Oxigén-propán vágó
A fémszerkezetek lebontásának folyamata szakosodott eszközt igényel. Az alkatrészek munkadarabját vágással végezzük, ezért a fém propán - oxigén típusú és egyéb eszközök gázszerelésére szolgál. A kis vastagságú struktúrák kezelésére mechanikus eszközök alkalmasak, a vastag lapokat gázvágó feldolgozza. A telepítés működésének elve ugyanaz, függetlenül a tervezéstől. Hogyan élvezheti a mechanizmust, írja le a különböző specifikációkat, meg kell felelnie a biztonsági követelményeknek, más funkcióknak.
A működés és a típusok elve
A működés elve az oxigén sugárforráson alapul, tiszta nézettel, gázvágó fúvókán keresztül. Függetlenül attól, hogy a strukturális jellemzői autogén, végrehajtása miatt előfordul, hogy az égés a fém hatása alatt a megfelelő - az oxigén közegben. Az alapvető követelmény a használata a készülék - az égési hőmérséklet nagyobb legyen, mint olvadó, különben az anyag megolvad, és lefolyó, amely zavarja a magas színvonalú munkát.
A legtöbb acél ötvözetek nem befolyásolja a vágó oxigén propán, korlátozás miatt a maximális aránya adalékolt szennyeződések. Az elem összetételében lévő szén jelenléte instabil működéshez vezethet, vagy megállítja a folyamatot. A fémre gyakorolt \u200b\u200bhatás több lépésben következik be:
- A hőmérséklet emelkedik az acél égési szintjének szintjére. A kívánt lángszóró előállításához az ózon az üzemanyag-keverékkel van összekeverve, amely szükséges arányban.
- Melegítés után, a zóna előfordul mind oxidációját a fűtött acél az oxigén közepes és anyagok felszabadulása a feldolgozó hely.
A kézi vágók besorolása több paraméterre osztható a munka típusától függően. Főbb jellemzők:
- számos éghető gáz, metán, propán-bután, acetilén és mások;
- a tápellátás, a keverék fűtésére szolgáló paraméter;
- a gáz előállítására ható fúvóka kialakítása mind az befecskendező berendezéseket, mind az injekció nélkül használják.

A hatalom több fajra oszlik, kicsi és nagyfokú vágásig. Alacsony teljesítmény mellett 3-100 mm vastagságú elemek, az átlagos beállítások típusa a legfeljebb 200 mm-es vastagságú anyagok vágásához szükséges. Vannak olyan fajták, amelyek képesek akár 500 mm vastagságú terméket kezelni, az ilyen berendezéseket iparági és háztartási körülmények között használják. Egyes összetevők nemcsak a hatalommal, hanem a gázvágó kialakításán is függenek.
Tervezés
Az acélszerkezetek feldolgozásában használt leggyakoribb eszköz egy kétcsöves injekciós vágó. Az éghető keverék több patakra oszlik, amely lehetővé teszi, hogy a láng teljesítményét munka közben állítsa be. A kiigazító mechanizmus a ház külső részén található, vannak karkészülékes eszközök.
Az áramlási áthalad a csövön, hogy a hegye a fejen keresztül, a felszabadulás megtörténik nagy sebességgel a központi fúvókán. A fúvóka felelős a vágó fő funkcióiért, a folyamat vágójához. A gáz egy részét lefordítják az injektorra, amely nagy nyomás alatt marad, kisütést eredményez, ezáltal az éghető keverék összekapcsolása. A keverési folyamat meghatározta az áramlási sebesség igazítását.
Az elegy képződését a csúcs fejével végezzük, amely az alsó csövet eléri. A fáklya a külső, a belső szájrész között alakul ki, az éghető keverék kialakulásának következménye. A kétcsatornás rendszer állítható szelepekkel van felszerelve, amelyek lehetővé teszik mind az oxigén, mind a segédgáz adagolását az injektorhoz.
A kialakítás injekció nélkül típusú bonyolultabb, mint a két oxigén áramlik, és külön-külön gáz vannak csövek. Az éghető kompozíció keveréke közvetlenül a fej belsejében fordul elő, ez a design biztonságosabb hatással van. A műveletek elvégzéséhez mind az oxigén, mind az éghető gázok magasabb nyomású biztosítása szükséges.
A méret a vágó által van rögzítve GOST szabványok, a termelés kis alkatrészek, modellek P1 használják a teljes hosszú, legfeljebb 50 cm. Erősebb kialakított motívumok hosszabb alakja, vannak bizonyos kiterjesztett struktúrákat feladatok elvégzéséhez nehéz hozzáférést biztosít a vágási helyre.
