėgiu, sukuria išleidimą, taip sujungiant degią mišinį. Maišymo procesas apibrėžė atlikto srauto greičio derinimą.
Mišinio susidarymą atlieka ant galo galo, kuris pasiekia apatinį vamzdelį. Žibintuvėlis susidaro tarp išorinio, vidinio kandiklio, degių mišinio susidarymo pasekmė. Dviejų kanalų sistema yra įrengta reguliuojami vožtuvai, leidžiantys reguliuoti tiek deguonies ir pagalbinių dujų tiekimą į purkštuką.
Dizainas be injekcijos tipo yra sudėtingesnis, kaip ir dviem deguonies srautams ir atskirai dujoms yra vamzdžių. Degios sudėties mišinys vyksta tiesiai galvos viduje, šis dizainas yra saugesnis. Norint atlikti veiksmus, reikės didesnio deguonies ir degiųjų dujų slėgio tiekimo.
Pjautuvų dydis nustatomas pagal GOST standartus, gamybai su mažomis dalimis, modeliai P1 yra naudojami su visu ilgesniu ne daugiau kaip 50 cm. Galingesnis dizainas yra pagamintas ilgiau, yra konkrečios išplėstinės struktūros, skirtos atlikti užduotis su sunkia prieiga prie pjovimo vietos.
Privalumai ir trūkumai
Dujų degiklis yra skirtas išsklaidyti produktus gamybos sąlygomis, su daug užduočių. Prieš taikydami prietaisą, svarbu suprasti, kokie raktai yra metalo pjovimas propanu ir deguonimi:
- Veiksmo mechanizmas yra patogus atliekant kirtimo linijas supjaustytos pjaustymo. Stabili galia leidžia mums padalinti įvairių storių metalo gaminius. Tais atvejais, kai neįmanoma naudoti įrankio, pvz., Kampinės mašinos, naudojamas dujų degiklis. Uždaryti apvalią produktą arba kurčiųjų angą atlieka dujų degiklis, nereikalaujant ypatingų pastangų.
- Dujų pjaustytuvas turi pranašumą priešingai nei benzino modeliams. Be mažo svorio, mechanizmas neveikia didesnio triukšmo veikiant, taip pat kompaktiški.
- Aparato naudojimas pagal degiųjų dujų poveikį leidžia paspartinti vykdymą dvigubai, o tai nėra mechaninių instrumentų galia.
- Propanas, kaip ir dujos skystoje būsenoje, išsiskiria maža kaina. Todėl jis naudojamas ne tik gamybos produktų apdorojimui, bet ir metalo ir kitų veiksmų šalinimui.
- Propano kaip degių mišinio naudojimas leidžia atlikti aukštos kokybės supjaustymą. Pjovimą atlieka siaura, išskyrus tai, kas yra pagrindinis kokybės darbo veiksnys.
Trūkumai gali būti pažymėti, kad kai kurios medžiagos negali būti gydomi propano pjaustytuvu, pavyzdžiui, ketaus ir didelio lydinio plieno.
Naudojimo savybės
Plieninės medžiagos, turinčios didelį anglies kiekį, nerekomenduojama sumažinti dujų įtaiso. Priežastis yra didelio lydymo taškas, esantis arti fokusavimo parametro. Vietoj to, kad antgalio ekspozicija išmetama, medžiaga reaguoja su kraštų kraštais, kurio rezultatas yra nutrauktas, ryšys negali būti apdorojamas.
Darbas su ketaus gali sukelti tam tikrų sunkumų, pavyzdžiui, grafito buvimo, formos grūdų. Be to, dujų pjovimas nėra naudojamas propanu, vario, aliuminio, kitų lengvai lydančių plienų apdorojimo atvejais.
Būtina įranga
Norėdami atlikti įvairias plieno apdorojimo užduotis, būtina paruošti įrangą, kad tinkamos priemonės. Veikimas atliekamas naudojant:
- cilindrai su deguonimi ir propanu;
- disistemos įrankis;
- tam tikro dydžio kandiklis;
- Žarnos.
Saugos technika yra dėl kiekvieno cilindro reguliavimo vožtuvo buvimo. Propano cilindras turi atvirkštinę sriegio siūlą, todėl papildomos reduktoriaus įrengimas neįmanomas. Įranga turi panašius dizainus tiek namų ir gamybos tiksluose. Prieš gaminant metalą, būtina patikrinti veikimą, visų reguliavimo elementų buvimą.

