Kaip metalas pjaustomas dujomis
Autogeninis metalo pjovimas
Šiandien labiausiai paplitęs metalo pjovimo būdas yra autogeninis, jis taip pat vadinamas dujomis arba deguonimi. Jo esmė susiveda į tai, kad veikiamas dujų liepsnos metalas įkaista ir pradeda tirpti, o veikiamas deguonies srove jis dega, sudarydamas siaurą griovelį.
Kaip šildytuvas naudojamas acetilenas, propanas-butanas, gamtinės, kokso krosnių dujos.
Metalo pjovimas gali būti klasifikuojamas pagal norimą galutinį rezultatą:
- paviršutiniškas;
- atskyrimas;
- ieties pjovimas.
Paviršinis dujinis pjovimas naudojamas tais atvejais, kai reikia nuimti metalinius sluoksnius, norint suformuoti įdubas, griovelius ir kitus konstrukcinius elementus.
Atskyrimo vaizde numatytas perpjovimas norint gauti reikiamą skaičių metalinių elementų, detalių. Auskarų vėrimas į metalą, norint padaryti gilias ar kiauras skyles, vadinamas ietimi.
Technologinis procesas
Nepriklausomai nuo pjovimo tipų, šio proceso atlikimo technologija bus tokia pati. Deginant dujas užtikrinama 1000 – 1300 o C temperatūra, užtenka išlydyti tvirtą plieną. Jo metu tiekiama stipri deguonies srovė, kuri reaguoja su išsilydžiusiomis metalo molekulėmis, jas oksiduodama.
Rezultatas yra pjūvis. Deguonis tiekiamas esant aukštam slėgiui.Dažnai jis siekia 12 atmosferų, tokia srovė net be ugnies gali perpjauti odą.
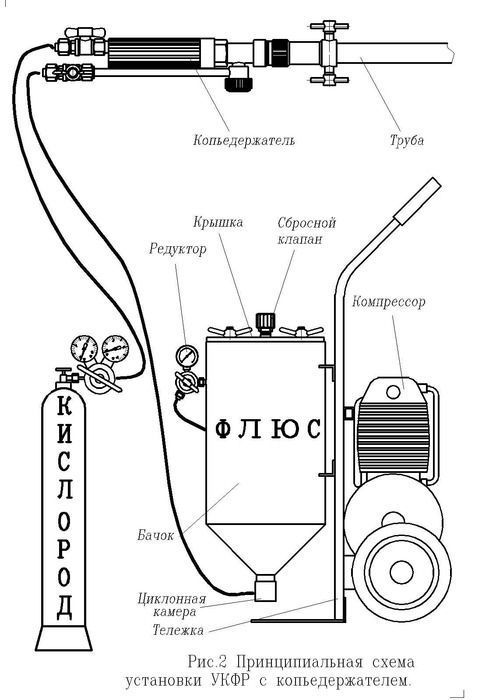
Pjovimo įrenginio konstrukcija suprojektuota taip:
- dujų degiklis;
- du balionai;
- maišytuvas;
- slėgio reguliatorius;
- žarnos.
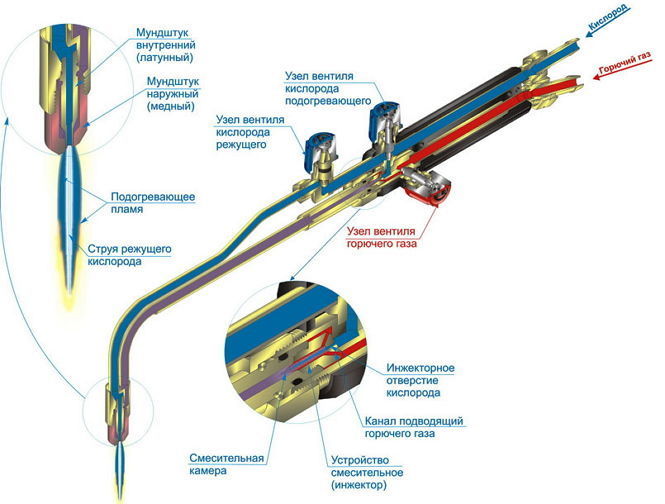
Dujinis degiklis susideda iš galvutės su keliais purkštukais, dažniausiai pakanka trijų. Degi medžiaga tiekiama per du šonines, o deguonis tiekiamas per trečią, kuris yra viduryje. Balionai skirti tiesiogiai dujoms ir deguoniui, priklausomai nuo numatomo darbo apimties, parenkami atitinkamos talpos balionai.

