გაზის ჭრის ლითონი: ჟანგბადის მოხმარება და პროპანი, ტექნოლოგია
დღესდღეობით ლითონის ჭრის ყველაზე გავრცელებული გზა არის Autogenous, ასევე მოუწოდა გაზის ან ჟანგბადის. მისი არსი მოდის ქვემოთ, რომ გავლენის ქვეშ გაზის ფლეიმის, ლითონის heats up და იწყება დნება და გავლენის ქვეშ ჟანგბადის თვითმფრინავი, მისი წვის ხდება, რაც ვიწრო groove.
Acetylene, Propane-Butane, ბუნებრივი, Coke Gas გამოიყენება გამაცხელებელი.
ლითონის ჭრა შეიძლება კლასიფიცირებული იყოს სასურველი საბოლოო შედეგის მიხედვით:
- ზედაპირული;
- გამოყოფა;
- ჭრის სათადარიგო.
ზედაპირის გაზის ჭრა ვრცელდება იმ შემთხვევებში, როდესაც აუცილებელია ლითონის ფენების ამოღება სლოვებით, ღარები და სხვა სტრუქტურული ელემენტების ჩამოყალიბება.
გამყოფი სახეობა ითვალისწინებს ბოლომდე-ბოლომდე შემცირების განხორციელებას, ლითონის ელემენტების საჭირო რაოდენობის მისაღებად. სესხის ლითონის მიღება ღრმა ან მეშვეობით ხვრელების ეწოდება მკვეთრი სათადარიგო.
ტექნოლოგიური პროცესი
ჭრის ტიპებიდან დამოუკიდებლობის შემთხვევაში, ამ პროცესის შესრულების ტექნოლოგია იგივე იქნება. გაზი წვის უზრუნველყოფას ტემპერატურა 1000-დან 1300 ° C- მდე, საკმარისია მყარი ფოლადის დნება. ამ დროს, ჟანგბადის ძლიერი თვითმფრინავი მიეწოდება, რომელიც რეაგირებს molten ლითონის მოლეკულებით, მათ oxidizing მათ.
შედეგად, დაჭრილი მიიღება. ჟანგბადი მაღალ წნევას იკავებს, ხშირად 12 ატმოსფეროს მიაღწევს, ასეთი თვითმფრინავი კი ცეცხლსასროლი იარაღის გარეშე შეუძლია.
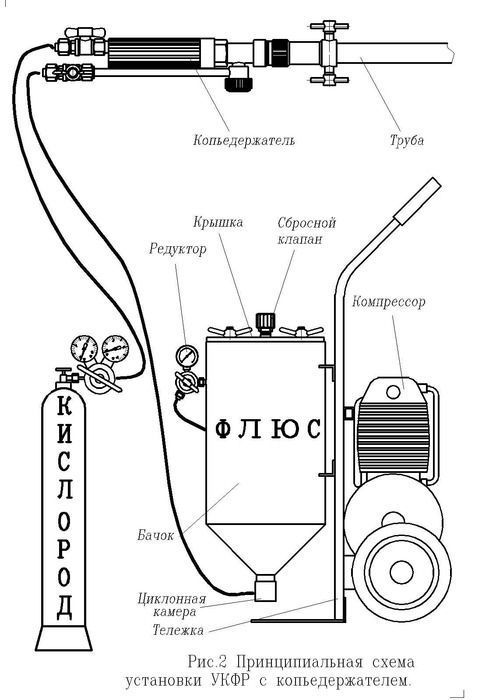
ამ გზით შემუშავებულია ჭრის აპარატის სტრუქტურა:
- გაზის დამწვრობა;
- ორი ცილინდრები;
- მიქსერი;
- წნევის მარეგულირებელი;
- შლანგები.
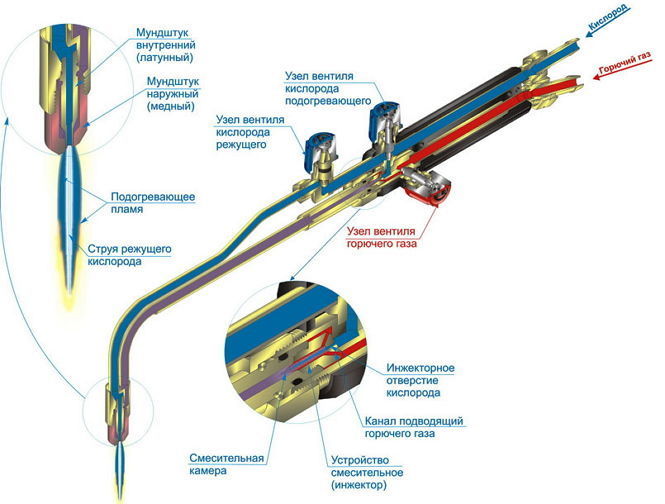
გაზის burner შედგება ხელმძღვანელი რამდენიმე nozzles, ძირითადად სამი. ორი მხრიდან, საწვავის ნივთიერება იკვებება, მესამე, რომელიც მდებარეობს შუა, ჟანგბადის მიეწოდება. ცილინდრები განკუთვნილია პირდაპირ გაზისა და ჟანგბადისთვის, რაც დამოკიდებულია სამუშაოს მოცულობაზე, შესაბამისი ცილინდრები შერჩეულია.

