Metalo pjovimo pagrindai: inverteris, plazma, dujos
Metalo pjovimas su suvirinimu iki tam tikro laiko buvo aktyviai naudojamas kaip pagrindinis metodo metalo konstrukcijų namuose. Gautas pjūvis nebuvo išskirtas dėl grožio, todėl malūnėlis buvo pastebimai suvirintas. Į įrodytus metus metodas vis dar naudojamas, jo pajėgumai išplėtė naudojant naują įrangą.
Su suvirinimu, metalo supjaustyti šiais atvejais:
- lauko sąlygomis, kai nėra elektros energijos šaltinių,
- tai įvyksta, būtina sumažinti labai storą metalą,
- pjovimui, jums reikia gauti sudėtingos formos gabalą,
- būtina sumažinti metalą sunkiai pasiekiamoje vietoje.
Suvirinimas susijęs su universaliais procesais, kuriuos galima naudoti ir sujungti ir padalinti dalis į dalis. Daugiausia taikoma namuose šias metalo pjovimo įrangos versijas:
- lankas (inverteris),
- dujų pjaustytuvas
- pLASMOREZ.
Šiame straipsnyje išsamiai kalbėsime apie bruožus, technologijas ir pagrindinius metalo pjaustymo su suvirinimo inverteriu, dujų pjovimo metalo su deguonimi ir propano, ir plazmoje pjovimo metalo. Studijavę pagrindinius darbo su įvairių tipų įranga principus, galite atlikti metalinį pjovimą su savo rankomis.
Pjaustymas Arc.
Mokant suvirinimo pagrindus, naujokas labiausiai bijo deginti metalą ir visiškai sunaikinti ryšį. Pjaustant metalą, suvirintojo tikslas degina, pjaustant metalą.
Norint sumažinti metalą su suvirinimo lanku, būtina jį į šildyti iki lydymosi taško ir nuimkite išlydytą metalą nuo suvirinimo zonos. Pašalinimas atliekamas pagal savo svorį išlydyto metalo, dėl slėgio iš lanko pusės arba suvirinimo zonoje tiekiamos oro srauto.
Tokie elektrodai naudojami metalo pjovimui:
- metalinė padengta. \\ T
- anglies,
- vamzdinis,
- volframas.
Šis metodas supjaustytas plienas, įskaitant legiruotus, spalvotųjų metalų ir lydinius.
Trūkumai apima žemos kokybės supjaustymą, netolygius kraštus, masto buvimą. Todėl, jei ateityje metalas eina sukurti struktūras, kraštai turi būti papildomai apdorojami, pavyzdžiui, valyti.
Pjovimas atliekamas toje pačioje įrangoje kaip suvirinimas visose erdvinėse pozicijose. Kaip įranga namuose, anksčiau buvo naudojamas transformatorius ar lygintuvas, dabar dažniausiai naudojamas inverteris.
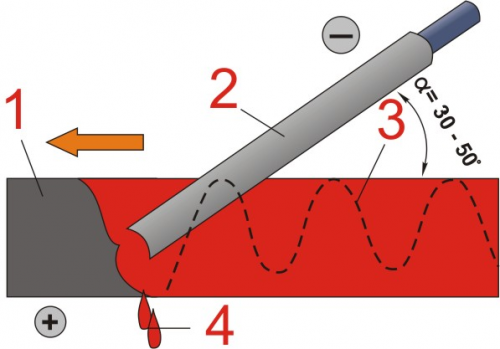
ARC pjovimo pagrindai
Norint sumažinti metalo lanką, nustatykite srovės stiprumą 30-40% didesniais nei suvirinimo. Jie apšviečia galingą lanką ant viršutinio metalo krašto ir gilina žemyn, pjaustant kraštą.
Metalo pjovimas su suvirinimo inverteriu
Mažos skersmens elektrodas pasirenkamas, bet dabartinis, priešingai, paroda daugiau nei būtina suvirinimui. Pavyzdžiui, elektrodo skersmuo yra 2,5 mm, 140A yra įdiegta.
Šviesinkite lanką ir palikite elektrodą vienoje vietoje. Jūs bandote išlaikyti lanką gilinti, nesvarbu, kaip metalas gyveno.
Jei plokštelė yra vertikaliai, išlydytas metalas bus švelniai traukiamas. Su horizontaliu metalo pjaustymu, suvirinimo keitiklis bus surinktas plokštelės apačioje.
Siekiant užtikrinti geriausią šilumos šildymą, yra absorbuojamas tiesus poliškumas. Tokiu atveju metalas giliai šildo, bet pjovimas gaunamas siaurai.
Vaizdo įraše rodomos, kokios galimybės atidaromos, kai yra taikomas lanko pjovimas. Plokštelė esant 10-20 mm storio yra supjaustyta per kelias minutes lengvai ir gražus.