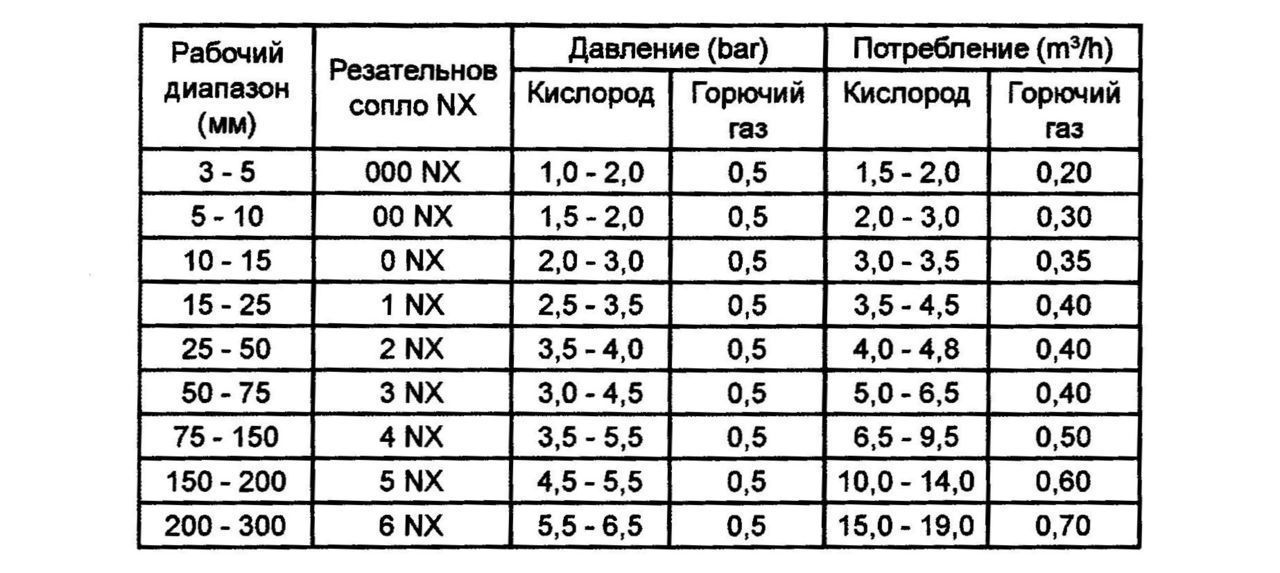
Vienos valandos nepertraukiamam darbui užtikrinti vidutiniškai bus sunaudota 0,7 m 3 acetileno (1 m 3 propano) ir 10 m 3 deguonies. Apskritai, reikalingas žaliavos kiekis priklausys nuo metalo tankio ir jam šildyti reikalingos temperatūros. Propano sąnaudas galima sumažinti dėl specialių antgalių priedų, kurie fiksuoja dujų tiekimą tam tikra kryptimi, kuo arčiau tiekimas deguonies srovės, tuo didesnės degalų sąnaudos.
Žarnos reikalingos deguoniui ir degiosioms medžiagoms tiekti iš cilindrų į maišytuvą, jos dar vadinamos žarnomis. Medžiaga, iš kurios gaminamos žarnos, yra dviejų sluoksnių guma, tarp sluoksnių yra karkasas iš medvilninio siūlo. Skersmuo - iki 12 mm, galimybė veikti ne žemesnėje kaip -35 ° C oro temperatūroje.
