ჟანგბადის პროპანის კატარღა
ლითონის სტრუქტურის დემონტაჟის პროცესი მოითხოვს სპეციალიზებული ინსტრუმენტის გამოყენებას. ნაწილების workpiece ხორციელდება ჭრის, ამისათვის გამოიყენება ლითონის გავრცელება, როგორც გაზის დამონტაჟება პროპანი - ჟანგბადის ტიპი და სხვა მოწყობილობები. მცირე სისქის სტრუქტურების გატარების მიზნით, მექანიკური მოწყობილობები შესაფერისი, სქელი ფურცლები დამუშავებულია გაზის კატარღა. ინსტალაციის ფუნქციონირების პრინციპი იგივეა, მიუხედავად დიზაინისა. როგორ სარგებლობენ მექანიზმი, აღწერეთ სხვადასხვა სპეციფიკაციები, აუცილებელია უსაფრთხოების მოთხოვნების დაცვა, სხვა ფუნქციები.
ოპერაციის პრინციპი და ტიპები
ოპერაციის პრინციპი ეფუძნება ჟანგბადის ჟანგბადის მიწოდებას სუფთა ხედით, გაზის კატარღული nozzle მეშვეობით. AUTOGEN- ის სტრუქტურული მახასიათებლების მიუხედავად, აღსრულება ხდება ლითონის წვის გამო სათანადო - ჟანგბადის საშუალო ზემოქმედების ქვეშ. მოწყობილობის გამოყენების ძირითადი მოთხოვნა - წვის ტემპერატურა უნდა იყოს უფრო მაღალი ვიდრე დნობის, წინააღმდეგ შემთხვევაში მასალის დნება და გადინება, რომელიც ხელს უშლის მაღალი ხარისხის მუშაობას.
ფოლადის შენადნობების უმრავლესობა არ იმოქმედებს ჟანგბადის პროპანის კატარღზე, დოპირებული მინარევების მაქსიმალური წილის ლიმიტის გამო. ნახშირბადის არსებობა ელემენტის შემადგენლობაში შეიძლება გამოიწვიოს არასტაბილური ოპერაცია, ან შეაჩეროს პროცესი. მეტალის გავლენა ხდება რამდენიმე ნაბიჯით:
- ტემპერატურა იზრდება დონეზე, თუ როგორ ფოლადის იწყება დამწვრობა. სასურველი ფლეიმის ჩირაღდნის მისაღებად, ოზონი შერეულია საწვავის ნარევით, რაც აუცილებელია პროპორციებით.
- გათბობის შემდეგ, ზონა ხდება ჟანგბადის საშუალო სიმაღლის მწვავე ფოლადის ჟანგვისა და მასალების გათავისუფლების პროცესში.
სახელმძღვანელოს საჭრელის კლასიფიკაცია რამდენიმე პარამეტრშია დაყოფილია სამუშაოს ტიპის მიხედვით. ძირითადი მახასიათებლები:
- მრავალფეროვანი მწვავე გაზი, მეთანი გამოიყენება, პროპანი - ბუტანი, აცეტილენი და სხვა;
- სიმძლავრე, გათბობისთვის ნარევი მოპოვების პარამეტრი;
- გაზის წარმოების nozzle მოქმედი დიზაინი გამოიყენება როგორც ინჟექტორი დანადგარები და ინექციის გარეშე.

ძალა დაყოფილია რამდენიმე სახეობად, მცირე ზომის მაღალი ხარისხის საკამათო საკითხზე. დაბალი სიმძლავრის დროს, 3-დან 100 მმ სისქის სისქე, საშუალოდ პარამეტრების საშუალებით შესაძლებელია მასალების შემცირება 200 მმ-მდე სისქით, მაღალი - 300 მმ. არსებობს ჯიშები, რომელსაც შეუძლია პროდუქტის მკურნალობა 500 მმ სისქით, ასეთი დანადგარები გამოიყენება როგორც მრეწველობისა და საყოფაცხოვრებო პირობებით. ზოგიერთი კომპონენტი დამოკიდებულია არა მხოლოდ ძალაუფლებაზე, არამედ გაზის კატარერის დიზაინზე.
