ლითონის ჭრის ბაზები: ინვერტორული, პლაზმური, გაზი
ლითონის ჭრა გარკვეულ დროს შედუღებამდე აქტიურად იყენებდნენ როგორც ლითონის სტრუქტურების გადამუშავების ძირითად მეთოდს. შედეგად შემცირება არ იყო გამოირჩეოდა სილამაზის, ამიტომ გამოყენება grinder იყო შესამჩნევად შედუღებამდე. დადასტურებული წლის განმავლობაში, მეთოდი კვლავ მიმართავს, მისი შესაძლებლობები ახალი ტექნიკის გამოყენების გზით გაფართოვდა.
შედუღებით, ლითონის დაჭრილი შემდეგ შემთხვევებში:
- საველე პირობებში, როდესაც ელექტროენერგიის წყაროები არ არის,
- ეს ხდება, აუცილებელია ძალიან სქელი ლითონის შემცირება,
- როდესაც ჭრის, თქვენ უნდა მიიღოთ ნაჭერი კომპლექსური ფორმის,
- აუცილებელია ლითონის მოჭრა რთულ ადგილას.
შედუღება ეხება უნივერსალურ პროცესებს, რომლებიც შეიძლება გამოყენებულ იქნას როგორც ნაწილების ნაწილებად. ყველაზე მეტად გამოიყენება ლითონის ჭრის ტექნიკის შემდეგი ვერსიები:
- რკალის (ინვერტორული),
- გაზის კატარღა
- plasmorez.
ამ სტატიაში, ჩვენ დეტალურად ვისაუბრებთ ლითონის ჭრის თვისებების, ტექნოლოგიებისა და ძირითადი პრინციპების შესახებ, ლითონის ინვერტორთან, ჟანგბადის და პროპანთან ლითონის გაზის ჭრა და ლითონის პლაზმური ჭრის. სხვადასხვა ტიპის აღჭურვილობის მუშაობის ძირითადი პრინციპების შესწავლის შემდეგ, თქვენ შეგიძლიათ შეასრულოთ ლითონის ჭრის საკუთარი ხელით.
ჭრის რკალი
შედუღების საფუძვლების მომზადებისას, ახალბედა ყველაზე მეტად ეშინია ლითონის დაწვას და მთლიანად გაანადგურებს კავშირს. ლითონის ჭრისას, შემდუღებლის მიზანი იწვის, ლითონის ჭრის.
ლითონის შედუღების მიზნით, აუცილებელია დნობის წერტილამდე სითბო და შედუღების ზონიდან მოპარული ლითონის ამოღება. მოცილება ხორციელდება რკინის მხარის ზეწოლის ქვეშ ან შედუღების ზონაში მიწოდებული ჰაერის ნაკადიდან.
ასეთი ელექტროდები გამოიყენება ლითონის ჭრისთვის:
- მეტალის დაფარული
- carbonic,
- tubular,
- ვოლფრამი.
ეს მეთოდი მოჭრილი ფოლადი, მათ შორის შენადნობი, ფერადი ლითონები და შენადნობები.
ნაკლოვანებები მოიცავს დაბალი ხარისხის დაჭრილი, არათანაბარი კიდეები, მასშტაბის არსებობა. ამიტომ, თუ ლითონის მომავალში მიდის სტრუქტურების შექმნა, კიდეები უნდა იყოს დამატებით დამუშავებული, მაგალითად, გაწმენდა.
ჭრა ხორციელდება იმავე ტექნიკით, როგორც შედუღების, ყველა სივრცითი პოზიციებით. როგორც აღჭურვილობა სახლში, ტრანსფორმატორი ან rectifier ადრე გამოყენებული, ახლა ინვერტორული ყველაზე ხშირად გამოიყენება.
ARC ჭრის საფუძვლები
ლითონის რკალის მოჭრის მიზნით, 30-40% -ით უფრო მაღალია, ვიდრე შედუღებისას. ისინი უნახავს ძლიერი რკალის ზედა ზღვარზე ლითონის და გაღრმავდება, ხოლო ჭრის ზღვარზე.
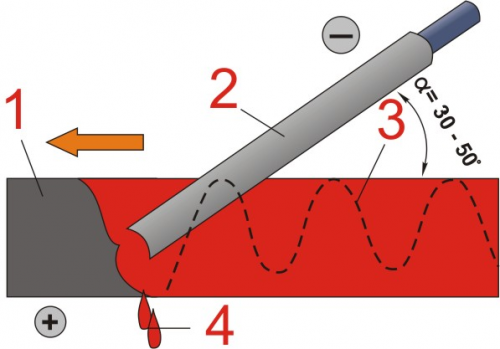
ლითონის ჭრა შედუღების ინვერტორთან ერთად
ჭრისთვის, მცირე დიამეტრის ელექტროდი შერჩეულია, მაგრამ ეწინააღმდეგება, პირიქით, უფრო მეტია, ვიდრე შედუღებისათვის. მაგალითად, ელექტროდან დიამეტრი 2.5 მმ, 140A დამონტაჟებულია.
