Deguonies pjovimas
Deguonies pjovimo proceso esmė
Deguonies pjovimas yra pagrįstas metalų ir jų lydinių savybėmis, kad sudegintų techniškai gryno deguonies srovę. Metalai gali būti sumažinti, atitinkantys šiuos pagrindinius reikalavimus:
- Metalo lydymosi temperatūra turi būti didesnė už degimo temperatūrą deguonyje. Metalas, kuris neatitinka šio reikalavimo, tirpsta ir nesudaro. Pavyzdžiui, mažas anglies plienas turi lydymo tašką maždaug 1500 ° C, ir degus deguonyje esant 1300 ... 1350 ° C temperatūroje. Anglies kiekio padidėjimas plieno lydi lydymosi temperatūra ir uždegimo temperatūros padidėjimas deguonyje. Todėl plieno pjaustymas su padidėjusiu anglies kiekiu ir priemaišomis yra sudėtinga.
- Eksidų lydymosi temperatūra turi būti žemiau lydymo taško, kad susidarę oksidai būtų lengvai išpūstos ir netrukdytų tolesniam oksidacijos ir pjovimo procesui. Pavyzdžiui, pjovimo chromo plienai, chromo oksidai su lydymosi tašku 2000 ° C yra suformuoti, ir su aliuminio pjovimo - oksidai su lydymosi temperatūra maždaug 2050 ° C temperatūroje. Šie oksidai apima metalo paviršių ir sustabdo metalo paviršių ir sustabdyti tolesnis pjovimo procesas.
- Pjovimo metu susidarę šlakai turi būti pakankamai likvidžios elementas ir lengvai išpūsti nuo supjaustymo. Tvarkymas ir klampūs šlakai užkirs kelią pjovimo procesui.
- Metalo šiluminis laidumas turėtų būti mažiausias, nes esant dideliam šilumos laidumui, metalo perduodami, yra intensyviai priskirtas pjovimo skyriui ir šildyti metalą į degimo temperatūrą, bus sunku.
- Metalo degimo metu išleistos šilumos kiekis turėtų būti didelis; Ši šiluma prisideda prie gretimų metalo dalių šildymo ir taip užtikrina pjovimo proceso tęstinumą. Pavyzdžiui, su mažo anglies plieno pjovimo 65 ... 70% visos šilumos yra paryškintas nuo metalo degimo deguonies srove ir tik 30 ... 35% yra šilumos iš šildymo pjaustytuvo liepsnos.
Yra du pagrindiniai deguonies pjovimo tipai: atskyrimas ir paviršius.
Fig. vienas
Atskiriant pjovimą (Pav. Pav. Proceso esmė yra tai, kad metalas išilgai sekcijos linijos šildomas iki degimo temperatūros deguonyje, jis nudegina deguonies srove, o suformuoti oksidai pučia šį purkštuką iš skyriaus skyriuje.
Paviršiaus supjaustymas (95 pav a b c) Taikyti, kad pašalintumėte metalo paviršiaus sluoksnį, pjovimo griovelius, paviršiaus defektų ir kitų darbų pašalinimą.