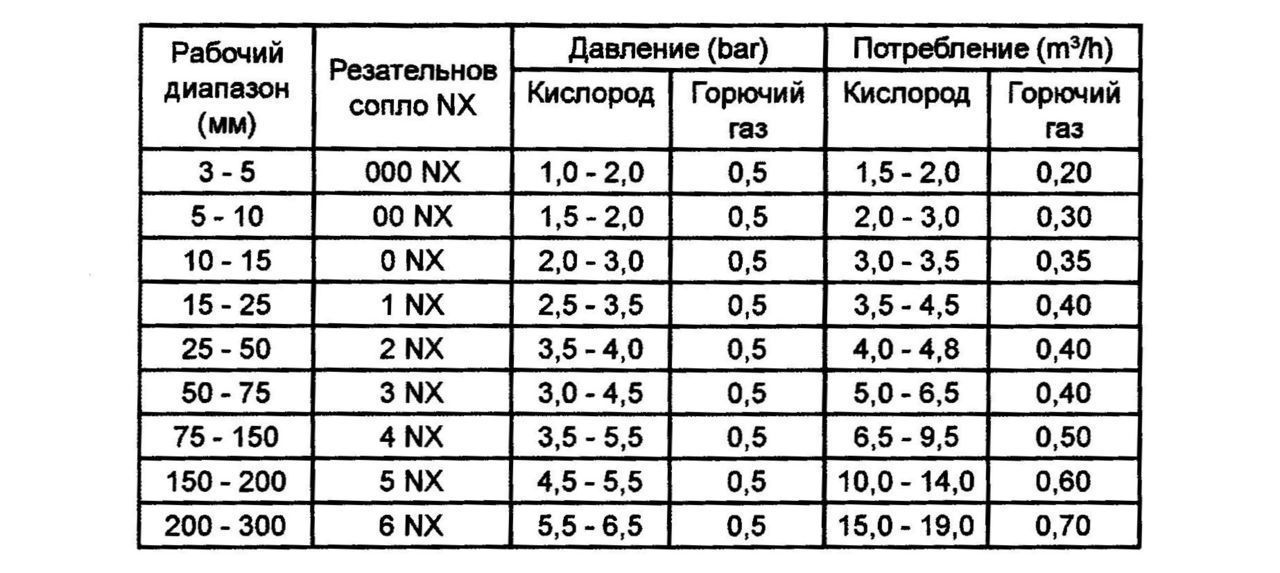
უწყვეტი ოპერაციის ერთი საათის უზრუნველსაყოფად, საშუალოდ 0.7 მ 3 აცეტილენი (პროპანის 1 მ 3) და 10 მ 3 ჟანგბადი იქნება. ზოგადად, ნედლეულის საჭირო თანხა დამოკიდებულია ლითონის სიმჭიდროვე და მისი გათბობისთვის საჭირო ტემპერატურა. შემცირებული პროპანის მოხმარება შეიძლება იყოს სპეციალური nozzles on nozzles, რომელიც დააფიქსიროს მიწოდების მიწოდება გარკვეულ მიმართულებით, უფრო ახლოს მიწოდება მიწოდება ჟანგბადის თვითმფრინავი, საწვავის მოხმარება გაიზრდება.
შლანგები აუცილებელია ჟანგბადის და საწვავის მიწოდება ცილინდრებში მიქსერისგან, მათ ასევე უწოდებენ sleeves. მასალა, საიდანაც შლანგები მზადდება ორსართულიანი საბურავები, ფარგლებში ფენებს შორის, დამზადებული ბამბის თემა. დიამეტრი - 12 მმ-მდე, ჰაერის ტემპერატურაზე ოპერაციის შესაძლებლობა არ არის დაბალი, ვიდრე -35 o C.