Slėgio reguliatorius yra būtinas norint užtikrinti skirtingus režimus ir pjovimo greitį. Tiekiant mažesnį kuro kiekį galima užtikrinti žemą temperatūrą, kuri reikalinga plonam plienui ar mažo stiprumo metalui, taip pat sumažinti žaliavų sąnaudas.
Kita svarbi reduktoriaus funkcija – palaikyti vienodą slėgio lygį. Jei pjovimo metu nutrūksta dujų tiekimas, metalas greitai atvės ir tolesnis apdorojimas taps neįmanomas.
Metalo pjovimas propanu ir deguonimi
Reikalinga įranga
 Pjoviklis P101
Pjoviklis P101 Pats pirmasis pjaustytuvas buvo P1-01 įrenginys, jis buvo sukurtas dar SSRS, tada pasirodė modernesni modeliai - P2 ir P3. Prietaisai skiriasi purkštukų dydžiu ir pavarų dėžės galia. Modernesni rankiniai įrengimai:
- Keistis;
- Greitas;
- Orbita;
- Sekatoriai.
Jie skiriasi papildomų funkcijų rinkiniu ir našumu.
Quicky-E gali atlikti figūrinį pjovimą, pagal pateiktus brėžinius darbo greitis siekia 1000 mm per minutę, didžiausias leistinas metalo storis iki 100 mm. Įrenginys turi nuimamų antgalių komplektą, užtikrinantį įvairaus storio metalo lakštų ar vamzdžių apdirbimą.
