გაზის საჭრელი სახეები და როგორ გამოვიყენოთ პროპანი + ჟანგბადი
ლითონის სტრუქტურების დემონტაჟს, საჭიროა ნებისმიერი ტიპის ჩამონგრევის ან შედუღების წინაშე. და თუ ფურცელი ან პატარა სისქე პროფილი შეიძლება შემცირდეს მექანიკური ინსტრუმენტით (სახელმძღვანელო, ელექტრო ან ჰიდრავლიკური დისკზე). რომ დიდი სისქის ლითონის ბლანკების მუშაობა სჭირდება გაზის კატარღა, ან პროფესიული ჟარგონი - AUTOGEN.
ასეთი მოწყობილობის სხვადასხვა მოდელების მხატვრები მხოლოდ განსხვავდება ზომით ან რამდენიმე დეტალზე, მაგრამ ყველას პრინციპი იგივეა.
მიუხედავად Autogen- ის ზომისა და გათბობის გაზის ნარევიდან, ჭრის ხდება ლითონის წვის გამო სუფთა ჟანგბადის ნაკადში, გაუკეთეს შუაგულში სამუშაო ადგილს.
გაზის ჭრის ძირითადი და ძირითადი მდგომარეობა - წვის ტემპერატურა უნდა იყოს ნაკლები დნობის წერტილი. წინააღმდეგ შემთხვევაში, ლითონის, არ მქონე დრო, რომ დაიწყოს წვა, იქნება დნება და სამწყსო. ეს მდგომარეობა შეესაბამება დაბალი ნახშირბადოვანი ფოლადის და ფერადი ლითონებისა და რკინის რკინის - არა.
უმრავლესობა ასევე არ არის გაზის ჭრისთვის, არის შეზღუდვები, რომელიც მოიცავს შენადნობის ელემენტების მაქსიმალურ დასაშვებ დოზებს, ნახშირბადის და მინარევებისაგან, ჟანგბადის ლითონის წვის პროცესით არასტაბილური ან ზოგადად შეწყდა.
ჭრის პროცესი თავად შეიძლება დაიშალა ორ ფაზაში:
- გათბობის შეზღუდული ზონის ნაწილები ტემპერატურა, სადაც ლითონის იწყება დამწვრობა. და იმისათვის, რომ მიიღონ ჩათვლით დათბობის ფლეიმის, ზოგიერთი ტექნიკური ჟანგბადის გარკვეული პროპორციით შერეული აალებადი გაზის.
- მწვავე ლითონის წვის (ოქსიდაცია) ჟანგბადის ჭავლით და წვის პროდუქტების მოცილება ზონიდან.
თუ ჩვენ განვიხილავთ მხოლოდ სახელმძღვანელოს საჭრელების კლასიფიკაციას, შემდეგი მახასიათებლები ფუნდამენტური მნიშვნელობისაა:
- თბილ ცხიმისთვის გაზების ნარევი საწვავის, ძალაუფლებისა და მეთოდის ხილვა;
- საწვავის გაზის კლასიფიკაცია: Acetylene, Propane-Butane, Methane, უნივერსალური, MAF.
Kerosynoresa და pets, თუმცა მათ აქვთ იგივე დანიშვნა ეხება თხევადი საწვავის საჭრელები.
- ძალა: მცირე (ლითონის ჭრის სისქე 3-დან 100 მმ-მდე) - მარკირება P1, საშუალო (200 მმ-მდე) - P2, მაღალი (300 მმ-მდე) - P3. არსებობს ნიმუშები გაზრდილი ჭრის სისქე - მდე 500 მმ.
- საწვავის გაზის წარმოების მეთოდით: ინჟექტორი და უნინდერი.
და თუ პირველი ფუნქცია გავლენას ახდენს მხოლოდ დათბობის ფლეიმის ტემპერატურაზე და ძალა ლითონის მაქსიმალურ სისქეზეა, მაშინ მესამე ნიშანი განისაზღვრება კატარღა დიზაინით.
ჩაფიქრება
1. ინექცია ან ორი მილის, გაზის კატარღა არის ყველაზე გავრცელებული დიზაინის ტიპი. ტექნიკური ჟანგბადის კატარღა ორ ნაკადშია დაყოფილია.
