A gázvágók típusai és a propán + oxigén vágója használata
A fémszerkezetek szétszerelése, a megmunkálás vagy a hegesztés előtti tekercselt bármilyen típusú vágáshoz szükséges. És ha egy lapot vagy egy kis vastagságú profilt lehet vágni egy mechanikus eszközzel (kézi, elektromos vagy hidraulikus meghajtó). Ez a nagy vastagságú fémlemezekkel végzett munka gázvágóval vagy professzionális szleng-autogénre van szüksége.
Az ilyen eszköz különböző modelljeinek tervezése csak méretben vagy néhány részletben különbözhet, de mindenki elv ugyanaz.
Függetlenül attól, hogy a méret az AutoGen és a fűtés típusát gázkeverék, a vágási miatt előfordul, hogy az égés a fém az adatfolyamban a tiszta oxigén, injektált révén a fúvókatest a munkatérbe.
A gázvágás fő és főállapota - az égési hőmérsékletnek kisebbnek kell lennie, mint az olvadáspont. Ellenkező esetben a fém, amelynek ideje, hogy elkezdje az égetést, megolvadjon és álljon. Ez az állapot megfelel az alacsony szén-dioxid-acélnak és a színesfémeknek és öntöttvasnak.
A legtöbb sem alkalmas a gázvágásra is - korlátozások vannak az ötvözőelemek, a szén és szennyeződések maximális megengedett dózisaira, amelyek meghaladják az oxigénben lévő fémégető folyamatát, vagy általában megszakadnak.
Maga a vágási folyamat két fázisra bomlik:
- Melegítse a korlátozott zóna alkatrészeket olyan hőmérsékletre, amelyen a fém éget. És annak érdekében, hogy megkapjuk a melegítő láng fáklyáját, a műszaki oxigén egy bizonyos arányban gyúlékony gázzal keverednek.
- A fűtött fém égése (oxidációja) az oxigén-sugárban és az égéstermékek eltávolítása a vágott zónából.
Ha figyelembe vesszük csak a kézi vágók besorolását, az alábbi jellemzők alapvető fontosságúak:
- az üzemanyag, a hatalom és a gázok keverékének melegítő lángjának elegyének kialakításának megtekintése;
- Üzemanyaggáz osztályozása: acetilén, propán-bután, metán, univerzális, MAF.
Kersynoresa és háziállatok, bár ugyanazt a kinevezést kapják a folyékony tüzelőanyag-vágókhoz.
- Hatalommal: kicsi (fémvágó vastagsága 3-100 mm) - P1 jelölés, átlag (legfeljebb 200 mm) - P2, magas (legfeljebb 300 mm) - P3. Vannak minták megnövekedett vágóvastagsággal - akár 500 mm.
- Üzemanyaggáz előállítására szolgáló eljárás: injektor és unintelectory.
És ha az első funkció csak a melegítő láng hőmérsékletét érinti, és a tápellátás a fém maximális vastagságán van, akkor a harmadik jelet a vágó kialakítása határozza meg.
Tervezés
1. Az injekció vagy a kétcső, a gázvágó a leggyakoribb formatervezési típus. A vágó műszaki oxigénje két áramra oszlik.
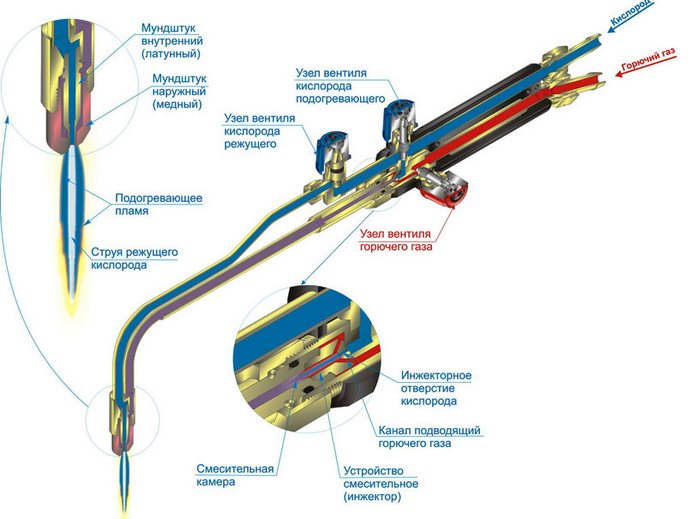
A felső csőben lévő patak egy része a csúcsfejbe kerül, és nagy sebességű levelekkel a belső szájrész központi fúvókáján keresztül mozog. A terv ezen része felelős a folyamat vágási szakaszáért. A beállító szelep vagy a karszelep a házon túl van szállítható.