Šis aparatas gali veikti naudojant įvairių rūšių degiąsias dujas, priešingai nei prototipas R1-01, kuris veikia tik su acetilenu.
„Secator“ rankinis pjaustytuvas turi geresnes charakteristikas, palyginti su analogais.

Su juo galite apdirbti metalą iki 300 mm storio, tai suteikia komplekte esantys papildomi antgaliai, jie yra nuimami ir susidėvėjus galima įsigyti papildomai. Secator gali atlikti šių tipų pjovimą:
- garbanotas;
- tiesus;
- žiedas;
- po kūgiu.
Greitis gali būti reguliuojamas nuo 100 iki 1200 mm per minutę, o įmontuoto laisvosios eigos pagalba mašina sklandžiai juda per metalo lakštą. Oru aušinama pavarų dėžė užtikrina švaresnį darbą ir sumažina degalų sąnaudas.
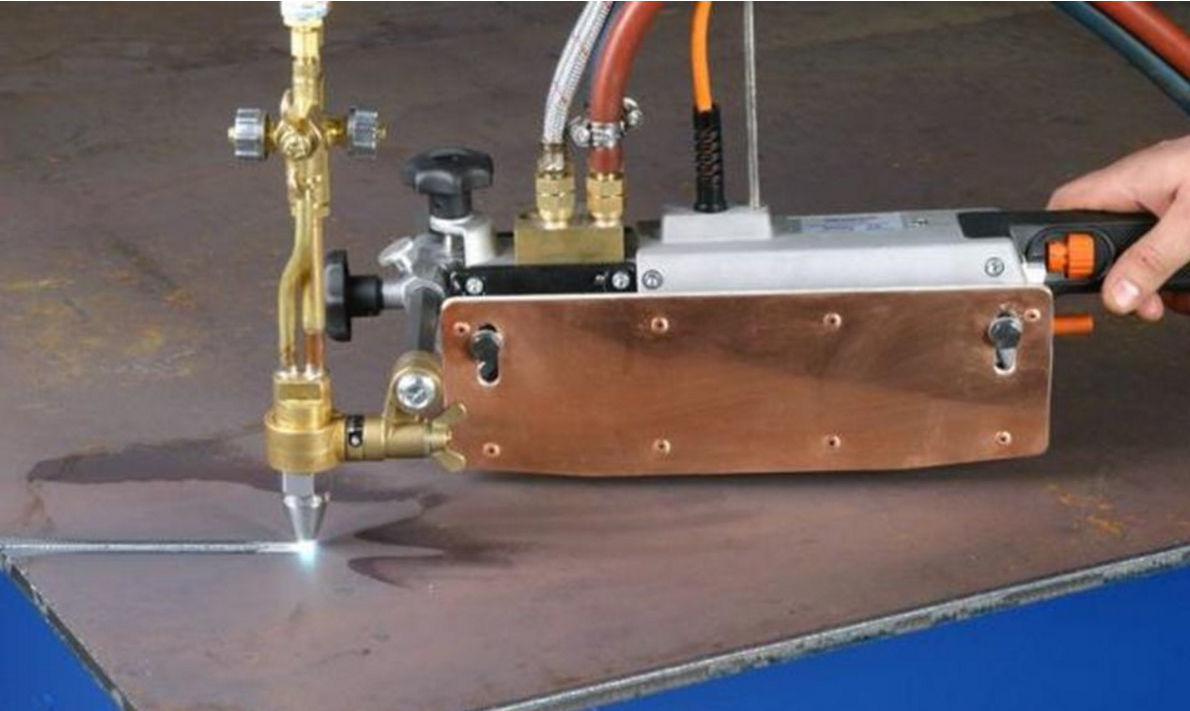
Pirmiau minėti modeliai yra rankiniai, tai yra, jie yra kompaktiški, valdomi kapitono rankomis. Tačiau dideliems apdirbto metalo kiekiams dirbkite su tokiais
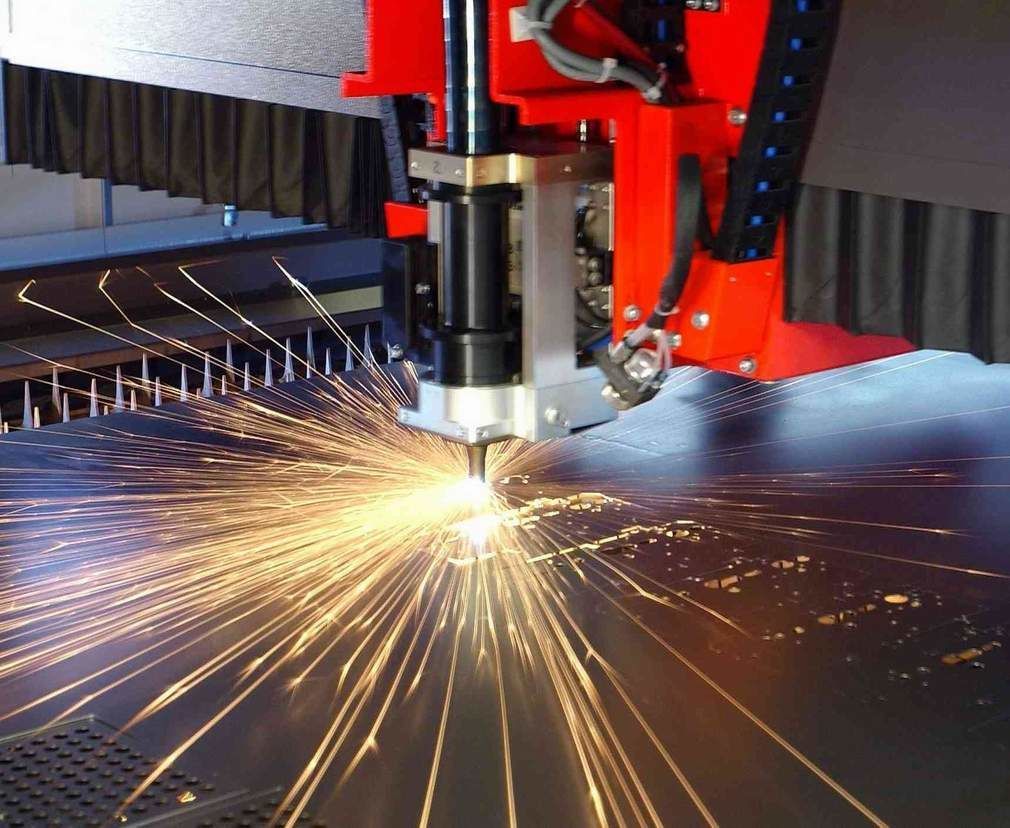
įrengimai yra nepatogūs ir neefektyvūs. Pramoninei gamybai naudojamos stacionarios pjovimo staklės - tai iš tikrųjų yra ta pati technologija.
