Dujų pjovimo metalas: deguonies suvartojimas ir propanas, technologijos
Dažniausias būdas atlikti metalo pjovimą šiandien yra automatinis, jis taip pat vadinamas dujomis arba deguonimi. Jo esmė ateina į tai, kad pagal dujų liepsnos įtaką, metalas šildo ir pradeda lydyti, ir po deguonies purkštuko įtaka, jo deginimas įvyksta, todėl siaurą griovelį.
Acetilenas, propano-butanas, natūralus, kokso dujos naudojamas kaip šildytuvas.
Metalo pjovimas gali būti klasifikuojamas priklausomai nuo norimo galutinio rezultato:
- paviršutiniškas;
- atskyrimas;
- pjovimo ietis.
Paviršiaus dujų pjovimas taikomas tais atvejais, kai reikia pašalinti metalo sluoksnius, kad būtų formuojami lizdai, grioveliai ir kiti konstrukciniai elementai.
Dividendinančios rūšys numato galinio iki supjaustymo, siekiant gauti reikiamą kiekį metalo elementų, dalių. Skolinimasis metalas, norint gauti gilų ar per skyles, vadinama aštriu ietimi.
Technologinis procesas
Nepriklausomybėje nuo pjovimo tipų, šio proceso atlikimo technologija bus tokia pati. Dujų deginimas suteikia temperatūrą nuo 1000 iki 1300 ° C, pakanka tirpti kietąjį plieną. Per tai, tiekiamas stiprus deguonies srautas, kuris reaguoja su išlydytomis metalinėmis molekulėmis, oksiduojančiomis jomis.
Dėl to gaunamas pjovimas. Deguonis maitinamas aukštu slėgiu, dažnai pasiekia 12 atmosferų, tokia purkštukai netgi be ugnies gali nukirpti odą.
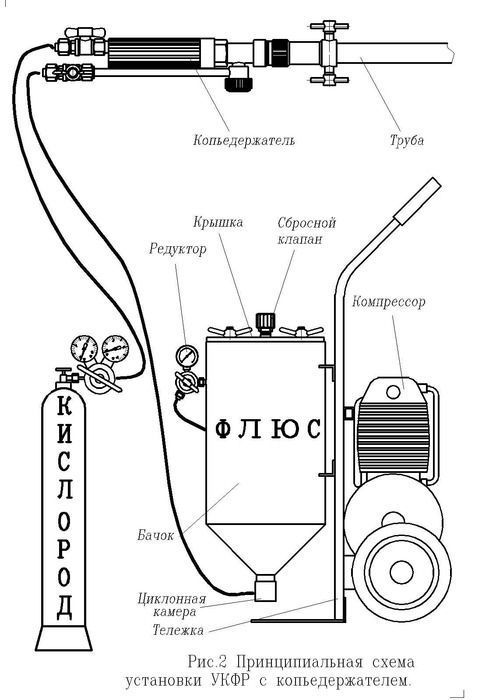
Tokiu būdu suprojektuotas pjovimo aparato struktūra:
- dujų degiklis;
- du cilindrai;
- maišytuvas;
- slėgio reguliatorius;
- Žarnos.
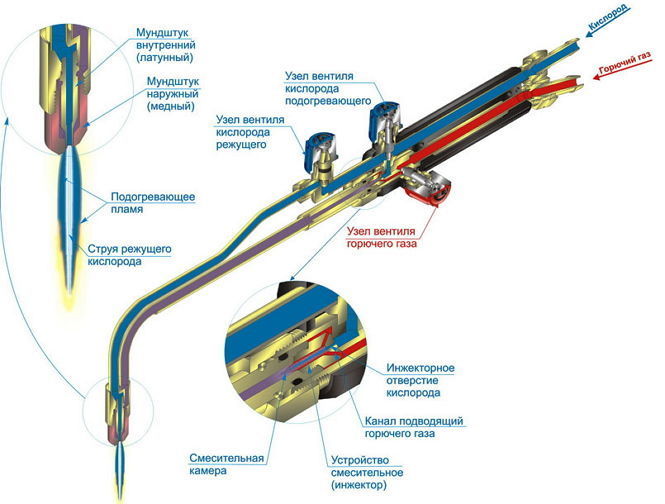
Dujų degiklis susideda iš galvos su keliais purkštukais, daugiausia trimis. Per dvi puses, kuro medžiaga yra šeriama, per trečdalį, kuris yra viduryje, tiekiamas deguonis. Cilindrai skirti tiesiogiai dujų ir deguonies, priklausomai nuo numatomo darbo apimčių, atitinkami cilindrai yra atrinkti.