Ozono atvykimas pažymėtas mėlyna spalva, vožtuvai yra tiek tiesiai ant cilindro ir ant pjaustytuvo. Propano srautas pažymėtas kaip visos kitos dujos ir sprogstamosios medžiagos, raudonos arba geltonos.
Prijungus pjoviklį, procesas prasideda, kai maišymo kameroje yra deguonies ir propano sujungimas, dėl kurio susidaro degių mišinys. Dizainas numato suvestinių, planuojamo remonto ir priežiūros pakeitimo, jei nesugebėsite vienos iš mazgų, jis yra įmanoma jį pakeisti, toliau dirbti. Komandos pasirinkimas, priklausomai nuo pagamintų užduočių tipo, turi įvairius rodmenis ir skiriasi skaičiais.
Niuansų pjovimas
Sumaišymo procesas numato greičio kontrolę, parametras pasirenka vizualiai, priklauso nuo kibirkščių skaičiaus ir jų nepalankioje padėtyje. Pjovimo proceso susidaręs kibirkštinio srautas turi būti suformuotas 90 ° kampu, atsižvelgiant į paviršių. Greitis yra reguliuojamas, jei srautas keičia kryptį, šiuo atveju greitis yra mažas, reikia nustatyti nustatymą.
Struktūros storis veikia procesą, jei lapų apdorojimo atveju yra daugiau kaip 6 cm storio, jis turi būti dedamas į žemą kampą, kad tekėtų šlakai. Apdorojant storas produktus, svarbu atlaikyti daugiau nei 15 ° kampą, valdyti greitį. Jei nutraukus išsiskyrimą kelio viduryje, šis procesas nėra atnaujinamas šiuo metu ir pirmiausia reikia. Kad išvengtumėte pakeitimų, kai veiksmai su stora produktu, būtina išlaikyti pjoviklį taip, kad metalas būtų apdorojamas visame perimetre.

Baigus plieno pjovimo, pjovimo dujų tiekimas yra išjungtas. Tada vožtuvas sutampa ant cilindro, paskutinė eilė yra uždaryta degalų mišiniu.
Paviršiaus ir garbanotas pjovimas
Metalo paviršiaus reljefo kūrimo procesas atliekamas keliais kitais būdais. Pjovimą atlieka antgalio, o lydytas šlakas, šildo apatinę produkto dalį. Šildymas atliekamas iki temperatūros, kuri neviršija medžiagos uždegimo.
Pjovimo deguonies atidarymas suteiks tam tikrą medžiagos degimo dalį, tokiu būdu gaminant švarų kraštą ir pjovimo liniją.
Veiksmas atliekamas iki 80 ° kampu, po dujų tiekimo, pjoviklis juda į kampus nuo 18 iki 45 ° kampu. Reikalingo dydžio griovelių susidarymas atliekamas reguliuojant greitį. Didesnis griovelio dydis pasiekiamas kaip besikeičiantis kandiklio kampu ir lėtėja greitį, koreguojant deguonies lygį. Griovelio plotis kinta reguliuojant purkštuko srautą per antgalį, gylio santykis, griovelio plotis yra lygus 1 - 6. Plotis turi lengvatinį objektą, nes Galima suformuoti saulėlydį ant gaminio paviršiaus.
Atkreipti dėmesį į renkantis dujų pjaustytuvą
Aukštos kokybės įrankio parinkimas tiesiogiai priklauso nuo rezultato. Jei nepaisote kai kurių parametrų, prarandamos tam tikros pjaustytuvų savybės, sumažėja saugumo parametrai. Propano ir deguonies sprogstamosios medžiagos, kurioms operacijos metu reikia laikytis kai kurių reikalavimų:
- Rankena atliekama iš aliuminio lydinių, plastiko yra skirtos pigesnių įrankių, laikui bėgant, praranda formą.
- Žalvarinis spenelis truks ilgiau aliuminio struktūrą, nes ji turi didesnį išteklius deformacijoms.
- Vožtuvo sukimas turėtų būti su šiek tiek pastangų, kad sustabdytų procesą nestandartinei situacijai. Rekomenduojamas vožtuvo dydis yra mažiausiai 4 cm.
- Patikimiausi velenai yra pagaminti iš nerūdijančio plieno, gali atlaikyti iki 1500 ciklų be pakeitimo, žalvaris neplanuoja panašaus aptarnavimo tarnavimo laiko. Tinkamiausias variantas yra kombinuotas velenas, turintys palankų kainų kokybės santykį.
- Pjaustytuvo dizainas turi būti sulankstomas, palaikoma techninė priežiūra. Medžiagos kandiklis - varis.

Būtina atkreipti dėmesį į remonto rinkinių prieinamumą, atsargines dalis pjaustytuvui. Jei nėra laisvų pardavimo, remontuojant remontą gali kilti problemų.
Kaip naudoti deguonies propano pjaustytuvą
Propano - deguonies pjaustytuvo veikimą reikia laikytis tam tikrų taisyklių. Prieš naudodami įrangą su deguonimi, propano pjaustytuvu, svarbu susipažinti su šiais reikalavimais:
- Saugos įrangos laikymasis nėra ignoruojamas, svarbu taikyti apsauginę kaukę arba specializuotus akinius. Be to, operatoriaus drabužiai turi būti pagaminti iš ugniai atsparios medžiagos.
- Liepsna nuo pjaustytuvo turi būti išleidžiama iš dujų tiekimo žarnų priešingoje pusėje.
- Cilindrų su dujomis vieta neleidžiama atstumu nuo penkių metrų arti tiesioginio darbo vietos.
- Dissekcija yra pagaminta atvirame ore arba patalpoje su gera ventiliacija.
Ilgalaikė paprasta įranga reikalauja prevencijos prieš pradedant darbą. Prieš pradedant bandymą, propano žarna yra atjungta, tiekiamas dujų slėgis. Injector yra tikrinamas pirštu į skylę, jei atsiranda siurbimas, tai reiškia, kad įranga yra geros būklės.