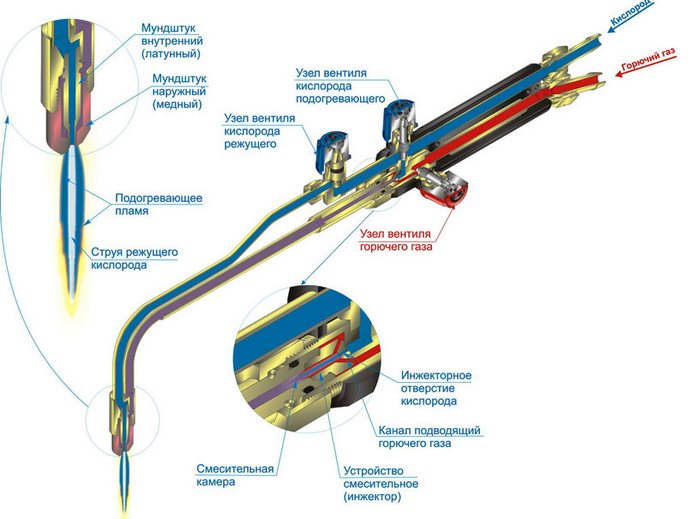
ზოგიერთი ნაკადი ზედა მილის მოძრაობს tip ხელმძღვანელი და მაღალი სიჩქარით ფოთლები მეშვეობით ცენტრალური nozzle შიდა mouthpiece. დიზაინის ეს ნაწილი პასუხისმგებელია პროცესის ჭრის ფაზაზე. კორექტირების სარქველი ან ბერკეტი სარქველი საცხოვრებლის მიღმაა.
მეორე ნაწილი ინჟირს შედის. პრინციპი, რომლის პრინციპი ისაა, რომ გაჟღენთილი გაზი (ჟანგბადი), მაღალი წნევის ქვეშ მყოფი პალატის დატოვება და მაღალი სიჩქარით, ქმნის ვაკუუმს ზონისა და პერიფერიული ხვრელების მეშვეობით საწვავის საწინააღმდეგოდ. ნარევიდან გამომდინარე, სიჩქარე გათანაბრებულია და გაზების ნარევი ჩამოყალიბებულია პალატის განყოფილებაში, ვიდრე გაჟღენთილი ჟანგბადის, მაგრამ უფრო მაღალია, ვიდრე ejected საწვავი გაზი.
შემდეგი, გაზის ნარევი მოძრაობს გასწვრივ ქვედა მილის გასწვრივ tip ხელმძღვანელი, აღმოჩნდება მეშვეობით nozzles შორის შიდა და გარე mouthpiece, და ქმნის torch of warming ფლეიმის. თითოეულ არხზე საკუთარი სარქველი აქვს საცხოვრებელზე, რომელიც რეგულირდება ოქსიგენის მომარაგების და მყარი გაზის ინჟირში.
2. Uninterblary, ან სამი მილის კატარღა უფრო რთული დიზაინი - ორივე ჟანგბადის ნაკადი და გაზი მოვიდა ხელმძღვანელი ცალკე მილები.
გათბობის ნარევი შედგება შიგნით. მაგრამ ეს არის შერევის პალატის ნაკლებობა, რომელიც უზრუნველყოფს უსაფრთხოების მაღალ დონეს, არ ქმნის პირობებს "საპირისპირო ზემოქმედების" პირობებს (საპირისპირო არხებში და მილები საპირისპირო მიმართულებით).
გარდა ამისა, უფრო კომპლექსური დიზაინისა და მაღალი ფასების გარდა, სამი მილის გაზის კატარერის მინუსი, ითვლება, რომ მისი სტაბილური ოპერაციისთვის აუცილებელია უფრო მაღალი საწვავის გაზის წნევა (არ არსებობს დონის ეფექტი და ნაკადის გაზრდა განაკვეთი).
ზომები და წონა
სახელმძღვანელო ინჟინრის გაზის კატარღა განზომილებები შეთანხმებულია სტანდარტული GOST 5191-79 და დამოკიდებულია მის ძალაზე:
- p1 - მდე 500 მმ;
- p2 და P3 არის 580 მმ სპექტრი. მაგრამ სპეციალური პირობების მუშაობისთვის "მოგრძო" მოდელები.
თითოეული ძალაუფლებისთვის წონის შეზღუდვაა: 1.0 და 1.3 კგ, შესაბამისად, P1 და P2 / P3- ისთვის.