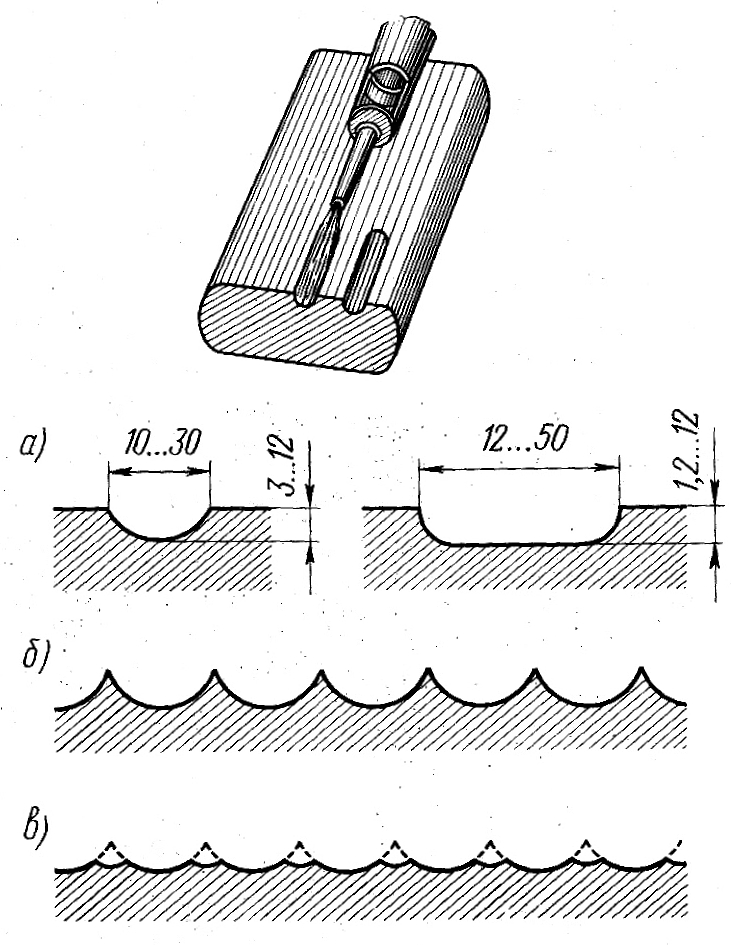
Fig. 2.
Taikyti dviejų tipų paviršiaus pjovimo - insultas ir. \\ T aštrumas. \\ t . Kai griežta yra pjaustytuvas, suteikia stūmoklinį judėjimą kaip obliavimo pjaustytuvą. Pasukant, pjoviklis veikia kaip turner.
Deguonies pjovimo įranga
Deguonies pjovimo kruizų pjaustytuvai padeda tinkamai išspręsti degubines dujas arba skysčio garus su deguonimi, šildymo liepsnos formavimu ir tiekimo į purvinėjimo zoną. Pjaustytuvai klasifikuojami pagal paskyrimą ( universalus ir. \\ T specialusis. \\ T), atsižvelgiant į maišymo dujų principą ( purkštukas, I. chesless.), atsižvelgiant į atkarpų rūšį (už atskyrimas ir. \\ T paviršius pjovimo), naudoti (už vandovas ir. \\ T mašina pjaustymas). Universali injekcijos rankų pjaustytuvai atskyrimo pjovimui (3 pav.) Buvo gauta didžiausia programa.
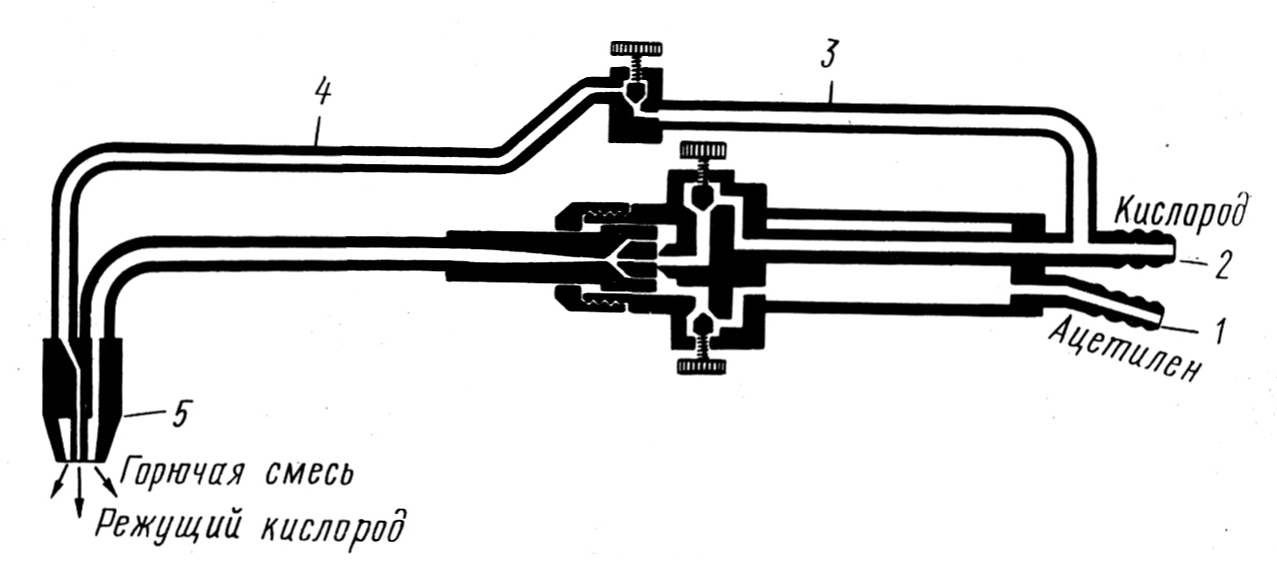
Fig. 3.