ჩაფიქრება
ფოლადის სტრუქტურების დამუშავების ყველაზე გავრცელებული მოწყობილობა არის ორი მილის ინექციის კატარღა. საწვავი ნარევი დაყოფილია რამდენიმე ნაკადში, რომელიც საშუალებას გაძლევთ შეცვალოთ ძალა ფლეიმის ძალა. კორექტირების მექანიზმი მდებარეობს საცხოვრებლის გარე ნაწილზე, არის ბერკეტი ტიპის მოწყობილობები.
ნაკადი გადადის მილის მეშვეობით წვერიდან ხელმძღვანელის მეშვეობით, გათავისუფლება ხდება ცენტრალური nozzle მეშვეობით მაღალი სიჩქარით. Mouthpiece პასუხისმგებელია ძირითადი ფუნქციონირების კატარღა, ჭრის ნაწილი პროცესში. გაზის ნაწილი ითარგმნება ინჟირზე, რომელიც მაღალ წნევას ტოვებს, ქმნის განმუხტვას, რითაც დამაკავშირებელი ნარევი. შერევით პროცესი განსაზღვრავს ნაკადის განაკვეთის განაკვეთს, რომელიც შესრულებულია.
ფორმირების ნარევი ხორციელდება ხელმძღვანელი წვერი, რომელიც ჰიტები ქვედა მილის. ჩირაღდანი ჩამოყალიბებულია გარეგნულად, შიდა რუპში, მყარი ნარევი ფორმირების შედეგს. ორი არხი სისტემა აღჭურვილია რეგულირებადი სარქით, რომელიც საშუალებას აძლევს, როგორც ჟანგბადის და დამხმარე აირის მიწოდების ინჟექტორი.
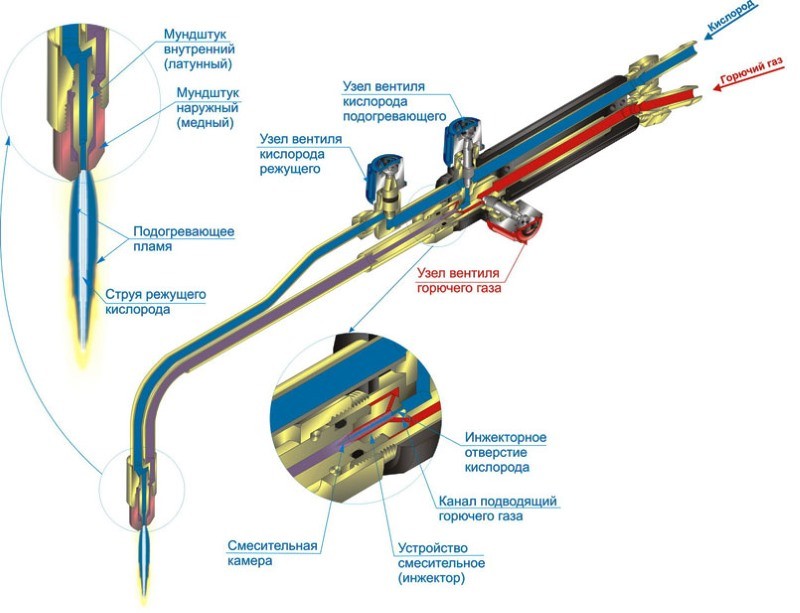
ინექციის ტიპის დიზაინი უფრო კომპლექსურია, რადგან ორი ჟანგბადის ნაკადები და ცალკე გაზისთვის არის მილები. მწვავე კომპოზიციის ნარევი პირდაპირ შიგნით ხდება, ეს დიზაინი უფრო უსაფრთხო ეფექტებს ითვლება. მოქმედებების შესრულების მიზნით საჭირო იქნება ჟანგბადის და საბრძოლო გაზების მაღალი წნევის მიწოდება.
ზარალების ზომა ფიქსირდება GOST- ის სტანდარტებით, მცირე ზომის ნაწილების წარმოებისთვის, მოდელები P1 გამოიყენება სულ 50 სმ-ზე. უფრო ძლიერი დიზაინით უფრო მეტად ფორმირებულია, არსებობს კონკრეტული გაფართოებული სტრუქტურები, რომლებიც მიზნად ისახავს ამოცანების შესრულებას ჭრის ადგილას რთული წვდომით.