Pjovimo dujų pjaustymo. \\ T
Iki šiol metalo dujų pjaustytuvas išliko pagrindinis metalo skaidinio metodas, ypač jei tai buvo būtina atlikti aštrią grandinę, tvarkyti kraštą arba gauti skylę. Privalumas yra tai, kad nereikia dirbti elektros šaltinyje.
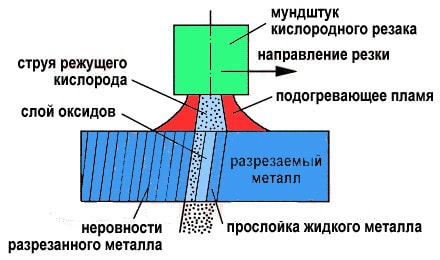
Metalo pjovimas su dujų pjaustytuvu atliekamas taip: deguonies mišinys su degiomis dujomis, gauta degiklis šildo metalą supjaustytos zonoje iki degimo temperatūros, ne mažesnės kaip 12000C. Pašarų deguonies srovę.

Metalo flima ir išjungia pjovimo liniją. Dažniausiai pjovimui naudoja deguonį mišinyje su propanu. Dujų pjovimas apdorojamas plienu, tiek anglies ir lydintaisiais, titano lydinimais.
Metalo dujų pjovimas ant propano ir deguonies mišinio
Prieš pradedant dirbti, metalas yra paruoštas: išgryninto purvo, riebalų, skalės, rūdžių.
Dujų pjovimo įranga
Tai užtrunka mažiau įgūdžių, kad būtų galima atlikti dujų pjovimą nei suvirinant, nes nereikia užtikrinti prijungimo sandarumo. Įrenginyje reikės dujų pjaustytuvo, deguonies cilindrų ir propano.

Kiekvienas cilindras turi reduktorių slėgiui reguliuoti. Dujos iš cilindro iki reduktoriaus tiekiamas aukšto slėgio žarna.
Prieš pradedant darbą, žarnos susprogdina nuo švaraus nuo purvo. Visos žarnos yra tikrinamos, ryšys su pavarų dėže, visi nuimami jungtys yra tikrinami dėl sandarumo.
Patikrinkite pačiam rizikingo ir išvalyto deguonies būklę. Dėl to cilindras su deguonimi yra prijungtas prie deguonies žarnos tvirtinimo vietos. Balonas su degiomis dujomis nėra prijungtas. Įdiekite ant pavarų dėžės 5 ATM ir atidarykite abu vožtuvus ant pjaustytuvo. Galima pastebėti pirštą į antrąjį gabalavimą, ar yra nusėdimas. Su jo nebuvimu, pjovimo kanalai turi būti užvirinti.
Veiklos procedūra
Dujų pjovimas atliekamas, išlaikant proporciją: 10 deguonies dalių 1 dalių dujų. Todėl jie yra sumontuoti ant dujų pavarų dėžės 0,5 ATI, o ant deguonies pavarų dėžės 5 ATI.
Pradžioje šiek tiek atidarė propano ir dujų tiekimą. Purkštukas ilsisi ant metalo ir deguonis yra glaudžiai prasideda. Pasukdami vožtuvus, galite reguliuoti kaimo reikšmę ir gauti reikiamą liepsną į darbą. Manoma, kad metalas yra supjaustytas, tuo stipresnis liepsna turėtų būti, už kurią reikia didelės dujų ir deguonies tiekimo.
Dėmesio: liepsna yra reguliuojama naudojant reguliuojančio deguonies slėgį, o ne pjovimo.
 Degimo liepsna yra pagaminta į metalą toje vietoje, kur reikia atlikti pjūvį, atlaikydami atstumą tarp antgalio ir metalo 5 mm. Pagal liepsnos veikimą metalas yra šildomas iki pageidaujamos temperatūros. Tai atsitinka greitai, sekundės 10. Žiūrėti procesą pastebi, kad tuo metu metalas, kaip jis tampa šlapias. Tik metalas ignoruos, iš karto apima pjovimo deguonį.
Degimo liepsna yra pagaminta į metalą toje vietoje, kur reikia atlikti pjūvį, atlaikydami atstumą tarp antgalio ir metalo 5 mm. Pagal liepsnos veikimą metalas yra šildomas iki pageidaujamos temperatūros. Tai atsitinka greitai, sekundės 10. Žiūrėti procesą pastebi, kad tuo metu metalas, kaip jis tampa šlapias. Tik metalas ignoruos, iš karto apima pjovimo deguonį.
Siekiant išvengti atvirkštinio liepsnos streiko, kurį galima lydėti medvilnė, palaipsniui apima deguonį.
Šiuo atveju, pats deguonis užsidegs, kai tik jis paliečia karšto metalo paviršių. Vaizdo įrašai rodo, kaip naudojant dujų pjovimą, galite iškirpti sudėtingiausių formų figūras.