Jie skiriasi nuo suvirinimo degiklių, esančių atskiro vamzdžio tiekimui deguoniui ir specialiam galvos įtaisui, susidedantiems iš dviejų keičiamų kandiklių ( lauko - šildymo liepsnos ir vidaus - gryno deguonies srovei). Acetilenas patiekiamas ant žarnos iki nippelio 1 ir deguonis - į Nippel 2 . Nuo Nippel. 2 Deguonis eina dviem kryptimis. Vienas gabalas deguonies, kaip įprastinių suvirinimo degiklių, įeina į purkštuką ir tada į maišymo kamerą. Yra degurinis deguonies mišinys su acetilenu, čiulpti per spenelį 1 . Degus mišinys eina per vamzdelį, jis pasirodo per žiedinį tarpą tarp vidinio ir išorinio kandiklio 5 ir sukuria šildomą liepsną. Kita deguonies dalis per vamzdelius 3 ir. \\ T 4 Patenka į centrinę vidinio kandiklio skylę 5 Ir sudaro deguonies pjaustymo purkštuką, deginant metalą, atskleidžiantį oksidus nuo supjaustytos zonos.
Puiki programa gavo rankinį universalų pjaustytuvą "Torch" (Patobulintas pjaustytuvo dizainas "Flame" ). Jis turi penkis vidinius ir du išorinius kandiklius, kurie leidžia supjaustyti metalo storus 300 mm su greičiu (priklausomai nuo metalo ir jo storio) 80 ... 560 mm / min . Dirbant su acetileno dujų pakaitalais, naudojami pjaustytuvai Rzr. . Jie skiriasi dideliais injektorių ir kandiklių skerspjūvio dydžiais. Pramoninė įranga gamina papildinius keičiamus pjaustytuvus, skirtus pridėti universaliuosius suvirinimo degiklius į lagaminus (pvz., Cutter RGS-70. Į degiklius "Žvaigždė" ir. \\ T GS-3. , pjaustytuvas RGM-70. - į degiklius "Žvaigždė" ir. \\ T GS-2 ). Tai sukuria didelį patogumą statybos ir montavimo sąlygos su dažnai perėjimais nuo suvirinimo iki pjaustymo ir atvirkščiai.