A másik rész belép az injektorba. Amelynek az elvét, hogy az injektált gáz (oxigén), így a keverő kamra nagy nyomáson és nagy sebességgel, vákuumot hoz létre zóna és a perifériás lyukak az éghető (kiadja) gáz húz. A keveréknek köszönhetően a sebességek kiegyenlítettek, és a gázok keverékének áramlása a kamra kimenetén van kialakítva, mint az injektált oxigén, de magasabb, mint a kiadott éghető gázé.
Ezután a gázkeverék az alsó cső mentén mozog a csúcsfejre, a belső és külső szájrész között a fúvókákon keresztül alakul ki, és a melegítő láng fáklyáját képezi. Minden csatorna saját szelepe van a házon, amelyet az injektor oxigénellátása és éghető gáz szabályoz.
2. Uninterblary, vagy három-csõvágó egy bonyolultabb tervezési - mind oxigén fluxus és a gáz jön a fej külön csövekben.
A fűtési keverék keverése a fej belsejében történik. De ez a hiánya egy keverő kamra, amely egy magasabb szintű biztonságot, nem szükséges feltételek megteremtése „fordított hatás” (terjedésének égő gázok a vágó csatornák és csövek az ellenkező irányba).
Amellett, hogy egy összetettebb kialakítás és magas ár, egy háromcsőgázvágó hátránya, úgy véljük, hogy stabil működés esetén nagyobb üzemanyag-gáznyomás szükséges (nincs hatás a kilökődésre és az áramlás növelésére mérték).
Méretek és súly
A kézi befecskendező gázvágó méreteit az 5191-79 szabványos GOST és a hatalomtól függ:
- p1 - akár 500 mm;
- a P2 és P3 580 mm tartományban van. De speciális körülmények között "hosszúkás" modelleket készítenek.
Minden egyes teljesítménykategóriához tartozó súlykorlátozások vannak: 1,0 és 1,3 kg, illetve P1 és P2 / P3 esetében.
Ugyanez a goszt határozza meg, hogy a P3 típus az oxigén-propán vágó, és a P1 és P2 bármilyen formában működhet éghető gáz.

A GOST szerint úgy definiálják, hogy a hegesztőégő vágásához tippek legyenek. A szerkezet különbsége az, hogy az oxigén szétválasztása és az éghető keverék keverése a csúcsban történik, és sokkal kisebb méretű és súlya van, mint egy vágó. Tehát a PB1 tömege 0,6 kg és PV2 és PV3 - 0,7 kg felső határ.
De aligha lehet megnevezni ezt a gázvágót a fémkomponensen - a működő helyzetben lévő szerelvényen az égőből, mérete és súlya nem kevesebb, mint egy speciális eszköz. Az előny csak akkor lehet megvásárolni egy égőt különböző típusú tippekkel (hegesztés és vágás), és az egész készlet egy kis tokba kerül. Vagy megvásároljon egy plug-inverter meglévő égőjét.
De itt van egy árnyalat. A propán sokkal olcsóbb, mint az acetilén. Ezért az acetilén vágó működésének költsége szignifikánsan magasabb lesz, mint az oxigén-propán. És a fémhegesztéshez az acetilénégető jobb, amelyben a lánghőmérséklet 300-400-nál nagyobb, mint oxigén-propánnal (tisztán propánégőben, a hőmérséklet kisebb, mint 2000 ° C).
A kézi gázvágás teljes "bejegyzésének" tömörségét csak gázokkal rendelkező palackok kapacitása lehet biztosítani.
Hordozható gázvágók
A közelmúltban a hordozható gázvágók értékesítésére szolgáló ajánlatokat láthatunk, amelyek egy kis összegyűjtőhengerhez fúvókákhoz tartoznak.
De legalábbis vágóként helyezkednek el, valójában az égők. A legtöbbjük fáklya hőmérséklete nem haladja meg az 1300c-ot. Bár vannak "professzionális" ütköző hordozható vágók, amelyek fáklya hőmérséklete 2000-2500C (például KOVEA KT-2610, amikor dolgozik egy MAPS gázkeverékkel), és ez már közel van az oxigén fűtési lángjának hőmérsékletéhez -Propán vágó - 2700-2800C.