მსუბუქი რკალის და დატოვონ ელექტროდი ერთ ადგილას. თქვენ ცდილობენ შეინახოთ რკალის გაღრმავება, არ აქვს მნიშვნელობა, თუ როგორ ლითონის ცხოვრობდა.
თუ ფირფიტა მოთავსებულია ვერტიკალურად, molten ლითონის ნაზად გაათრიეს. ლითონის ჰორიზონტალური ჭრის, შედუღების ინვერტორი შეგროვდება ფირფიტის ბოლოში.
საუკეთესო სითბოს გათბობის უზრუნველსაყოფად, სწორი პოლარობა შეიწოვება. ამ შემთხვევაში, ლითონის ათბობს ღრმად, მაგრამ დაჭრილი მიიღება ვიწრო.
ვიდეო გვიჩვენებს, თუ რა შესაძლებლობები გაიხსნა, როდესაც ARC- ის ჭრის გამოყენება ხდება. Plate ზე 10 - 20 მმ სისქის მოჭრილი სიტყვასიტყვით რამდენიმე წუთში მარტივია და ლამაზი.
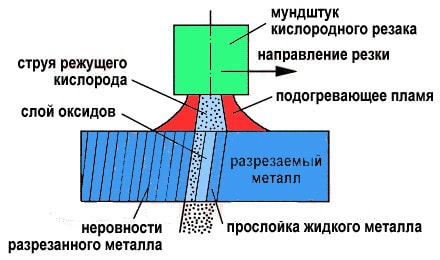
ჭრის გაზის საჭრელი
ცოტა ხნის წინ, ლითონის გაზის კატარღა დარჩა ლითონის დანაყოფის მთავარი მეთოდი, განსაკუთრებით მაშინ, თუ აუცილებელი იყო მკვეთრი მიკროსქემის შესასრულებლად, გაუმკლავდეს ზღვარზე ან მიიღოთ ხვრელი. უპირატესობა ის არის, რომ ელექტროენერგიის წყაროში მუშაობა არ არის საჭირო.
ლითონის ჭრის ერთად გაზის კატარღა ხორციელდება შემდეგნაირად: ნარევი ჟანგბადის ერთად საწვავი გაზის, შედეგად ჩირაღდნის ლითონის მოჭრილი ზონაში წვის ტემპერატურა, არანაკლებ 12000c. შესანახი ჟანგბადის გამანადგურებელი.

ლითონის აალების და გამოდის cut ხაზი. ყველაზე ხშირად ჭრის გამოყენებით ჟანგბადის ნარევი პროპანთან ერთად. გაზის ჭრა მკურნალობს ფოლადის, როგორც ნახშირბადის და შენადნობის, ტიტანის შენადნობები.
გაზის ჭრა ლითონის პროპანის და ჟანგბადის ნარევი
სამუშაოს დაწყებამდე, ლითონის მომზადებულია: გაწმენდილი ჭუჭყიანი, ცხიმი, მასშტაბი, ჟანგი.
გაზის ჭრის აღჭურვილობა
იგი იღებს ნაკლებ უნარებს, რათა გაზის ჭრის, ვიდრე შედუღების, რადგან არ არის საჭირო, რათა უზრუნველყოს კავშირი კავშირი. აპარატურა დასჭირდება გაზის კატარღა, ჟანგბადის ცილინდრები და პროპანი.

თითოეულ ცილინდრს აქვს ზეწოლის რეგულირება. გაზის ცილინდრიდან მცირდება მაღალი წნევის შლანგი.
დაწყებამდე მუშაობის დაწყებამდე, შლანგები ჭუჭყს გაწმენდილია. ყველა შლანგის შემოწმება, კავშირი გადაცემათა კოლოფით, ყველა მოხსნადი კავშირები შემოწმებულია შებოჭვისთვის.
შეამოწმეთ რისკის მდგომარეობა და ჟანგბადით გაწმენდილი. ამისათვის ჟანგბადის ცილინდრიანი ჟანგბადის შლანგის დანართის ადგილას უკავშირდება. ბალონი აალებადი გაზი არ არის დაკავშირებული. დააინსტალირეთ გადაცემათა კოლოფი 5 ATM და გახსენით ორივე სარქველი კატარღა. მართვის მოწმობა მეორეზე შეიძლება შეინიშნოს, არის თუ არა საცხოვრებელი ადგილი. მისი არყოფნისას, საჭრელი არხები უნდა იყოს purned.