Tai mašina su stalviršiu, kurioje įmontuotas pjovimo mechanizmas. Jį maitina elektra
kompresorius, kuriam reikalingas elektros tinklas su ne mažesne kaip 380 V įtampa ir trifaziais lizdais. Stacionarių pjovimo įrenginių modelių veikimo technologija yra ne kas kita, bet skiriasi nuo rankinių. Skirtumas yra tik našumas, maksimali šildymo temperatūra ir galimybė apdoroti metalą, kurio storis didesnis nei 300 mm.
Metalo pjovimo dujomis sąlygos
Metalo pjovimas dujomis bus efektyvus tik tada, kai metalo užsidegimo temperatūra bus žemesnė už lydymosi temperatūrą. Tokios proporcijos pastebimos mažai anglies turinčiuose lydiniuose, jie tirpsta 1500 o C temperatūroje, o užsiliepsnojimo procesas vyksta 1300 o C temperatūroje.
Kad įrenginys veiktų kokybiškai, būtina užtikrinti nuolatinį dujų tiekimą, nes deguoniui reikia pastovaus šilumos kiekio, kuris daugiausia (70%) palaikomas dėl metalo degimo ir tik 30% suteikia dujų liepsna. Jei jis bus sustabdytas, metalas nustos gaminti šilumą ir deguonis negalės atlikti jam priskirtų funkcijų.
Pjovimo darbai, metalo pjovimo mokymai
Maksimali rankinių dujinių degiklių temperatūra siekia 1300 ° C, tai yra pakankama vertė apdorojant daugumą metalų rūšių, tačiau yra ir tokių, kurie pradeda tirpti ypač aukštoje temperatūroje, pavyzdžiui, aliuminio oksidas - 2050 ° C (tai yra beveik tris kartus aukštesnė už gryno aliuminio lydymosi temperatūrą), plienas, kuriame yra chromo - 2000 o C, nikelis - 1985 o C.
Jei metalas nėra pakankamai šildomas ir lydymosi procesas nepradėtas, deguonis negalės išstumti ugniai atsparių oksidų. Atvirkštinė situacija, kai metalas turi žemą lydymosi temperatūrą, veikiamas degančių dujų, jis gali tiesiog ištirpti, todėl šis pjovimo būdas negali būti naudojamas ketui.
Saugumas
Metalo pjovimą su dujų instaliacija geriau patikėti patyrusiam specialistui, nes neatsargiai elgiantis, pasekmės gali būti gana liūdnos.
Saugos priemonės reikalauja šių sąlygų:
- geras vėdinimas patalpoje, kurioje bus atliekamas darbas;
- 5 metrų atstumu neturėtų būti balionų su dujomis ir kitomis degiomis medžiagomis;
- darbas turi būti atliekamas su apsaugine kauke arba specialiais akiniais, taip pat su ugniai atspariais drabužiais;
- būtina nukreipti liepsną priešinga kryptimi nuo dujų šaltinio;
- prietaiso veikimo metu žarnos neturi būti sulenktos, neužlipamos, suspaustos kojomis;
- jei daroma pertrauka, tada liepsna prie degiklio turi būti visiškai užgesinta ir balionų dujų vožtuvai turi būti priveržti.
Šių paprastų sąlygų laikymasis užtikrins saugius ir efektyvius metalo pjovimo darbus dujine mašina.
Vaizdo įrašas: pjaustytuvo darbas, metalo pjovimo mokymas