Დადებითი და უარყოფითი მხარეები
გაზის ბერნერი განკუთვნილია პროდუქციის წარმოების პირობებში, დიდი რაოდენობით ამოცანებით. მოწყობილობის გამოყენებისას მნიშვნელოვანია იმის გაგება, თუ რა ძირითადი მახასიათებლები ლითონის ჭრის პროპან და ჟანგბადს აქვს:
- მოქმედების მექანიზმი მოსახერხებელია, როდესაც curvilinear ხაზების შესრულებისას curvilinear ხაზები. სტაბილური ძალა გვაძლევს საშუალებას, რომ სხვადასხვა სისქის ლითონის პროდუქტების გაყოფა. იმ სიტუაციებში, სადაც შეუძლებელია გამოიყენოს ინსტრუმენტი, როგორიცაა კუთხის მანქანა, გაზის burner გამოიყენება. მრგვალი პროდუქტის ან ყრუ გახსნის ამოცანას ხორციელდება გაზის ბერნერი, სპეციალური ძალისხმევის გარეშე.
- გაზის კატარღა აქვს ბენზინის მოდელებისგან განსხვავებით. დაბალი წონის გარდა, მექანიზმი არ არის გაზრდილი ხმაური, ისევე როგორც კომპაქტური.
- საწარმოს გაზის ეფექტით დაფუძნებული აპარატის გამოყენება საშუალებას გაძლევთ დაჩქარდეს აღსრულება ორმაგად, რომელიც არ არის მექანიკური ინსტრუმენტების ძალაუფლების ქვეშ.
- პროპან, ისევე როგორც გაზი თხევად სახელმწიფოში, გამოირჩევა დაბალი ფასით. აქედან გამომდინარე, იგი გამოიყენება არა მხოლოდ პროდუქციის დამუშავების საჭიროებებში, არამედ ლითონისა და სხვა ქმედებების განკარგვაში.
- გამოყენების პროპანი, როგორც საწვავი ნარევი საშუალებას გაძლევთ შეასრულოს მაღალი ხარისხის cut. ჭრა ხორციელდება ვიწრო გარდა, რაც არის მთავარი ფაქტორი ხარისხის მუშაობაში.
უარყოფითი მხარეები შეიძლება აღინიშნოს, რომ ზოგიერთი მასალა არ შეიძლება დამუშავდეს პროპანის კატარღა, მაგალითად, რკინის და მაღალი ალუმინის ფოლადი.
გამოყენების მახასიათებლები
ფოლადის მასალები მაღალი ნახშირბადის შემცველობით არ არის რეკომენდებული გაზის მოწყობილობის დაჭერაში. მიზეზი არის მაღალი დნობის წერტილი ფოკუსის პარამეტრთან ახლოს. ნაცვლად იმისა, რომ მოხდეს Nozzle- ის ექსპოზიციის მასშტაბის ნაცვლად, მასალა რეაგირებს კიდეების კიდეებს, რომლის შედეგადაც ჟანგბადი შეჩერებულია, კავშირი არ შეიძლება დამუშავდეს.
მსახიობმა რკინასთან მუშაობა შეიძლება გამოიწვიოს გარკვეული სირთულეები, როგორიცაა გრაფიტის ყოფნა, მარცვლეულის ფორმა. ასევე, გაზის ჭრა არ გამოიყენება პროპანის მიერ, სპილენძის, ალუმინის, სხვა ადვილად დნობის ფოლადების დამუშავებისას.
საჭირო აღჭურვილობა
განახორციელოს სხვადასხვა ფოლადის გადამამუშავებელი ამოცანები, აუცილებელია მოამზადოს აღჭურვილობა, რომელიც შესაბამისი ინსტრუმენტები. ოპერაცია მზადდება:
- ცილინდრები ჟანგბადსა და პროპანთან;
- dissecting ინსტრუმენტი;
- გარკვეული ზომის რუპორი;
- შლანგები.