ოპერაციული პროცედურა
გაზის ჭრა ხორციელდება პროპორციით: გაზის 1 ნაწილში ჟანგბადის 10 ნაწილი. აქედან გამომდინარე, ისინი დამონტაჟებულია გაზის კოლოფი 0.5 ათი და ჟანგბადის გადაცემათა კოლოფი 5-ზე.
დაწყებისთანავე, ოდნავ გაიხსნა პროპანის და გაზის მიწოდება. Nozzle ეკისრება ლითონის და ჟანგბადის არის მჭიდროდ დაიწყება. სარქველების როტაციის დახმარებით, თქვენ შეგიძლიათ შეცვალოთ ფლიბერის ღირებულება და მიიღოთ საჭირო ფლეიმის მუშაობა. სქელი ლითონის ვივარაუდოთ, რომ გაჭრა, ძლიერი ფლეიმის უნდა იყოს, რისთვისაც საჭიროა გაზისა და ჟანგბადის დიდი მიწოდება.
ყურადღება: ფლეიმის რეგულირებადი გამოყენებით მარეგულირებელი ჟანგბადის ზეწოლის გამოყენებით, არა ჭრის.
 დამწვრობის ფლეიმის გაკეთება რკინის იმ ადგილას, სადაც აუცილებელია შეასრულოს დაჭრილი, ერთად მანძილი nozzle და ლითონის 5mm. ფლეიმის მოქმედებისას, ლითონი სასურველ ტემპერატურაზე მწვავეა. ეს ხდება სწრაფად, წამში 10. პროცესის თვალს ადევნებს, რომ ამ მომენტში ლითონის როგორც სველი ხდება. მხოლოდ ლითონის იგნორირება, დაუყოვნებლივ მოიცავს ჭრის ჟანგბადის.
დამწვრობის ფლეიმის გაკეთება რკინის იმ ადგილას, სადაც აუცილებელია შეასრულოს დაჭრილი, ერთად მანძილი nozzle და ლითონის 5mm. ფლეიმის მოქმედებისას, ლითონი სასურველ ტემპერატურაზე მწვავეა. ეს ხდება სწრაფად, წამში 10. პროცესის თვალს ადევნებს, რომ ამ მომენტში ლითონის როგორც სველი ხდება. მხოლოდ ლითონის იგნორირება, დაუყოვნებლივ მოიცავს ჭრის ჟანგბადის.
იმისათვის, რომ თავიდან იქნას აცილებული ცხიმის საპირისპირო გაფიცვის თავიდან ასაცილებლად, რომელიც შეიძლება იყოს ბამბის თანდასწრებით, მოიცავს ჟანგბადის ჭრის თანდათანობით.
ამ შემთხვევაში, ჟანგბადი თავად უნახავს, \u200b\u200bროგორც კი ის ცხელი ლითონის ზედაპირს ეხება. ვიდეო გვიჩვენებს, თუ როგორ გამოიყენება გაზის ჭრის თქვენ შეგიძლიათ გაჭრა ფორმის ყველაზე რთული ფორმის.
ჭრის ხარისხი გავლენას ახდენს შედუღების სიჩქარით. კონტროლის სიჩქარე ფოკუსირება sparks ჭრის ზონაში. თუ sparks წინ არის, ეს ნიშნავს, რომ სიჩქარე არასაკმარისია. მაღალი სიჩქარით, sparks არის საჭმლის უკან, ამ შემთხვევაში ძნელია ხარისხის გაჭრა ბლანკები.
ხვრელის შესასრულებლად, ადგილი სასურველ ტემპერატურაზეა გათბობის, ჟანგბადის ჭრის. ლითონის აალებადი. კატარღა იკვებება ლითონის ზონაში და ხვრელი თავისთავად ხდის.
ლითონის ჭრის პლაზმური კატარღა ან პლაზმორის
პლაზმური ტორუსის შესაძლებლობების შესახებ კარგად არის ვიდეო. ვიდეოს განხილვის შემდეგ, თქვენ აუცილებლად გვინდა ასეთი მშვენიერი აღჭურვილობა ფერმაში, მიუხედავად მისი დიდი ფასისა.
ლითონის ჭრა ხდება პლაზმური ენერგიის მოქმედებით. აღმოჩნდება შემდეგნაირად. როდესაც ანთების ღილაკი დაჭერილია, პლაზმრის შიგნით ჩამოყალიბებული მოვალეობაა. შეკუმშული ჰაერი გადის, ionized, და პლაზმური გამოყვანილია მეშვეობით nozzle მაღალი სიჩქარით. პლაზმას აქვს 10 ათასი გრადუსიანი ტემპერატურა და ორჯერ სიჩქარის სიჩქარე. ეს ენერგია საკმარისია ლითონისთვის და კიდევ აორთქლდება.