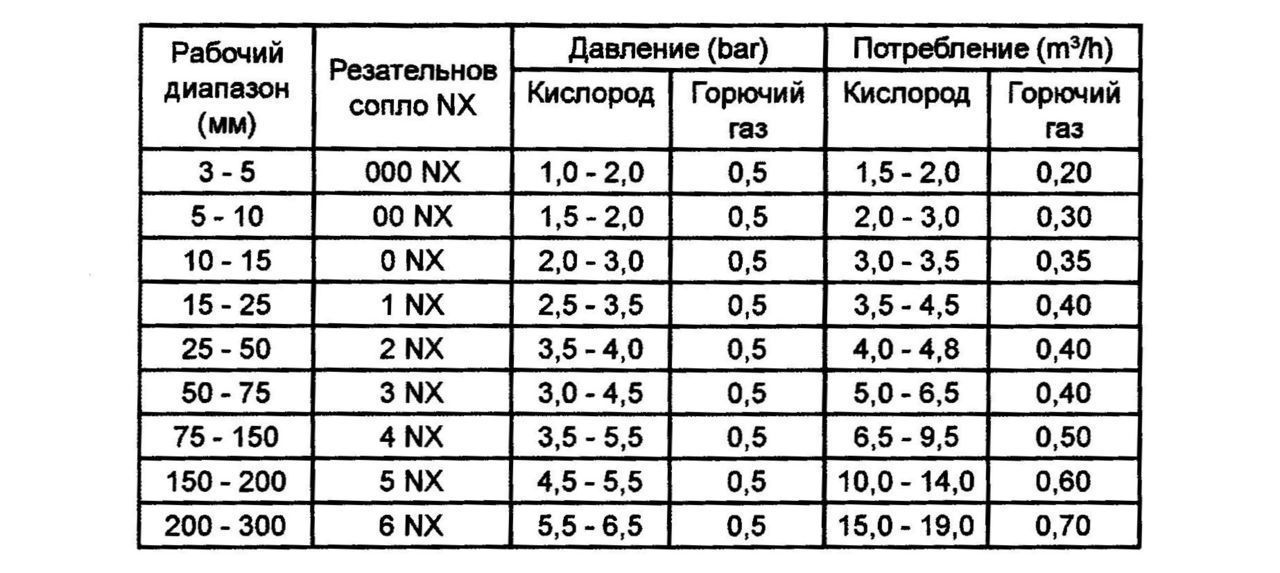
Siekiant užtikrinti vieną valandą nepertraukiamo veikimo, bus suvartota vidutiniškai 0,7 m 3 acetileno (1 m 3 propano) ir 10 m 3 deguonies. Apskritai, reikalingas žaliavų kiekis priklausys nuo metalo tankio ir būtinos temperatūros jo šildymui. Sumažintas propano suvartojimas gali būti dėl specialių purkštukų ant purkštukų, kurie nustato dujų tiekimą tam tikra kryptimi, tuo artimesnis tiekimas į deguonies srovę, kuro sąnaudos padidės.
Žarnos yra būtinos deguonies ir degalų tiekimui iš cilindrų į maišytuvą, jie taip pat vadinami rankovėmis. Medžiaga, iš kurios žarnos yra pagamintos dviejų sluoksnių padangos, tarp rėmo sluoksnių, pagamintų iš medvilnės sriegio. Skersmuo - iki 12 mm, operacijos galimybė oro temperatūroje yra ne mažesnė kaip -35 ° C temperatūroje.