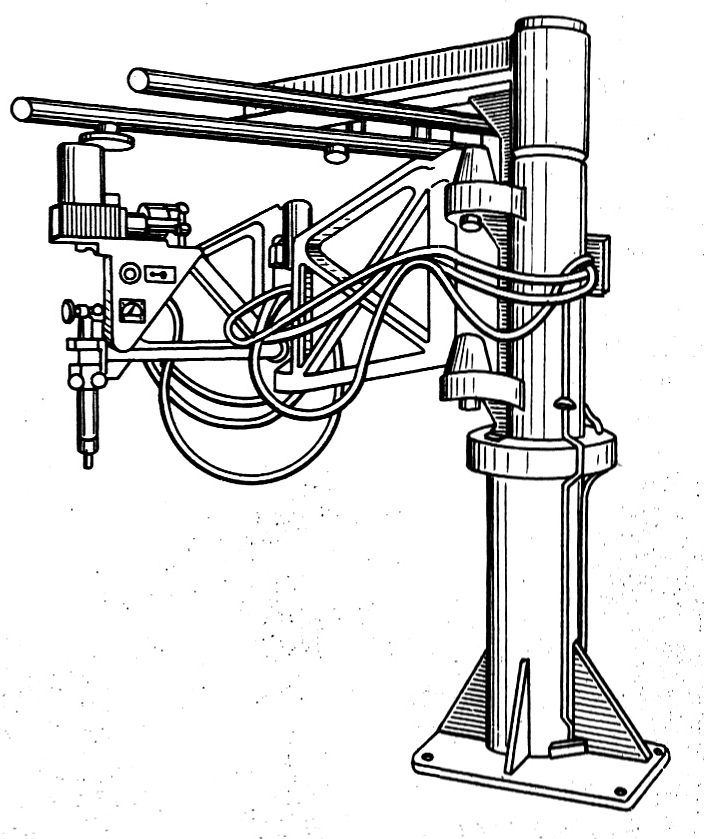
Fig. Keturi
Stacionarios vyrių mašinos naudojamos mašinoms Assh-2. (4 pav.) Ir ASSH-70. išskiriamas nuo. \\ t Assh-2. Labiau pažengęs vairuoti ir pantografo buvimas, kuris leidžia jums sumažinti tris dalis tuo pačiu metu. Pjovimo metalo storis 5 ... 100 mm . Nešiojamieji mašinos yra savaeigės vežimėliai su pjaustytuvu ir juda per pjovimo metalą. Diskas yra elektrinis variklis, pavasario mechanizmas arba dujų turbina. Pavyzdžiui, automobilis "Rainbow" Suprojektuoti plieno lakštų pjovimui storai 5 ... 160 mm greičiu. \\ t 90 ... 1600 mm / min . Masinė mašina 16 kg. . Nešiojamieji automobiliai "Satellite-3" Suprojektuotas plieniniams vamzdžiams pjauti su skersmeniu 194 ... 1620 mm Su sienos storiu 5 ... 75 mm su greičiu 100 ... 900 mm / min . Masinės mašinos - 18 kg. .
Deguonies pjovimo technologija
Metalo supjaustymo paviršius turi būti gerai valomi nuo purvo, dažų, skalės ir rūdžių. Norėdami pašalinti skalę, dažus ir aliejus, būtina lėtai su degiklio liepsna arba pjaustytuvu ant metalo paviršiaus palei numatytą sekcijų liniją. Šiuo atveju dažai ir aliejus sudegina, o skalė atsilieka nuo metalo. Tada metalinis paviršius pagaliau valomas metaliniu šepečiu.
Pjovimo procesas prasideda nuo metalo šildymo. Šildymo liepsnos pjaustytuvas nukreipiamas į metalo pjaustymo kraštą ir kaitinamas iki uždegimo temperatūros deguonyje (beveik beveik iki lydymosi temperatūros). Tada leiskite pjauti deguonį ir perkelti pjoviklį palei pjovimo liniją. Deguonis sudegina viršutinius šildomus metalinius sluoksnius. Degimo metu išleidžiama šiluma šildo pagrindinius metalinius sluoksnius į uždegimo temperatūrą ir palaiko pjovimo proceso tęstinumą.
Pjaustant lakšto medžiagą storio 20 ... 30 mm "Journate Cutter" įdiegta kampu 0 ... 5 ° į paviršių ir tada - kampu 20 ... 30 ° į šoną, atvirkštinio pjovimo judesį. Tai pagreitina metalo atšilimo procesą ir pagerina našumą.