 ოპერატორი პლაზმორს მოაქვს იმ ადგილას, სადაც აუცილებელია დაჭრილი და ლითონის შესასრულებლად. მექანიკური მოძრაობის სიჩქარე უნდა უზრუნველყოს ლითონის ჭრა. დაჭრილი პარამეტრები არსებობს არსებული ძალა და ჰაერის წნევა.
ოპერატორი პლაზმორს მოაქვს იმ ადგილას, სადაც აუცილებელია დაჭრილი და ლითონის შესასრულებლად. მექანიკური მოძრაობის სიჩქარე უნდა უზრუნველყოს ლითონის ჭრა. დაჭრილი პარამეტრები არსებობს არსებული ძალა და ჰაერის წნევა.
დეტალები, თუ როგორ პლაზმური მიიღება და კატარღა კარგად არის ნაჩვენები ვიდეოში.
არასწორად შერჩეული პარამეტრებით ზღვარზე შეიძლება ჩამოყალიბდეს მასშტაბი. დასრულების შემდეგ, არ დაუყოვნებლივ გამორთულია შეკუმშული ჰაერის მიწოდება. იგი მსახურობს გარკვეული დრო, რათა მაგარი ლითონის.
პლაზმურის ტექნოლოგია
სამუშაოს დაწყებამდე კიდეები გაწმენდილია, დაბინძურება და ჟანგი მათგან.
პლაზმური ჭრის ოპერაციები ნებისმიერი ლითონის დაწყებისას მიმდინარე ძალაუფლების დამონტაჟებით. პრინციპი მარტივია: მიმდინარეობს გამოითვლება ლითონის სისქის მიხედვით. მიმდინარე ძალების ოდენობა, რომელიც აუცილებელია 1 მმ ლითონის სისქის ჭრისთვის, გამრავლებულია ლითონის სისქით. თუ საჭიროა 25 მმ ფოლადის შემცირება, მაშინ საჭიროა გაამრავლოთ 4A (მიმდინარე 1 მმ ფოლადის ან მსახიობი რკინის). სულ აღჭურვილობა გამოფენაში 100a.

სიჩქარე, რომელიც აუცილებელია შეასრულოს ჭრის პირდაპირ გავლენას ახდენს ხარისხის მუშაობა, მაგრამ დამოკიდებულია უნარი carver. სპეციალისტები ვურჩევ თავდაპირველ ეტაპზე მუშაობის ფოკუსირება პროდუქტის საპირისპირო მხარეს ნაპერწკლების არსებობის შესახებ. თუ ისინი დაკარგული არიან, ლითონი მთლიანად მთლიანად გაჭრა.

სანამ რკალის ნახევარი წუთი იგნორირებულია, კატარღა დაბლოკილია გაზის მიერ ჭუჭყისა და შესაძლო კონდენსატის ამოღების მიზნით. შემდეგი, ოპერატორი აწესებს arc- ის ანთების ღილაკს, ის 2 წმ. თუ ჭრის რკალი არ არის ჩამოყალიბებული, პროცესი კვლავ განმეორდება.
მოდელის მიხედვით, მიდგომა არის კონტაქტი და უკონტაქტო:
- კონტაქტი მოითხოვს მოკლე ჩართვას. როგორც კი პლაზმა გამოვიდა რკინის და ელექტროდს შორის, პლაზმური რკალის ჩამოყალიბება და ჭრის პროცესი იწყება.
- უკონტაქტო arc ignites შორის nozzle და ელექტროდი. როდესაც nozzle უახლოვდება ლითონის, სამუშაო რკალის ჩამოყალიბდა.
ჭრის დროს, აუცილებელია რკალის მუდმივი სიგრძის შენარჩუნება. თუ სპეციალურ აქცენტი არ არის გათვალისწინებული, ეს პარამეტრი კატარღა არის, ეს უნდა იყოს 1.6-დან 3 მმ-მდე.
როდესაც მუშაობისას საჭიროა 900C- ის კუთხის ლითონის შენარჩუნება. თხელი ლითონის დეფორმაციის შემცირების მიზნით, დამწვრობა ინახება პატარა კუთხით. დროს ჭრის, ყურადღება მიაქციეთ ლითონის არ ასვლა nozzle burner.
დეტალების შესახებ პლაზატონის მუშაობის შესახებ, ნახეთ ვიდეო.
დახმარების გაწევის მეთოდების ჭრის, შეგიძლიათ მოჭრილი ლითონის ყველაზე რთული კონტურიდან. ეს ნამუშევრები შეძლებენ თავიანთ ხელებს, მცირე თეორიული და პრაქტიკული სწავლების შემდეგ. მთავარია აღჭურვილობისა და მასალების ხელმისაწვდომობა.