Pjovimo kokybę paveikia suvirinimo greitis. Valdymo greitis sutelktas į kibirkščių pjovimo zonoje. Jei kibirkštys yra į priekį, tai reiškia, kad greitis yra nepakankamas. Dideliu greičiu, kibirkštys yra už pjaustytuvo, šiuo atveju sunku kokybiškai sumažinti ruošinius.
Norint atlikti skylę, vieta šildoma iki pageidaujamos temperatūros, tiekiamas pjovimo deguonis. Metalo degus. Pjoviklis tiekiamas į metalo zoną, o skylė daro save.
Metalo pjovimas su plazminiu pjaustytuvu arba plazmoreze
Apie plazmos Torus galimybes yra gerai pasakyta vaizdo įraše. Peržiūrėję vaizdo įrašą, tikrai norėsite turėti tokią nuostabią įrangą ūkyje, net nepaisant didelės kainos.
Metalo pjovimas atsiranda pagal plazmos energijos veikimą. Pasirodo taip. Paspaudus uždegimo mygtuką, Placcript yra suvirinimo suvirinimo lankas. Suslėgtas oras eina per jį, jonizuotas, o plazma yra ištraukiama per antgalį dideliu greičiu. Plazmoje yra daugiau kaip 10 tūkst. Laipsnių ir dviejų kartų garso greitis. Ši energija yra pakankama metalo lydymui ir netgi išgaruojant.
 Operatorius atneša plazzorezą į vietą, kur būtina atlikti pjūvį, o metalas pradeda lydyti. Rankinio judėjimo greitis turėtų užtikrinti metalo pjovimą. Pjovimo parametrai yra dabartinis stiprumas ir oro slėgis.
Operatorius atneša plazzorezą į vietą, kur būtina atlikti pjūvį, o metalas pradeda lydyti. Rankinio judėjimo greitis turėtų užtikrinti metalo pjovimą. Pjovimo parametrai yra dabartinis stiprumas ir oro slėgis.
Išsami informacija apie tai, kaip gaunama plazmoje, ir pjoviklis yra gerai rodomas vaizdo įraše.
Su neteisingai pasirinktais parametrais ant krašto gali sudaryti skalę. Po pjovimo pabaigos nedelsiant išjungiamas suslėgto oro tiekimas. Jis patiria tam tikrą laiką atvėsti metalą.
Plazore technologija
Prieš pradedant darbą, kraštai yra išvalyti, pašalinti taršą ir rūdį iš jų.
Bet metalo plazminiai pjovimo operacijos prasideda nuo dabartinės galios įrengimo. Šis principas yra paprastas: srovė apskaičiuojama priklausomai nuo metalo storio. Dabartinės jėgos, kuri yra būtina 1 mm metalo storiui pjauti, padauginama iš metalo storio. Jei būtina sumažinti 25 mm plieną, tada jums reikia dauginti į 4a (dabartinis reikalingas pjovimo 1 mm plienui arba ketaus). Iš viso įrangos parodoje 100A.

Greitis, kuriuo būtina atlikti pjovimą, tiesiogiai veikia darbo kokybę, tačiau priklauso nuo Carver įgūdžių. Specialistai pataria pradiniame veiklos etape, kad sutelktumėte dėmesį į kibirkščių buvimą ant atvirkštinės produkto pusės. Jei jie trūksta, metalas visiškai supjaustytas visiškai.

Prieš lanką užsidega pusę minutės, pjoviklis užblokuotas dujomis, kad pašalintų purvą ir galimą kondensatą. Be to, operatorius nuspaudžia uždegimo mygtuką Moy Arc, jis nudegina 2 sek. Jei pjovimo lanko nėra suformuota, procesas kartojamas dar kartą.
Priklausomai nuo modelio, požiūris yra kontaktas ir kontaktas:
- Kontaktai reikalauja trumpos grandinės. Kai tik plazmoje išėjo iš antgalio tarp metalo ir elektrodo, susidaro plazminis lankas ir prasideda pjovimo procesas.
- Su kontaktais arc užsidega tarp antgalio ir elektrodo. Kai antgalis artėja prie metalo, susidaro darbo lankas.
Pjovimo metu būtina išlaikyti pastovų lanko ilgį. Jei jis nėra aprūpintas ypatingu dėmesiu, šis parametras išlaiko pjaustytuvą, jis turi būti nuo 1,6 iki 3 mm.
Dirbdami būtina išlaikyti antgalį į metalą 900C kampu. Siekiant sumažinti plonojo metalo deformacijas, degiklis laikomas mažu kampu. Pjovimo metu atkreipkite dėmesį į metalą nelieskite antgalio degiklio.
Daugiau informacijos apie Plazmatron darbą žr. Vaizdo įrašą.
Naudodamiesi laikomais pjovimo metodais, galite sumažinti metalą nuo sudėtingiausio kontūro. Šie darbai gali įvykdyti savo rankas po mažo teorinio ir praktinio mokymo. Svarbiausia yra įrangos ir susijusių medžiagų prieinamumas.