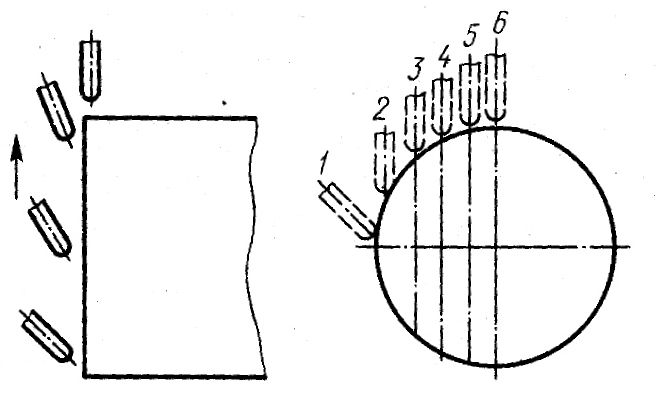
Fig. Penki
Metalo pjovimas didelių storių atliekami taip. "Journate Cutter" pirmiausia nustatė statmeną metalo pjovimo paviršiui, kad šildymo liepsnos srovė, tada pjovimo deguonis buvo įsikūręs palei vertikalį metalo pjaustymo veidą. Po šildymo metalo į uždegimo temperatūrą, leidžiamas pjaustymo deguonies srautas. Pjovimo pjaustytuvo perkėlimas į pjovimo liniją prasideda po to, kai metalas šios linijos pradžioje bus supjaustytas iki viso jo storio. Siekiant užkirsti kelią pjovimo vėlavimui apatiniuose metalo sluoksniuose, proceso pabaigoje turėtų palaipsniui sulėtinti pjovimo greitį ir padidinkite jo nuolydį 10 ... 15 ° į šoną, atvirkštinis judėjimas. Rekomenduojama pradėti pjovimo procesą nuo apatinio krašto, kaip parodyta Fig. 5. Įkaitinkite iki 300 ... 400 ° С Leidžia pjauti dideliu greičiu. Pjovimo greitis turi atitikti metalo deginimo greitį. Jei pjoviklio judėjimo greitis yra teisingai nustatytas, kibirkščių ir šlakų gija skrenda nuo supjaustyto tiesiai žemyn, o kraštai gaunami švarūs, be mazgų ir swees. Didelis pjovimo greitis, kibirkštinio srautas atsilieka nuo to, metalas apatiniame krašte neturi laiko sudeginti, todėl nutraukiamas pjovimo pabaiga. Esant mažam sūkuryje, kibirkštis yra prieš pjaustytuvą, pjūvių kraštai ištirpsta ir padengiami kampanijos.
Pjovimo deguonies slėgis nustatomas priklausomai nuo pjovimo metalo storio ir deguonies grynumo. Kuo didesnis deguonies grynumas, mažiau slėgio ir deguonies suvartojimas. Deguonies slėgio priklausomybė nuo metalo storio su rankiniu pjovimu yra tokia:
Pjaustymo plotis ir grynumas priklauso nuo metalo pjaustymo pjaustymo ir storio metodo. Mašinų pjovimas suteikia švaresnius kraštus ir mažesnį pjovimo plotį nei rankinis pjovimas. Kuo didesnis metalo storis, tuo didesnis supjaustymo plotis. Tai matoma iš šių duomenų:
| Metalo storis, mm | 5…50 | 50…100 | 100…200 | 200…300 |
|---|---|---|---|---|
| Pjaustymo plotis, mm | ||||
| Su rankiniu pjovimu | 3…5 | 5…6 | 6…8 | 8…10 |
| Su mašinų pjovimu | 2,5…4,0 | 4,0…5,0 | 5,0…6,5 | 6,5…8,0 |
GOST 14792-80. "Detalės ir ruošiniai, supjaustyti deguonies ir plazmos-lanko aštriu. Tikslumas, supjaustymo paviršiaus kokybė " numato ribinius dalių (ruošinių) nominalių matmenų nuokrypius, priklausomai nuo pjovimo metodo, dalių (ruošinių) ir metalo storio dydis; Sumontuotas trijų klasių tikslumas:
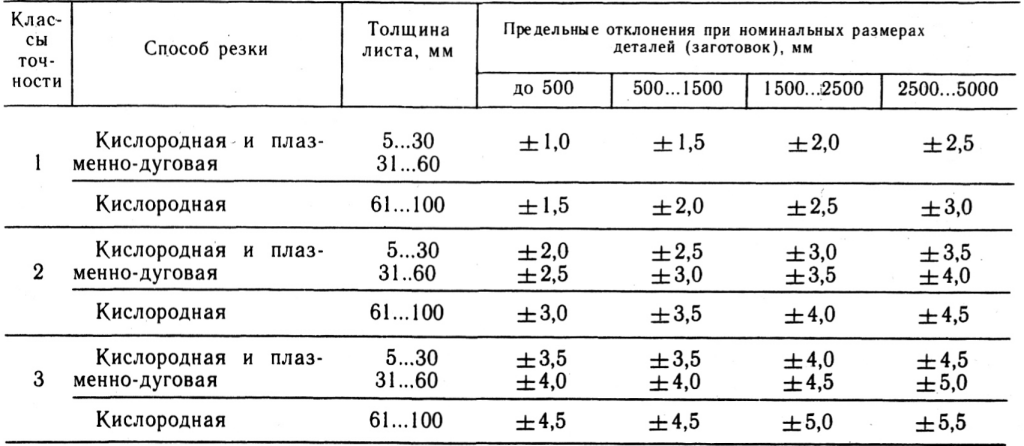
Taip pat pateikiami pjovimo paviršiaus kokybės rodikliai:
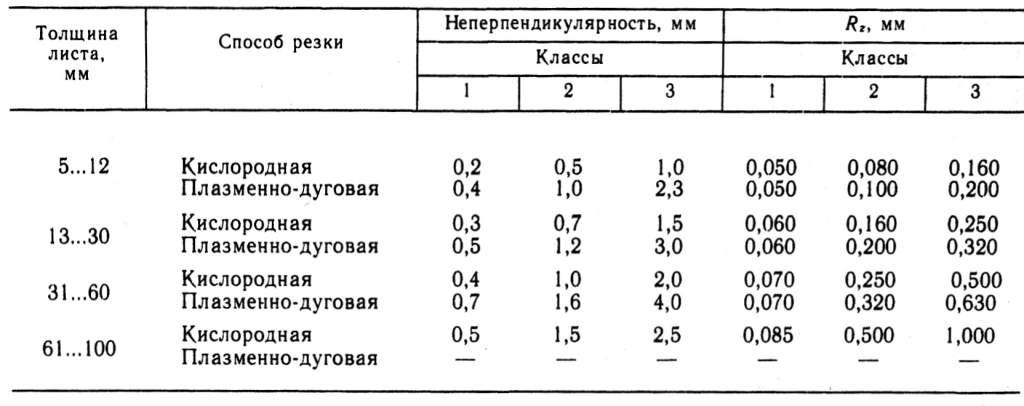
Šie rodikliai yra susiję su mažo anglies dioksido kiekio deguonies deguonies pjovimu 1. ir 2 veislės.
Pjovimo procesas sukelia metalo konstrukcijos, cheminės sudėties ir mechaninių savybių pokyčius. Su mažo anglies plieno pjovimu, jo konstrukcijos proceso šiluminis poveikis yra nereikšmingas. Kartu su perlito dalimi pasirodo ne pusiausvyros komponentas sorbitolio, kuris net šiek tiek pagerina mechanines metalo savybes. Pjaustant plieną, turinčią didesnį anglies kiekį, taip pat lydinių priemaišas, išskyrus sorbitolitą, suformuotas ir net Martensite. Tai labai padidins plieno kietumą ir trapumą bei pablogėja kraštų kraštų apdorojimą. Galima suformuoti šaltus įtrūkimus. Cheminės plieno sudėties pokyčiai pasireiškia formuojant smulkią metalo sluoksnį tiesiai ant pjovimo paviršiaus, atsiradusio dėl anglies degimo pagal deguonies pjovimo purškimo poveikį. Šiek tiek giliau yra sklypas su dideliu anglies kiekiu nei pradinis metalas. Tada, kai anglies kiekis yra pašalintas iš pjaustymo, jis sumažėja iki šaltinio. Taip pat įvyksta lydinio plieno elementų deginimas.