Slėgio reguliatorius privalo pateikti skirtingus režimus ir pjovimo greičius. Mažesnį degalų kiekį galima aprūpinti žemos temperatūros, kuri yra būtina smulkiam plienui arba mažai stiprumo metalui, taip pat sumažinti žaliavų suvartojimą.
Kita svarbi pavarų dėžės funkcija yra išlaikyti vienodą slėgio lygį. Jei pjovimo proceso metu nutraukiamas dujų tiekimas, metalas greitai atvėsins ir tolesnis apdorojimas taps neįmanomas.
Metalo pjovimas su propanu ir deguonimi
Būtina įranga
 Cutter P101.
Cutter P101. Pirmasis pjoviklis buvo R1-01 įrenginys, jis buvo pastatytas SSRS, tada atsirado daugiau modernizuotų modelių - P2 ir P3. Prietaisai išsiskiria ant purkštukų dydžių ir pavarų dėžės galios. Daugiau šiuolaikinių rankinių nustatymų:
- Pakeisti;
- Greitas;
- Orbita;
- Secator.
Jiems būdingas papildomų funkcijų ir našumo rinkinys.
"Quicky" gali atlikti garbanotą pjovimą pagal nurodytus brėžinius, darbo greitis pasiekia 1000 mm per minutę, maksimalus leistinas metalo storis iki 100 mm. Prietaisas turi nuimamų purkštukų rinkinį, kad būtų užtikrintas įvairių storio metalo lakštai arba vamzdžiai.