ზეწოლის მარეგულირებელი აუცილებელია სხვადასხვა რეჟიმებისა და ჭრის სიჩქარის უზრუნველსაყოფად. მცირე რაოდენობით საწვავის კვება შესაძლებელია დაბალი ტემპერატურის მქონე, რომელიც აუცილებელია ჯარიმა ფოლადის ან ლითონის დაბალი სიმტკიცით, ასევე ნედლეულის მოხმარების შემცირება.
გადაცემის კიდევ ერთი მნიშვნელოვანი ფუნქცია არის ერთგვაროვანი წნევის დონე. თუ გაზის მიწოდება შეწყდება ჭრის პროცესში, ლითონის სწრაფად მაგარი და შემდგომი დამუშავება შეუძლებელი გახდება.
ლითონის ჭრის პროპანი და ჟანგბადი
საჭირო აღჭურვილობა
 Cutter P101.
Cutter P101. პირველი კატარღა იყო R1-01 მოწყობილობა, რომელიც საბჭოთა კავშირში აშენდა, მაშინ უფრო განახლებული მოდელები გამოჩნდა - P2 და P3. მოწყობილობები გამოირჩევა ზომების ზომები და გადაცემათა კოლოფი. მეტი თანამედროვე სახელმძღვანელო პარამეტრები:
- ცვლილება;
- Quicky;
- ორბიტა;
- სექტორის.
ისინი ხასიათდება დამატებითი ფუნქციების და შესრულებით.
Quicky შეიძლება განახორციელოს curly ჭრის, მიხედვით მითითებული ნახაზები, სამუშაო სიჩქარე აღწევს 1000 მმ წუთში, ლითონის მაქსიმალური დასაშვები სისქე 100 მმ. მოწყობილობას აქვს მოსახსნელი nozzles კომპლექტი, რათა უზრუნველყოს ლითონის ფურცლები ან მილები სხვადასხვა სისქე.
ეს აპარატი შეიძლება გამოყენებულ იქნას სხვადასხვა ტიპის საწვავი გაზის გამოყენებით, პროტოტიპის P1-01- ისგან განსხვავებით, რომელიც მხოლოდ აცეტილენზე მუშაობს.
მექანიკური სექტორის კატარღა უფრო გაუმჯობესებული მახასიათებლებია კოლეგებთან შედარებით.

მასთან ერთად, თქვენ შეგიძლიათ ლითონის სისქე 300 მმ-მდე სისქით, ეს არის გათვალისწინებული დამატებით nozzles შედის ნაკრები, ისინი მოსახსნელი და ისინი შეიძლება შეიძინა დამატებით, როგორც აცვიათ. სექტორმა შეიძლება აწარმოოს შემდეგი სახის ჭრა:
- figured;