De minden esetben nincs fő vágóelem az "égő" - az oxigén sugárzásának kialakításához, amelynek következtében a fém oxidáció következik be.
Hordozható vágók közé tartoznak az élettartamú fémek és ötvözetek: ón, alumínium, sárgaréz, bronz, réz. De nekik nem beszélünk a vágásról, hanem az olvasztásról. Ezért gyakrabban használják a nemvasfémekből származó kis alkatrészek biztonságos vagy hegesztését (például a klímaberendezések és hűtőszekrények javításakor), és kézi elektromos eszközzel vághatók le.
Figyeljen a gázvágó kiválasztásakor
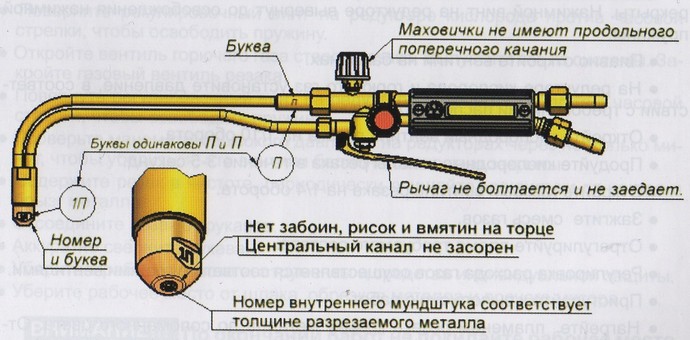
Ha a "go" a fejétől a fejétől a következőképpen fontos:
- a sárgarézből származó mellbimbók hosszabb ideig szolgálnak, mint az alumínium;
- a fogantyú anyagának alumíniumnak kell lennie, a műanyag bélés kevésbé tartós, és "úszhat";
- a szelepeknek egy kis erőfeszítéssel kell elforgatniuk;
- a vágó oxigénszelep fogantyújának ajánlott átmérője - nem kevesebb, mint 40 mm;
- a karmodellek kényelmesebbek a gáz működtetéséhez és engedélyezéséhez;
- orsószelepek: rozsdamentes acélból - a legmegbízhatóbb (legfeljebb 15 000 ciklus), sárgarézből - gyorsan meghiúsul (kb. 500 ciklus), kombinált - "átlagos" mutatók;
- case anyagok és csövek - rozsdamentes acél, sárgaréz, réz;
- az acetilén vágóknál az éghető gázzal érintkező részek a keverőkamrához nem szabad rézből vagy ötvözetekből, a 65% feletti tartalommal;
- az összecsukható kialakítás lehetővé teszi, hogy helyrehozza a vágó, tisztítsa meg a befecskendező egység, tip csövek;
- külső szájrész csak rézből;
- az acetilén vágó - réz, oxigén-propán belső fúvóka rézből készül;
- az eladó kiválasztott modelljének pótalkatrészei és fogyóeszközei kell lenniük a választékban.
Az oxigén-propán vágó használata
Tábornok:
- a vágóhöz való együttműködésnek a hegesztő maszkjában kell történnie (vagy különleges szemüvegek);
- ajánlott ruházat és működő kesztyű tűzálló (nem éghető) tulajdonságokkal;
- az autogén lángja az ellátó tömlők felé kell néznie, és a tömlőknek nem szabad megzavarniuk a Carver munkáját;
- a gázpalackoknak nincsenek közelebb, mint öt méterre a munkahelyre;
- a fém vágását kültéren vagy jól szellőztetett szobában végezzük.
Hosszú szünet után, vagy amikor először indít egy új befecskendezővágót, győződjön meg róla, hogy a csatornák "tiszta" és az injektor oxigénje létrehozza a porlasztási gázellátás szükséges szintjét.
Először egy vágószeleppel és egy vágóhengerekkel és egy vágóhengerekkel, egy propánnal ellátott tömlőt eltávolítjuk. Ezután, egy henger oxigén, az üzemi nyomás van telepítve, és a szelep a fűtési oxigén és gáz megnyílt a vágó. Az injektor teljesítményének ellenőrzését ellenőrizzük ujjakkal a mellbimbó-üzemanyag-gázra - a levegő szívását a mellbimbó lyukban kell érezni.