Šis aparatas gali dirbti naudojant įvairias degiųjų dujų rūšis, priešingai nei P1-01 prototipas, kuris veikia tik acetilene.
Rankinis sektorius pjoviklis turi daugiau patobulintų savybių, palyginti su kolegomis.

Su juo galite tvarkyti metalą su iki 300 mm storio, jie yra aprūpinti papildomais purkštukus, įtrauktais į rinkinį, jie yra nuimami ir jie gali būti perkami papildomai, kaip dėvėti. Sekatorius gali gaminti šiuos pjovimo tipus:
- suprato;
- paprasta
- žiedas;
- po varžtu.
Greitis gali būti reguliuojamas nuo 100,1200 mm per minutę, ir naudojant integruotą rankovių movą, yra lygus metalo lakšto judėjimas. Oro aušinamas reduktorius užtikrina švaresnį darbą ir sumažina degalų sąnaudas.
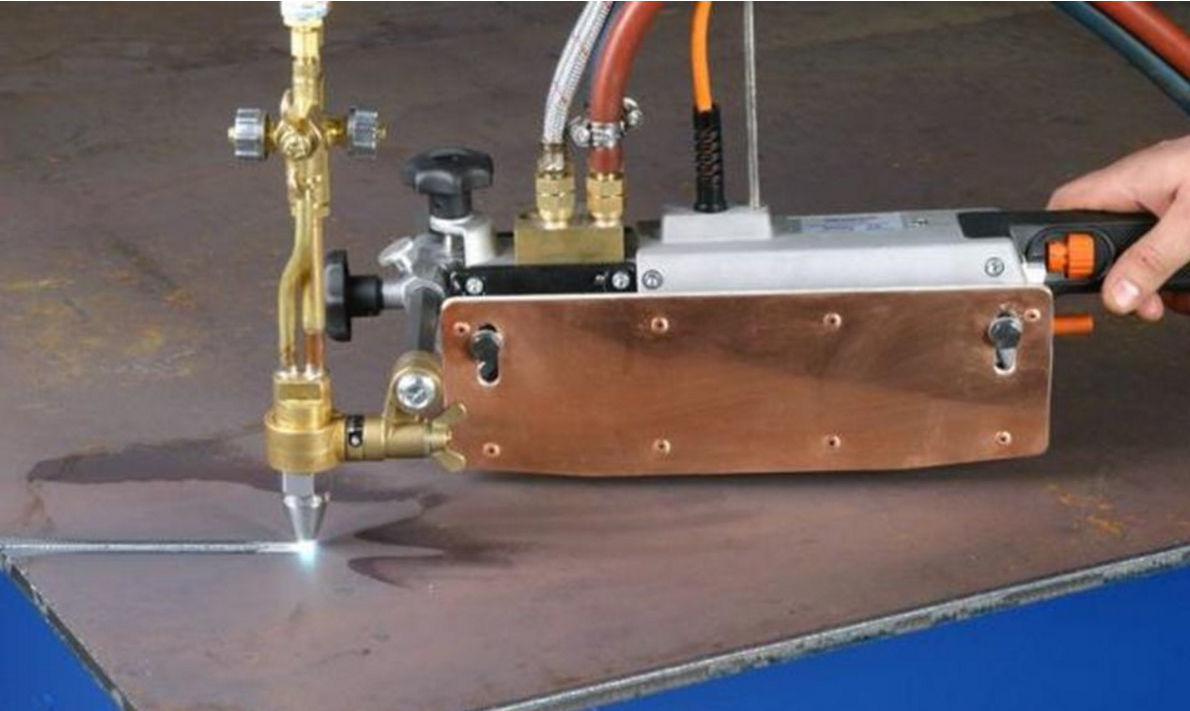
Pirmiau minėti modeliai priklauso vadovui, tai yra kompaktiški, tvarkyti vedlio rankas. Bet dideliems metalo kiekiams, dirbant su tokiais
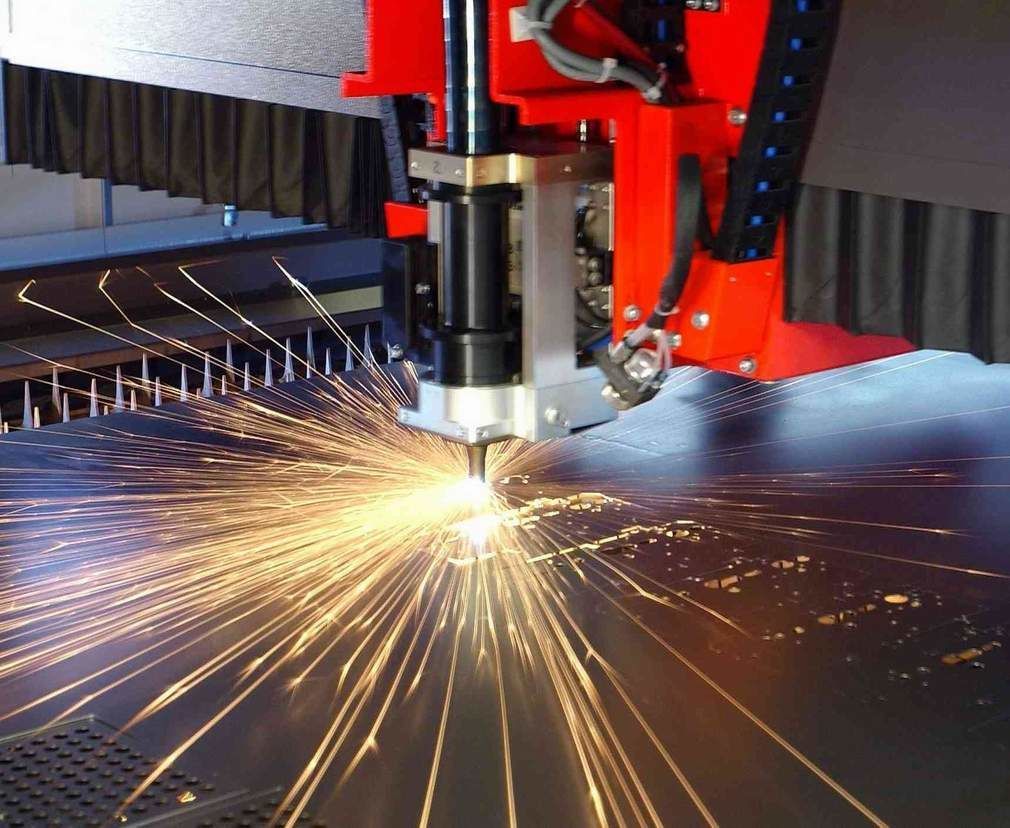
Įrenginiai yra nepatogūs ir veiksmingai. Pramonės gamybai taikomi stacionarūs pjovimo įrenginiai - tai iš esmės tai ta pati technologija.