იგივე GOST განსაზღვრავს, რომ ტიპი P3 არის ჟანგბადის პროპანის კატარღა, ხოლო P1 და P2 შეიძლება მოქმედებდეს საწვავის ნებისმიერი ფორმით.

GOST- ის თანახმად, ისინი განისაზღვრება როგორც რჩევები შედუღების დამწვრობისთვის. სტრუქტურაში განსხვავება ისაა, რომ ჟანგბადის გამიჯვნა და მწვავე ნარევი შერევა ხდება წვერით, ხოლო მას აქვს უფრო პატარა ზომები და წონა, ვიდრე საჭრელი. ასე რომ, PB1- ის წონა 0.6 კგ, და PV2 და PV3 - 0.7 კგ.
მაგრამ ძნელად შესაძლებელია ამ გაზის კატარღა ლითონის კომპაქტზე - სამუშაო ადგილის შეკრებაშია დამწვრობისგან, მისი ზომა და წონა არანაკლებ სპეციალიზებული ინსტრუმენტით. უპირატესობა არის მხოლოდ ის, რომ თქვენ შეგიძლიათ შეიძინოთ დამწვრობის სხვადასხვა ტიპის (შედუღების და ჭრის) რჩევები და მთელი ნაკრები მოთავსდება მცირე საქმეში. ან შეიძინეთ არსებული დამონტაჟება დანამატი.
მაგრამ აქ არის ერთი ნიუანსი. პროპანი ბევრად უფრო იაფია, ვიდრე აცეტილენი. აქედან გამომდინარე, აცეტილენის კატარერის ექსპლუატაციის ღირებულება მნიშვნელოვნად უფრო მაღალი იქნება, ვიდრე ჟანგბადი-პროპანი. და ლითონის შედუღების, Acetylene Burner არის უკეთესი, რომელშიც ფლეიმის ტემპერატურა უფრო მაღალია 300-400 ვიდრე ჟანგბადის-პროპანში (წმინდა პროპანის burner, ტემპერატურა ნაკლებია 2000c).
მთლიანი "პოსტის" კომპაქტურობა სახელმძღვანელოს გაზის ჭრისთვის შესაძლებელია მხოლოდ ცილინდრების მოცულობით.
პორტატული გაზის საჭრელი
ცოტა ხნის წინ, თქვენ შეგიძლიათ იხილოთ შეთავაზებები პორტატული გაზის საჭრით, რომლებიც პატარა კოლონის ცილინდრთან ერთად არიან.
მაგრამ მაინც ისინი მდგომარეობს, როგორც საჭრელები, სინამდვილეში ეს არის სანთურები. მათი უმრავლესობის ტემპერატურის ტემპერატურა არ აღემატება 1300C. მიუხედავად იმისა, რომ არსებობს "პროფესიონალი", რომელიც პორტატული საჭრელია 2000-2500C- ის ტემპერატურაზე (მაგალითად, Kovea KT-2610, როდესაც მუშაობს MAPP აშშ გაზის ნარევი), და ეს უკვე ახლოს არის ჟანგბადის გათბობის ფლეიმის ტემპერატურაზე -პროპანის კატარღა - 2700-2800c.

მაგრამ ნებისმიერ შემთხვევაში, არ არსებობს ძირითადი ჭრის კომპონენტი, რათა შეიქმნას "წვის" პირობები - ჟანგბადის გამანადგურებელი, რის შედეგადაც ლითონის ჟანგვის ხდება.
პორტატული საჭრელები მოიცავს lifeline ლითონებს და შენადნობებს: Tin, ალუმინის, სპილენძი, ბრინჯაო, სპილენძი. მაგრამ მათთვის ჩვენ არ ვსაუბრობთ ჭრის, მაგრამ დნობის შესახებ. აქედან გამომდინარე, ისინი ხშირად იყენებენ ფერადი ლითონებისგან მცირე ზომის ნაწილს (მაგალითად, კონდიციონერებისა და მაცივრების შეკეთებისას), და შეიძლება შემცირდეს ხელით ელექტრო ინსტრუმენტებით.