- პირდაპირი
- ბეჭედი;
- ქვეშ ხრახნიანი.
სიჩქარე შეიძლება მორგებული იყოს 100,1200 მმ-დან წუთში, და ჩაშენებული ყდის დაწყვილება, ლითონის ფურცლის გლუვი მოძრაობა. საჰაერო გაცივებული reducer უზრუნველყოფს სუფთა მუშაობას და ამცირებს საწვავის მოხმარებას.
ზემოთ მოყვანილი მოდელები მიეკუთვნება სახელმძღვანელოს, ანუ, ისინი კომპაქტურია, მართოთ ოსტატის ხელში. მაგრამ ლითონის დიდი მოცულობისთვის, რომელიც მუშაობს
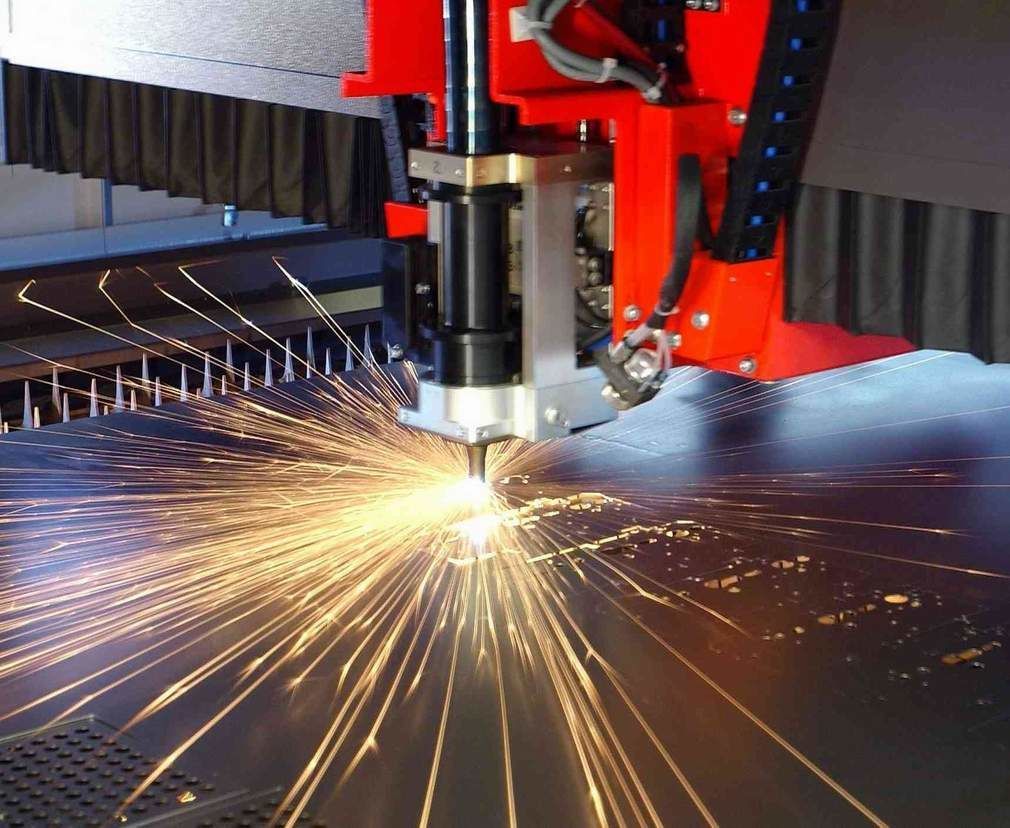
დანადგარები არასასიამოვნო და არა ეფექტურად. სამრეწველო წარმოებისათვის, სტაციონარული ჭრის დანადგარები გამოიყენება - ეს არსებითად იგივე ტექნოლოგიაა.
ისინი მანქანა არიან ტაბლეტი, რომელშიც აშენებულია ჭრის მექანიზმი. მისი მუშაობა უზრუნველყოფს ელექტროენერგიას
კომპრესორი, რომლისთვისაც ელექტროენერგიის ქსელი საჭიროა მინიმუმ 380 V და სამი ფაზის სოკეტებისგან. სტაციონარული ჭრის დანადგარების სამუშაო მოდელების ტექნოლოგია არაფერია, მაგრამ განსხვავდება სახელმძღვანელოსგან. განსხვავება მხოლოდ შესრულების, მაქსიმალური გათბობის ტემპერატურაზე და ლითონის დამუშავების უნარი, 300 მმ-ზე მეტი სქელი.
ლითონის ჭრის პირობები
ლითონის გაზის ჭრა ეფექტური იქნება მხოლოდ მაშინ, როდესაც ლითონის ანთების ტემპერატურა დნობის წერტილზე ნაკლებია. ასეთი პროპორციები შეინიშნება დაბალ ნახშირბადოვან შენადნობებში, ისინი 1500 ° C- ზე დნებავენ და ანთების პროცესი 1300 o C.
ინსტალაციის მაღალი ხარისხის ფუნქციონირებისთვის, აუცილებელია გაზის მუდმივი მიწოდების უზრუნველსაყოფად, რადგან ჟანგბადი მოითხოვს მუდმივ რაოდენობას სითბოს, რომელიც ძირითადად შენარჩუნებულია (70%) ლითონის წვის გამო და მხოლოდ 30% უზრუნველყოფს გაზის ფლეიმის. თუ ეს შეჩერებულია, ლითონი შეწყვეტს სითბოს და ჟანგბადს, ვერ შეძლებს მასზე დანიშნულ ფუნქციებს.