Jie yra mašina su stalviršiu, kuriame pastatyta pjovimo mechanizmas. Jo darbas suteikia elektrinį
kompresorius, kurio galios tinklelis reikalingas mažiausiai 380 V ir trijų fazių lizdų. Stacionarių pjovimo įrenginių darbo modelių technologija nėra nieko, tačiau skiriasi nuo vadovo. Skirtumas yra tik našumas, maksimali šildymo temperatūra ir gebėjimas apdoroti metalą, daugiau nei 300 mm storio.
Metalo pjovimo sąlygos
Dujų pjovimas metalo bus veiksmingas tik tada, kai metalo uždegimo temperatūra yra mažesnė už lydymosi temperatūrą. Tokios proporcijos stebimos mažo anglies lydiniuose, jie lydi 1500 ° C temperatūroje, o uždegimo procesas įvyksta 1300 ° C temperatūroje.
Dėl aukštos kokybės įrenginio veikimo būtina pateikti nuolatinį dujų tiekimą, nes deguonies reikia pastovaus šilumos kiekio, kuris daugiausia palaikomas (70%) dėl metalo degimo ir tik 30% suteikia dujų liepsną. Jei jis yra sustabdytas, metalas nustos gaminti šilumą ir deguonį negalės atlikti jai priskirtų funkcijų.
Darbo pjaustytuvas, metalo pjaustymo mokymas
Didžiausia rankinio dujų pjaustytuvų temperatūra siekia 1300 ° C, tai yra pakankama daugelio metalų tipų apdorojimo vertė, tačiau yra tų, kurie pradeda tirpti labai aukštai temperatūrai, pavyzdžiui, oksido aliuminio - 2050 ° C ( Jis yra beveik tris kartus daugiau nei temperatūra, lydanti gryną aliuminį), plieną su chromo kiekiu - 2000 ° C, nikelio - 1985 O S.
Jei metalo nepakanka ir lydymosi procesas nėra pradėtas, deguonis negalės išstumti ugniai atsparių oksidų. Ši situacija, kai metalas turi mažą lydymosi temperatūrą, pagal deginančių dujų įtaką jis gali tiesiog ištirpinti, todėl neįmanoma naudoti šio metodo metodo ketaus.
Saugos technika
Metalo pjovimo diegimas naudojant dujų diegimą yra geriau patikėti patyrusiam specialistai, nes netikslūs apeliacinio skundo pasekmės gali būti pakankamai liūdna.
Sauga apima šias sąlygas:
- geras vėdinimas patalpose, kur bus atliktas darbas;
- 5 metrų atstumu neturėtų būti jokių balionų su dujų ir kitų degių medžiagų;
- darbas turi būti atliekamas apsauginėje kaukėje arba specialiuose akiniuose, taip pat ugniai drabužiuose;
- tiesioginė liepsna yra būtina priešinga kryptimi nuo dujų šaltinio;
- prietaiso eksploatavimo proceso žarnos negali būti pradėtos, kad atsirastų ant jų, užfiksuokite jų kojas;
- jei pertrauka daroma, tada degiklio liepsna turi būti visiškai atsakyta į degiklį ir priveržkite cilindrų dujų vožtuvus.
Šių paprastų sąlygų laikymasis užtikrins saugų ir efektyvų darbo diegimo dujų montavimą.
Vaizdo įrašas: darbo pjaustytuvas, metalo pjovimo mokymas