უსაფრთხოების ტექნიკა არის თითოეული ცილინდრის რეგულირების სარქვლის არსებობის გამო. პროპანის ცილინდრი აქვს საპირისპირო თემა თემა, შედეგად, დამატებითი გადაცემათა კოლოფი არ არის შესაძლებელი. ტექნიკას აქვს მსგავსი დიზაინები, როგორც სახლში და წარმოების მიზნებზე. სანამ ლითონის შემცირების დაწყებამდე აუცილებელია შესრულების შემოწმება, ყველა მორგებული ელემენტის არსებობა.

ოზონის ჩამოსვლა ლურჯით აღინიშნება, სარქველები განლაგებულია როგორც ცილინდრზე და კატარტერზე. პროპანის ნაკადის აღინიშნება, როგორც ყველა სხვა გაზი და ასაფეთქებელი ნივთიერებები, წითელი ან ყვითელი.
კატარერის დამაკავშირებელი მას შემდეგ, რაც პროცესი იწყება, სადაც ჟანგბადი და პროპანი შერწყმულია შერევით პალატაში, რის შედეგადაც ხდება საწვავი ნარევი. დიზაინი ითვალისწინებს აგრეგატების შეცვლას, დაგეგმილ სარემონტო და შენარჩუნებას, ერთ-ერთი კვანძების წარუმატებლობის შემთხვევაში, შესაძლებელია შეცვალოს იგი, გააგრძელოს მუშაობა. Mouthpiece შერჩეულია დამოკიდებულია ტიპის ამოცანები, აქვს სხვადასხვა კითხვას და განსხვავდება ნომრები.
ნიუანსი ჭრის
დისექციის პროცესი უზრუნველყოფს სიჩქარის კონტროლს, პარამეტრის შერჩევა ხდება ვიზუალურად, დამოკიდებულია ნაპერწკლების რაოდენობაზე და მათ არახელსაყრელზე. ჭრის პროცესის შედეგად ჩამოყალიბებული ნაპერწკალი ნაკადი უნდა ჩამოყალიბდეს 90 ° -ის კუთხით ზედაპირზე. სიჩქარე რეგულირდება, თუ ნაკადი ცვლის მიმართულებას, ამ შემთხვევაში სიჩქარე დაბალია, მოითხოვს პარამეტრს.
სტრუქტურის სისქე გავლენას ახდენს პროცესზე, ფოთლის დამუშავების შემთხვევაში, 6 სმ-ზე მეტი სისქე, უნდა განთავსდეს დაბალ კუთხეზე, როდესაც დამუშავება სქელი პროდუქტების, მნიშვნელოვანია გაუძლოს კუთხე დახრილობა მეტი 15 °, კონტროლი სიჩქარე. შუაგულში შუაგულში გაჩერების შემთხვევაში პროცესი არ განახლდება ამ ეტაპზე და პირველ რიგში. რათა თავიდან იქნას აცილებული ცვლილებები, როდესაც ქმედებები სქელი პროდუქტით, აუცილებელია საჭრელი, რომ ლითონის დამუშავება მთელ პერიმეტრზე.

ფოლადის ჭრის დასრულების შემდეგ, გაზის მიწოდება გამორთულია. შემდეგ სარქველი გადაფარავს ცილინდრზე, ბოლო რიგი დახურულია საწვავის ნარევით.
ზედაპირზე და curly ჭრის
ლითონის ზედაპირზე რელიეფის შექმნის პროცესი რამდენიმე სხვა გზით ხდება. ჭრის ხორციელდება nozzle, და მდნარი წიდა, heats ქვედა ნაწილი პროდუქტი. გათბობა ხორციელდება ტემპერატურაზე, რომელიც არ აღემატება მასალის ანთებას.
ჟანგბადის ჭრის გახსნას უზრუნველყოფს მასალის წვის გარკვეულ მონაკვეთს, რითაც სუფთა ზღვარზე და დაჭრილი ხაზი.
აქცია ხორციელდება 80 ° -ის კუთხით, გაზის მიწოდების შემდეგ, საჭრელი 18-დან 45 ° -მდე კუთხეებს გადადის. საჭირო ზომის ღრულის ფორმირება ხორციელდება სიჩქარის მორგება. Groove- ის დიდი ზომა მიღწეულია, როგორც შეცვლის შეცვლის კუთხეზე და სიჩქარის შენახვისას, ჟანგბადის დონის მორგება. სიგანე groove მერყეობს მორგებული ნაკადის გამანადგურებელი მეშვეობით nozzle, სიღრმის თანაფარდობა, სიგანე Groove არის 1-დან 6-მდე. სიგანე აქვს შეღავათიანი ობიექტი, რადგან პროდუქტის ზედაპირზე მზის ჩასვლისას შესაძლებელია.