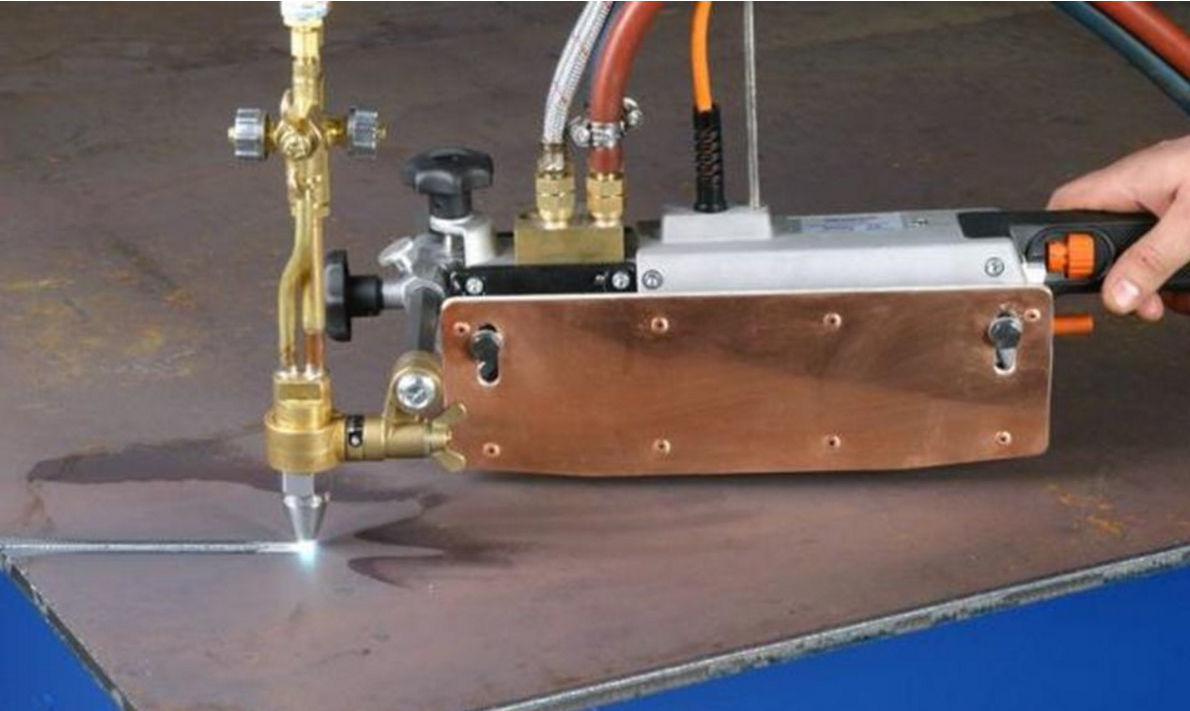
სამუშაო კატარღა, ლითონის ჭრის ტრენინგი
მექანიკური გაზის საჭრელი მაქსიმალური ტემპერატურა 1300 ° C- ს აღწევს, ეს არის საკმარისი მნიშვნელობა ლითონის უმრავლესობის დამუშავებისათვის, თუმცა არსებობს ის, რაც იწყება მაღალ ტემპერატურაზე, მაგალითად, ოქსიდის ალუმინის - 2050 o გ ( თითქმის სამჯერ მეტია, ვიდრე ტემპერატურა დნობის სუფთა ალუმინის), ფოლადის ქრომის შემცველობა - 2000 o C, ნიკელის - 1985 O S.
თუ ლითონი არ არის საკმარისი და დნობის პროცესი არ დაწყებულა, ჟანგბადი ვერ შეძლებს ცეცხლგამძლე ოქსიდებს. ინვერსიის ამ სიტუაციაში, როდესაც ლითონის აქვს დაბალი დნობის წერტილი, იწვის გაზის გავლენის ქვეშ, მას შეუძლია უბრალოდ დნება, ასე რომ შეუძლებელია ამ მეთოდის გამოყენებისას რკინის ჭრის გამოყენება.
უსაფრთხოების ტექნიკა
ლითონის ჭრის განხორციელება გაზის მონტაჟის გამოყენებით უკეთესია გამოცდილი სპეციალისტისთვის, რადგან არასწორი საჩივრის მიღება საკმარისად სამწუხაროა.
უსაფრთხოება მოიცავს შემდეგ პირობებს:
- კარგი სავენტილაციო შენობაში, სადაც სამუშაოები განხორციელდება;
- 5 მეტრის მანძილზე არ უნდა იყოს ცილინდრები გაზისა და სხვა მწვავე ნივთიერებებით;
- სამუშაო უნდა განხორციელდეს დამცავი ნიღაბი ან სპეციალური სათვალეებში, ასევე ცეცხლგამძლე ტანსაცმელში;
- პირდაპირი ფლეიდი აუცილებელია გაზის წყაროდან საპირისპირო მიმართულებით;
- მოწყობილობის ექსპლუატაციის პროცესში შლანგები არ შეიძლება დაიწყოს, მათზე მოხდეს მათი ფეხები;
- თუ შესვენება კეთდება, მაშინ დამწვრობის ცეცხლზე სრულად უნდა უპასუხოს დამწვრობის და ცილინდრების გაზის ვენების გამკაცრებას.
ამ მარტივი პირობების დაცვა უზრუნველყოფს ლითონის ჭრის გაზის მონტაჟზე უსაფრთხო და ეფექტურ მუშაობას.
ვიდეო: სამუშაო კატარღა, ლითონის ჭრის ტრენინგი