Előnyök és hátrányok
A gázégő úgy van kialakítva, hogy a termékeket a termelési körülmények között, nagy mennyiségű feladattal kell elviselni. A készülék alkalmazása előtt fontos megérteni, hogy milyen kulcsfontosságú a propánnal és az oxigénnal ellátott fém vágás:
- A cselekvési mechanizmus kényelmes, ha a vágott szeletelés görbületi vonalait végzi. A stabil teljesítmény lehetővé teszi számunkra, hogy különböző vastagságú fémtermékeket oszthassunk meg. Olyan helyzetekben, ahol lehetetlen egy szerszámot használni, például egy sarokgépet, gázégőt használnak. A kerek termék vagy a süketnyitás kialakításának feladata gázégővel, anélkül, hogy különleges erőfeszítéseket igényelne.
- A gázvágó előnye a benzinmodellekkel ellentétben. Alacsony súly mellett a mechanizmus nem teszi meg a megnövekedett zajt, ha működik, valamint a kompakt.
- Az éghető gáz hatásain alapuló berendezés használata lehetővé teszi, hogy felgyorsítsa a végrehajtást, ami nem a mechanikai eszközök hatalma alatt áll.
- A propán, mint a folyékony állapotban lévő gáz, alacsony áron különbözik. Ezért nem csak a termelési igények feldolgozásában, hanem a fémek és más cselekvések ártalmatlanításában is alkalmazható.
- A propán éghető keverékként való alkalmazása lehetővé teszi, hogy kiváló minőségű vágást végezzen. A vágást szűk, kivéve, kivéve, amely a minőségi munka fő tényezője.
A hátrányok megjegyezhetők, hogy egyes anyagokat nem kezelhetjük propánvágóval, például öntöttvas és magas ötvözetű acéltal.
A használat jellemzői
A nagy széntartalommal rendelkező acélanyagok nem ajánlott gázeszköz vágására. Ennek oka a nagy olvadáspont a fókuszparaméter közelében. A fúvóka expozíciójából kibocsátott skála helyett az anyag a szélek széleihez reagál, amelynek eredménye az oxigén leállítása, a kapcsolat nem feldolgozható.
Az öntöttvasokkal való együttműködés nehézséget okozhat, például grafit jelenlétet, gabona alakját. Továbbá a gázvágást a propán nem használja, a réz, az alumínium, más könnyen olvadó acélok feldolgozásával.
Szükséges felszerelés
Különböző acélfeldolgozási feladatok elvégzéséhez szükséges eszközöket kell készíteniük a megfelelő eszközöket. A művelet:
- oxigénnel és propánnal rendelkező hengerek;
- disszectáló eszköz;
- egy bizonyos méretű szájrész;
- tömlők.
A biztonsági technika az egyes hengerek beállítási szelepének jelenlétének köszönhető. A propánhenger fordított szálfonalral rendelkezik, ennek eredményeképpen a további sebességváltó telepítése nem lehetséges. A berendezés hasonló formatervezési mintákkal rendelkezik, mind otthoni, mind termelési célok. A fém vágás előállítása előtt ellenőrizni kell a teljesítményt, az összes beállító elem jelenlétét.

Az ózon érkezése kék színű, a szelepek közvetlenül a hengeren és a vágóhelyen találhatók. A propán áramlást minden más gáz- és robbanóanyag, vörös vagy sárga.
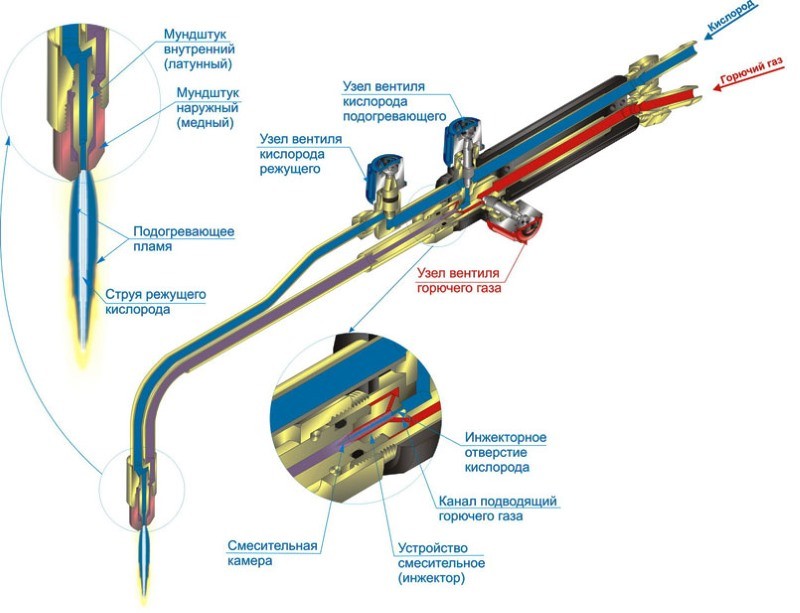
Miután csatlakoztatta a vágót, a folyamat elkezdődik, hogy az oxigén és a propán egyesítse a keverőkamrát, amelynek eredményeképpen az éghető keverék keletkezik. A tervezés az aggregátumok változását írja elő a tervezett javítás és karbantartás érdekében, az egyik csomópont meghibásodása esetén, lehet cserélni, továbbra is dolgozni. A fúvóka az előállított feladatok típusától függően van kiválasztva, különböző olvasmányokkal és számokkal különbözik.