ყურადღება მიაქციეთ გაზის კატარღების არჩევისას
მაღალი ხარისხის ინსტრუმენტის შერჩევა პირდაპირ დამოკიდებულია შედეგზე. თუ თქვენ უგულებელყოფთ გარკვეულ პარამეტრებს, გარკვეული კატარღა თვისებები დაკარგულია, უსაფრთხოების პარამეტრები მცირდება. პროპანი და ჟანგბადის ფეთქებადი ნივთიერებები, რომლებიც მოითხოვს ოპერაციის დროს გარკვეული მოთხოვნების შესაბამისად:
- სახელური ხორციელდება ალუმინის შენადნობებისგან, პლასტმასისგან გამოიყენება უფრო იაფი ინსტრუმენტები, დროთა განმავლობაში დნობის, კარგავს ფორმას.
- სპილენძის nipple გაგრძელდება აღარ ალუმინის სტრუქტურა, რადგან მას აქვს მეტი რესურსი deformities.
- სარქვლის როტაცია უნდა გაკეთდეს პატარა ძალისხმევით, შეწყვიტოს პროცესი არასტანდარტული სიტუაციის შემთხვევაში. რეკომენდებული სარქველი ზომა მინიმუმ 4 სმ.
- ყველაზე საიმედო spindles მზადდება უჟანგავი ფოლადის, შეუძლია გაუძლოს მდე 1500 ციკლის გარეშე ჩანაცვლება, თითბერი არ გაუძლებს მსგავსი სამსახურის ცხოვრებაში. შესაფერისი ვარიანტი კომბინირებული spindles, რომელსაც აქვს ხელსაყრელი ფასი ხარისხის თანაფარდობა.
- კატარღა დიზაინი უნდა იყოს დასაკავებელი, შენარჩუნება მზადდება მომსახურების ცხოვრებაში. მასალა Mouthpiece - სპილენძი.

აუცილებელია ყურადღება მიაქციოთ სარემონტო კომპლექტების ხელმისაწვდომობას, სათადარიგო ნაწილებს კატარღა. თუ არ არსებობს თავისუფალი გაყიდვები, რემონტის რემონტისას პრობლემები შეიძლება იყოს.
როგორ გამოვიყენოთ ჟანგბადის პროპანის კატარღა
პროპანის ფუნქციონირება - ჟანგბადის კატარღა მოითხოვს გარკვეულ წესებს. ჟანგბადის, პროპანის კატარტერის აღჭურვილობის გამოყენებამდე მნიშვნელოვანია გაეცნოთ შემდეგ მოთხოვნებს:
- უსაფრთხოების აღჭურვილობის შესაბამისობა არ არის უგულებელყოფილი, მნიშვნელოვანია დამცავი ნიღაბი ან სპეციალიზებული სათვალე. ასევე, ოპერატორის ტანსაცმელი უნდა იყოს დამზადებული ცეცხლგამძლე მასალისგან.
- საჭრელიდან ცეცხლი გაუხსნეს საპირისპირო მხარეს გაზის მიწოდების შლანგს.
- ცილინდრების ადგილმდებარეობა აირების საშუალებით არ არის დაშვებული ხუთი მეტრის დაშორებით პირდაპირი სამუშაოს ადგილას.
- დისექცია მზადდება ღია ცის ქვეშ ან შენობაში კარგი ვენტილაციით.
გრძელვადიანი მარტივი აღჭურვილობა მოითხოვს პრევენციას მუშაობის დაწყებამდე. გამოცდის დაწყებამდე, პროპანის შლანგი გათიშულია, გაზის წნევა მიეწოდება. ინჟექტორი ამოწმებს თითის დროს ხვრელზე, თუ შეწოვი ხდება, ეს იმას ნიშნავს, რომ აღჭურვილობა კარგ მდგომარეობაშია.