Mažų anglies plieno mechaninės savybės su pjovimu beveik nesikeičia. Plienas su padidėjusiu anglies, mangano, chromo ir molibdeno kiekiu, pjovimo zonoje tampa sunkesni ir įtrūkimai.
Nerūdijančio chromo ir chromonichel plienas, ketaus, spalvotųjų metalų ir jų lydinių nėra galingi į įprastą dujų rūgšties pjovimą, nes jie neatitinka pirmiau minėtų sąlygų.
Šiems metalams naudojamas deguonies srauto pjovimas, kurio esmė yra tokia. Pjaustytos srauto miltelių pavidalo srautas yra nuolat tiekiamas į pjovimo zoną naudojant specialią įrangą, kuri yra derinama su papildoma šiluma ir sustiprintos skyriaus skyriuje. Be to, srauto degimo produktai reaguoja su ugniai atspariais oksidais ir suteikia skystų kaulų sluoksnių, lengvai atsirandančių iš pjūvio skyriuje.
Kadangi srautas naudojamas bauda veislinių geležies prekės ženklo milteliai Pz5m. (GOST 9849 - 74). Pjovimo chromo ir chromonichelio plienai srauto pridėti 25…50% Skalė. Pjaustant ketaus pridėti ~30…35% Dominalinis ferrofosforo. Su pjovimo vario ir jo lydiniu, srautas naudojamas, susidedantis iš geležies miltelių mišinio su aliuminio milteliais ( 15…20% ) ir ferrofosforo ( 10… 15% ).
Pjovimas yra pagamintas Urhs-5. sudarytas iš fluxeer ir pjaustytuvo. Įrengimas naudojamas rankiniams ir mašinoms deguonies srautams pjaustymui didelio lydinio chromo ir chromonichelio plieno storai 10 ... 200 mm Su pjovimo greičiu 230 ... 760 mm / min . Ant 1m. Supjaustymas suvartojamas deguonimi 0,20 ... 2,75 m 3 , acetilenas - 0,017 ... 0,130 m 3 ir srautas - 0,20 ... 1,3 kg .
Jei deguonies srauto pjaustymo atveju kai kurie šildymo liepsnos šiluma eina į srauto šildymą. Todėl paimama liepsnos galia 15…25% didesnis nei įprastinių dujų pjovimo. Liepsna turėtų būti normali arba didesnė acetileno pertekliui. Įdiegtas atstumas nuo kandiklio pjaustytuvo galo iki pjovimo metalo paviršiaus 15 ... 25 mm . Nedideliu atstumu, srauto dalelės atsispindi nuo metalo paviršiaus ir, krenta į pjaustytuvo snukis, sukelia medvilnės ir atvirkštines streikas. Be to, yra perkaitimas kandikliu, kuris lemia pjovimo proceso pažeidimą. Turėtų būti kandiklio polinkio kampas 0…10 0 į šoną, atvirkštinės pjovimo kryptį. Geri rezultatai suteikia pašildymą. Chromo ir chromonichelio plienui reikia šildymo 300 ... 400 ° С ir vario lydiniai - į 200 ... 350 ° С .
Pjovimo greitis priklauso nuo metalo savybių ir jo storio. Ketaus storio 50 mm Supjaustyti greičiu 70 ... 100 mm / min . Tuo pačiu metu 1m. Supjaustymas išleidžiamas 2 ... 4 m 3 Deguonis 0,16 ... 0,25 m 3 Acetilenas I. 3,5 ... 6 kg Flice. Maždaug tie patys duomenys gaunami pjaustant vario lydinius. Pjaustant chromo ir chromonichelio plienus, visų medžiagų suvartojimas sumažėja beveik 3 kartus .