Árnyalatok vágás
A disszekció folyamata a sebességszabályozást biztosítja, a paraméter kiválasztása vizuálisan történik, a szikrák számától és hátrányától függ. A vágási folyamat által kialakított szikraáramot 90 ° -os szögben kell kialakítani a felülethez képest. A sebesség állítható, ha az áramlás megváltoztatja az irányt, ebben az esetben a sebesség alacsony, be kell állítania.
A szerkezet vastagsága befolyásolja az eljárást, a feldolgozott levél esetében, a 6 cm-nél nagyobb vastagságú, alacsony szögben kell elhelyezni a salak áramlására. A vastag termékek feldolgozásakor fontos, hogy ellenálljon a 15 ° -nál nagyobb dőlésszögnek, szabályozza a sebességet. Az út közepén történő megállítás esetén a folyamatot ebben a pontban nem újítják meg, és először is. A vastag termékkel végzett műveletek elkerülése érdekében a vágót úgy kell megtartani, hogy a fém feldolgozása a kerületben történjen.

Az acél vágásának befejezése után a vágó gázellátás ki van kapcsolva. Ezután a szelepet átfedik a hengeren, az utolsó sor az üzemanyag-keverékkel zárva van.
Felület és göndör vágás
A fémfelületen lévő megkönnyebbülés megteremtésének folyamata számos más módon történik. A vágást egy fúvóka végzi, és az olvasztott salak, a termék alsó részét melegíti. A fűtést olyan hőmérsékleten végezzük, amely nem haladja meg az anyag gyújtását.
A vágó oxigén megnyitása az anyag égetésének bizonyos szakaszát biztosítja, ezáltal tiszta él és vágott vonalat termel.
A műveletet akár 80 ° -os szögben, a gázellátás után végezzük, a vágó 18 és 45 ° közötti szögre mozog. A szükséges méretű hornyok kialakulását a sebesség beállításával végezzük. A horony nagyobb méretét a szájrész szögének változásaként érjük el, és lassítja a sebességet, az oxigénszint beállítása. A horony szélessége változik a sugár áramlásának a fúvókán keresztül, a mélység arány, a horony szélessége egyenlő 1-től 6-ig. A szélességnek előnyös tárgya van, mert A termék felületén naplemente kialakítható.
Figyeljen a gázvágó kiválasztásakor
A kiváló minőségű eszköz kiválasztása közvetlenül az eredménytől függ. Ha elhanyagolhatja néhány paramétert, bizonyos vágó tulajdonságok elvesznek, a biztonsági beállítások csökkennek. Propán és oxigén robbanásveszélyes anyagok, amelyek a működés során bizonyos követelményeknek való megfelelést igénylik:
- A fogantyút alumíniumötvözetből végzik, a műanyag olcsóbb eszközöket, idővel olvadva, elveszítik.
- A sárgaréz mellbimbó hosszabb ideig tart az alumínium szerkezet, mivel nagyobb erőforrással rendelkezik a deformitásokra.
- A szelep forgását kis erőfeszítéssel kell elvégezni, hogy megállítsa a folyamatot egy nem szabványos helyzet esetén. Az ajánlott szelepméret legalább 4 cm.
- A legmegbízhatóbb orsók rozsdamentes acélból készülnek, képesek ellenállni akár 1500 ciklus nélkül csere nélkül, a sárgaréz nem ellenáll a hasonló élettartamnak. A legmegfelelőbb opció kombinált orsók, kedvező árminőségi arány.
- A vágó kialakítása összecsukhatónak kell lennie, karbantartás az élettartam kiterjesztésére szolgál. Anyag szájrész - réz.

Szükséges figyelmet kell fordítani a javító készletek, a pótalkatrészek rendelkezésre állására a vágóhöz. Ha nincs ingyenes értékesítés, problémák merülnek fel a javítás javításakor.
Az oxigénpropánvágó használata
A propán - oxigénvágó működése bizonyos szabályoknak való megfelelést igényel. Mielőtt a berendezést oxigénnel, propánvágóval használjuk, fontos megismerkedni a következő követelményekkel:
- A biztonsági berendezéseknek való megfelelés nem elhanyagolható, fontos, hogy védőmaszkot vagy szakosított szemüveget alkalmazzon. Emellett az üzemeltető ruházatának tűzálló anyagból kell készülnie.
- A vágó lángját a gázellátó tömlőktől az ellenkező oldalon kell lemeríteni.
- A gázokkal rendelkező hengerek elhelyezkedése nem engedélyezett öt méter távolságra a közvetlen munkahely közelében.
- A disszekció a szabadban vagy beltérben van, jó szellőzéssel.
A hosszú távú egyszerű berendezések megelőzést igényelnek a munka újraindítása előtt. A teszt megkezdése előtt a propán tömlőt leválasztják, a gáznyomást biztosítják. Az injektorot az ujjával ellenőrizzük, ha szívás következik be, ez azt jelenti, hogy a berendezés jó állapotban van.