ყურადღება მიაქციეთ გაზის კატარღების არჩევისას
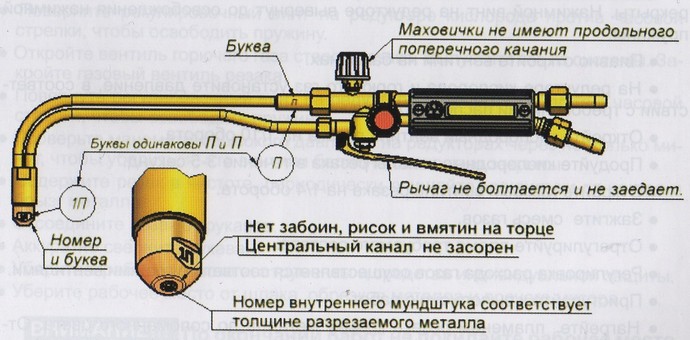
თუ "წასვლა" საწყისი შლანგებიდან ხელმძღვანელი მნიშვნელოვანია შემდეგნაირად:
- brass- ის ნიპებს ემსახურება ალუმინის, ვიდრე ალუმინის;
- მასალის სახელური უნდა იყოს ალუმინის, პლასტიკური უგულებელყოფა ნაკლებად გრძელვადიანი და შეიძლება "ბანაობა";
- ვენტილების როტაცია უნდა იყოს პატარა ძალისხმევით;
- რეკომენდებული დიამეტრი ჟანგბადის სარქვლის სახელური - არანაკლებ 40 მმ;
- ბერკეტი მოდელები უფრო მოსახერხებელია მუშაობისა და გაზის საშუალებას;
- spindle Valves: უჟანგავი ფოლადის - ყველაზე საიმედო (მდე 15,000 Cycles), საწყისი Brass - სწრაფად ვერ (დაახლოებით 500 Cycles), კომბინირებული - აქვს "საშუალო" მაჩვენებლები;
- საქმე მასალა და მილები - უჟანგავი ფოლადი, სპილენძი, სპილენძი;
- acetylene საჭრელები, ნაწილების კონტაქტში კომბინირებული გაზის შერევით პალატას არ უნდა იყოს დამზადებული სპილენძის ან შენადნობების მისი შინაარსი ზემოთ 65%;
- collapsible დიზაინი საშუალებას გაძლევთ შეკეთება კატარღა, გაწმენდა საინექციო ერთეული, წვერი მილები;
- გარე რუპორი მხოლოდ სპილენძიდან;
- აცეტილენის კატარტერის შიდა მუნჯი - სპილენძი, ჟანგბადი-პროპანი - შეიძლება დამზადდეს სპილენძისგან;
- გამყიდველის შერჩეული მოდელი უნდა ჰქონდეს სათადარიგო ნაწილები და მასალები ასორტიმენტში.
როგორ გამოვიყენოთ ჟანგბადი-პროპანი კატარღა
ზოგადი:
- საჭრელთან მუშაობა უნდა მოხდეს შემდუღებლის ნიღაბი (ან სპეციალური სათვალე) ნიღაბი;
- რეკომენდებული ტანსაცმელი და სამუშაო ხელთათმანები ცეცხლგამძლე (არასასურველი) თვისებები;
- autoGen- ის ფლეიმა უნდა გამოიყურებოდეს მიწოდების შლანგების მიმართ და შლანგები არ უნდა ჩაერიოს კარვის მუშაობასთან;
- გაზის ცილინდრებს არ აქვთ უფრო ახლოს, ვიდრე ხუთი მეტრი სამუშაო ადგილი;
- ლითონის ჭრის ხორციელდება არც გარეთ ან კარგად ვენტილირებად ოთახში.
ხანგრძლივი შესვენების შემდეგ ან ახალი ინჟინრის საჭრელის დაწყების შემდეგ, თქვენ უნდა დარწმუნდეთ, რომ არხები "სუფთა" და ჟანგბადის ინჟექტორი ქმნის საჭირო დონის სპრეის გაზის მიწოდებას.
თავდაპირველად, დახურული ვენტილების კატარღა და ცილინდრები კატარღა, შლანგი პროპანთან ერთად ამოღებულია. შემდეგ, ჟანგბადთან ცილინდრზე, საოპერაციო წნევა დამონტაჟებულია და გათბობის ჟანგბადის და გაზის სარქველი გაიხსნა. ინჟექტორი შესრულების ინსპექტირება შემოწმებულია თითის საწვავის გაზის საშუალებით - საჰაერო შეწოვა უნდა იგრძნოს nipple ხვრელში.





